



1.通用螺纹紧固件的热处理
(1)材料选择 不同强度级别、不同直径的螺栓所推荐采用的钢牌号列于表18-107。
(2)预备热处理
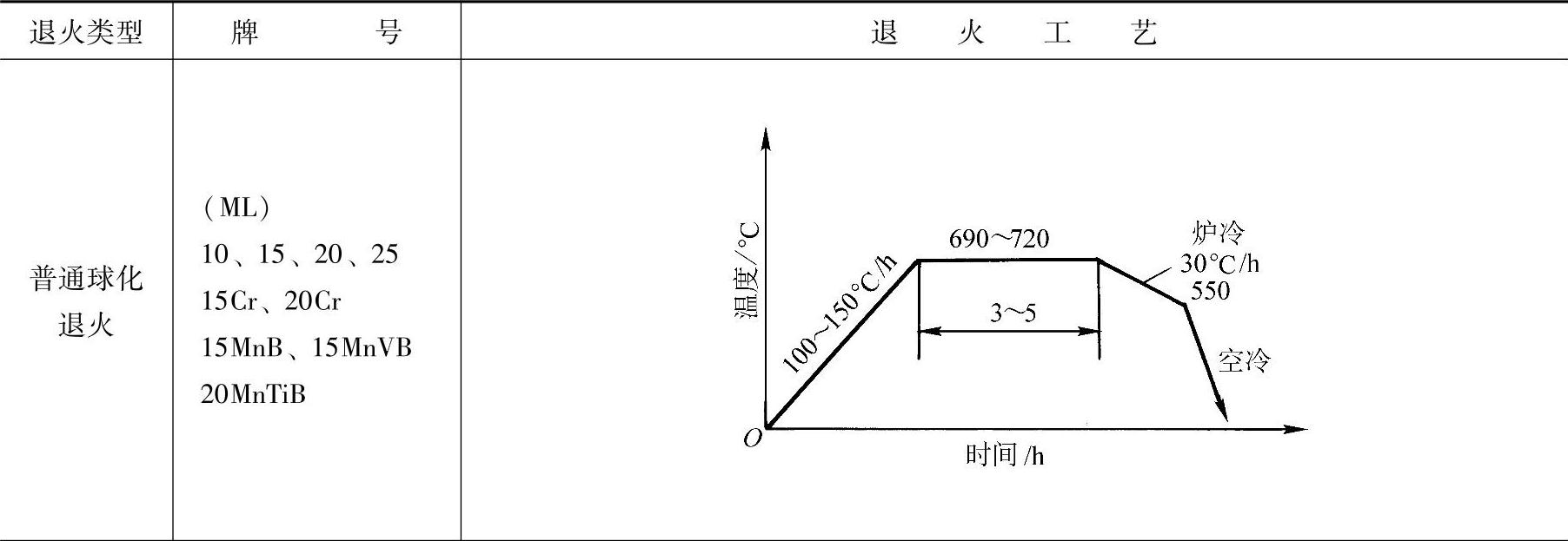
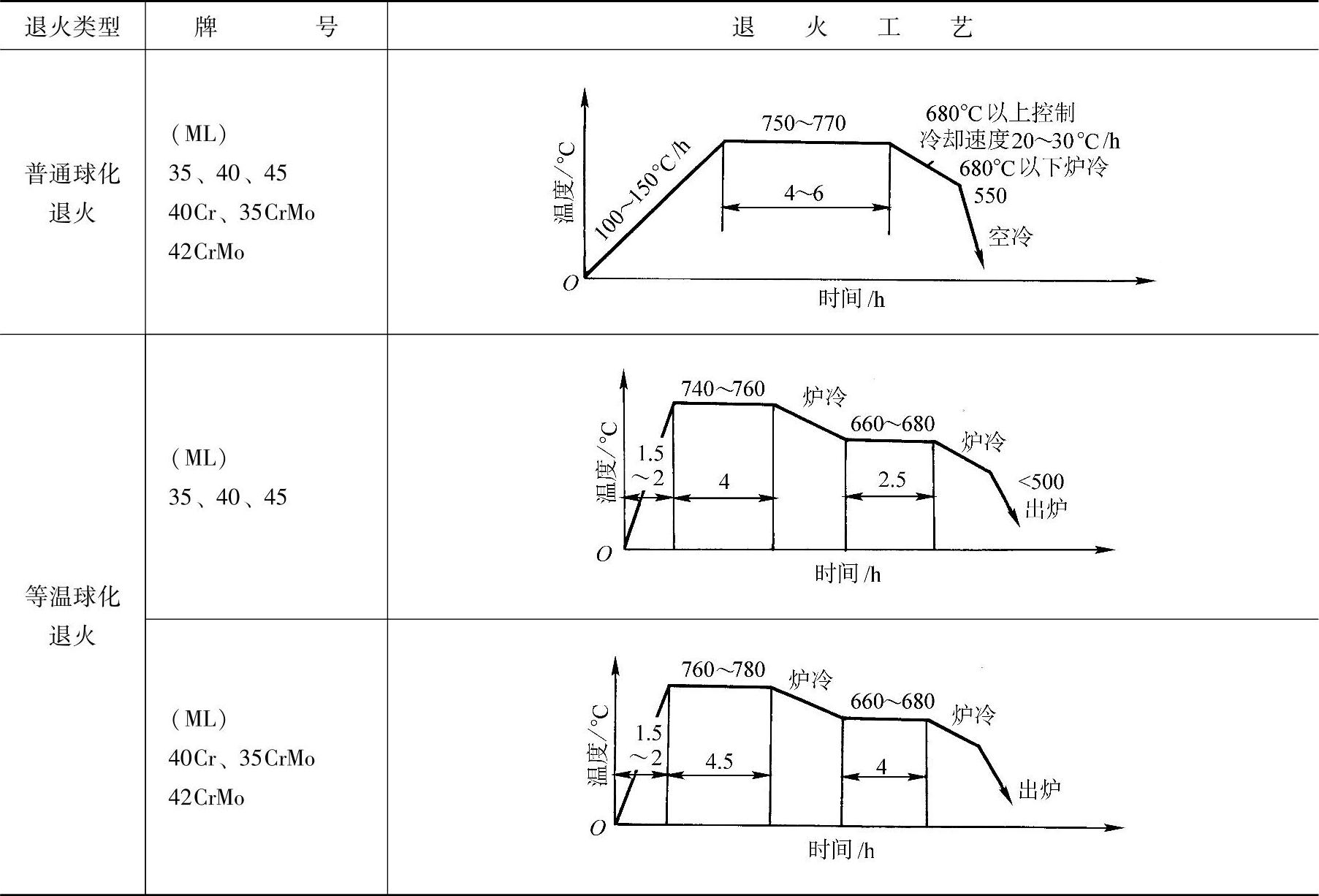
1)球化退火。冷作用钢要求进行球化退火,以得到铁素体基体上均匀分布的球化碳化物组织。球化组织硬度低、塑性好,冷作成形时不易产生裂纹。常用的球化退火工艺列于表18-108。
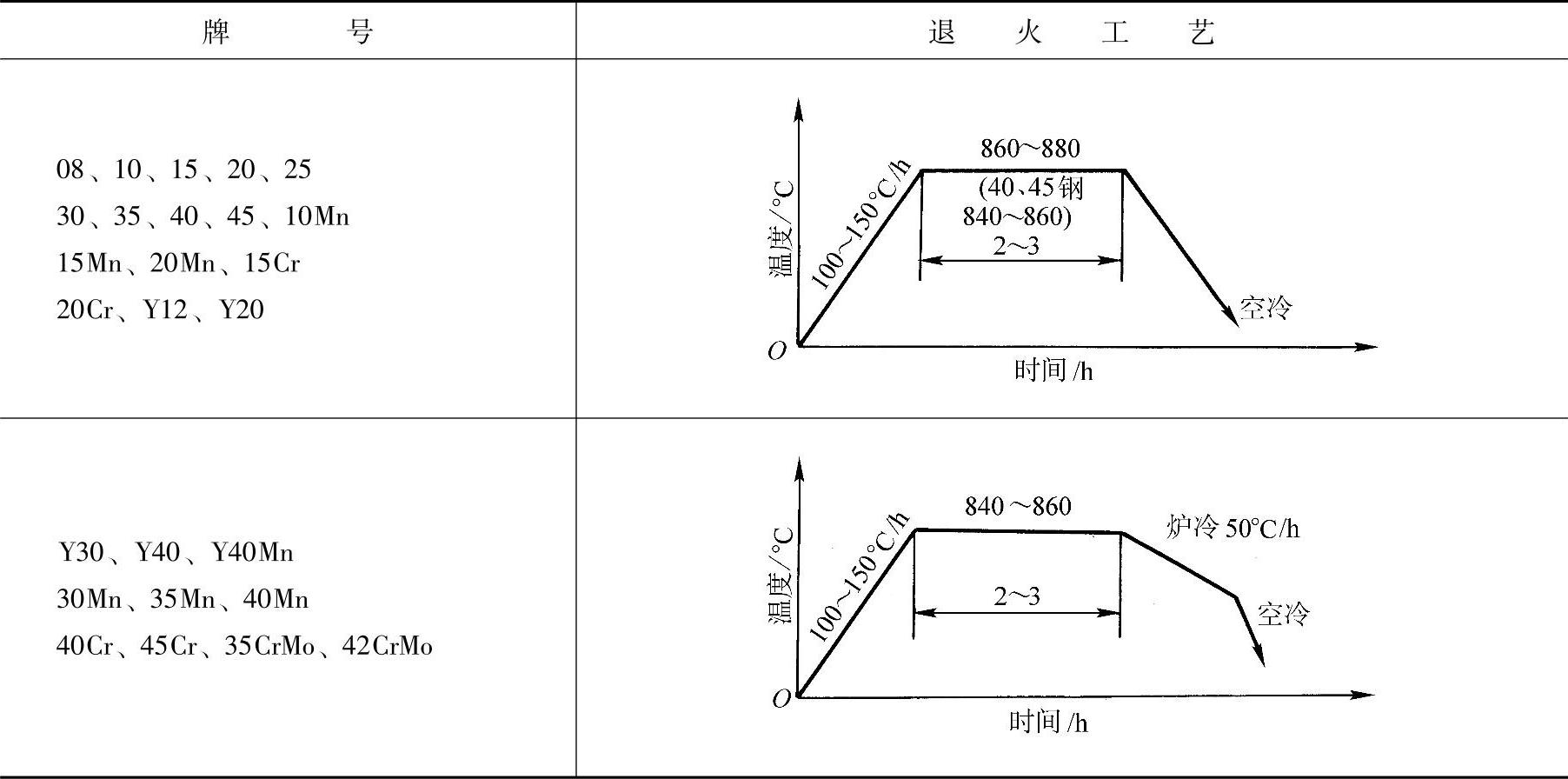
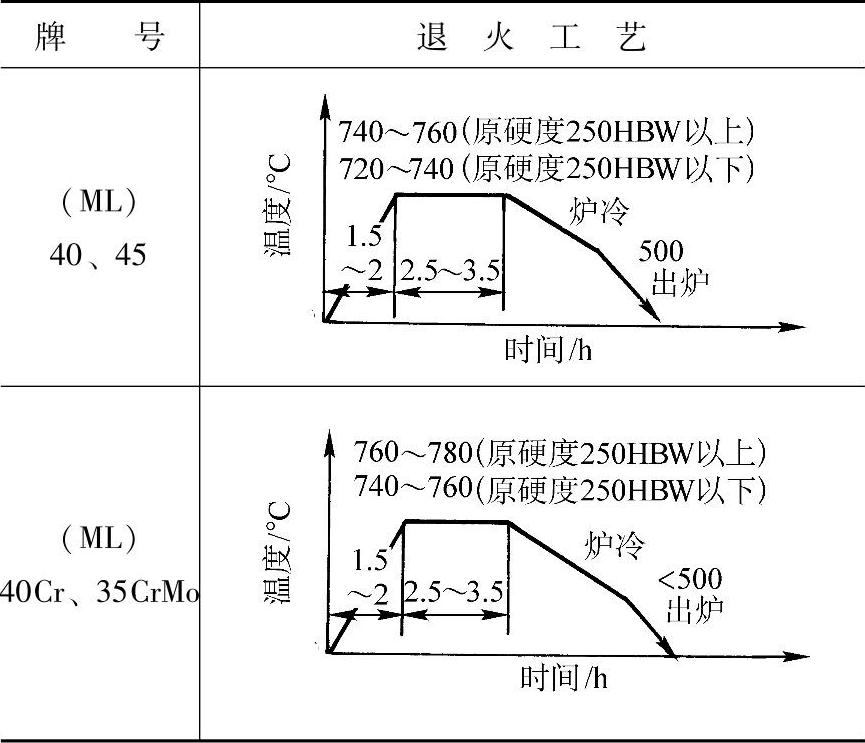
2)改善可加工性的热处理。为了改善可加工性,要求钢材具有片状珠光体组织,这种组织易切削、不粘刀、表面光洁。碳素钢、低碳低合金钢一般采用正火,中碳合金钢要求完全退火,其工艺见表18-109。
表18-107 不同强度级别、不同直径的螺栓所对应的钢牌号

①选用这些材料时应先作淬透性试验,按相同材料、相近规格螺栓热处理工艺淬火并回火,然后在距试杆端头1倍直径处切开,在其横截面上自表面向心部1/4直径处测量硬度,三点都能达到GB/T 3098.1—2000规定的硬度范围时,这批材料可以用于制造本栏的螺栓材料,如果只是表面能达到,而1/4直径处达不到规定硬度时,该批材料只能改作制造比本栏直径小一级或强度级别低一级的螺栓用。
表18-108 钢材球化退火工艺
(续)
注:应根据炉型、炉子大小适当调整工艺参数。
表18-109 切削用钢正火和退火工艺
注:应根据炉型、炉子大小适当调整工艺参数。
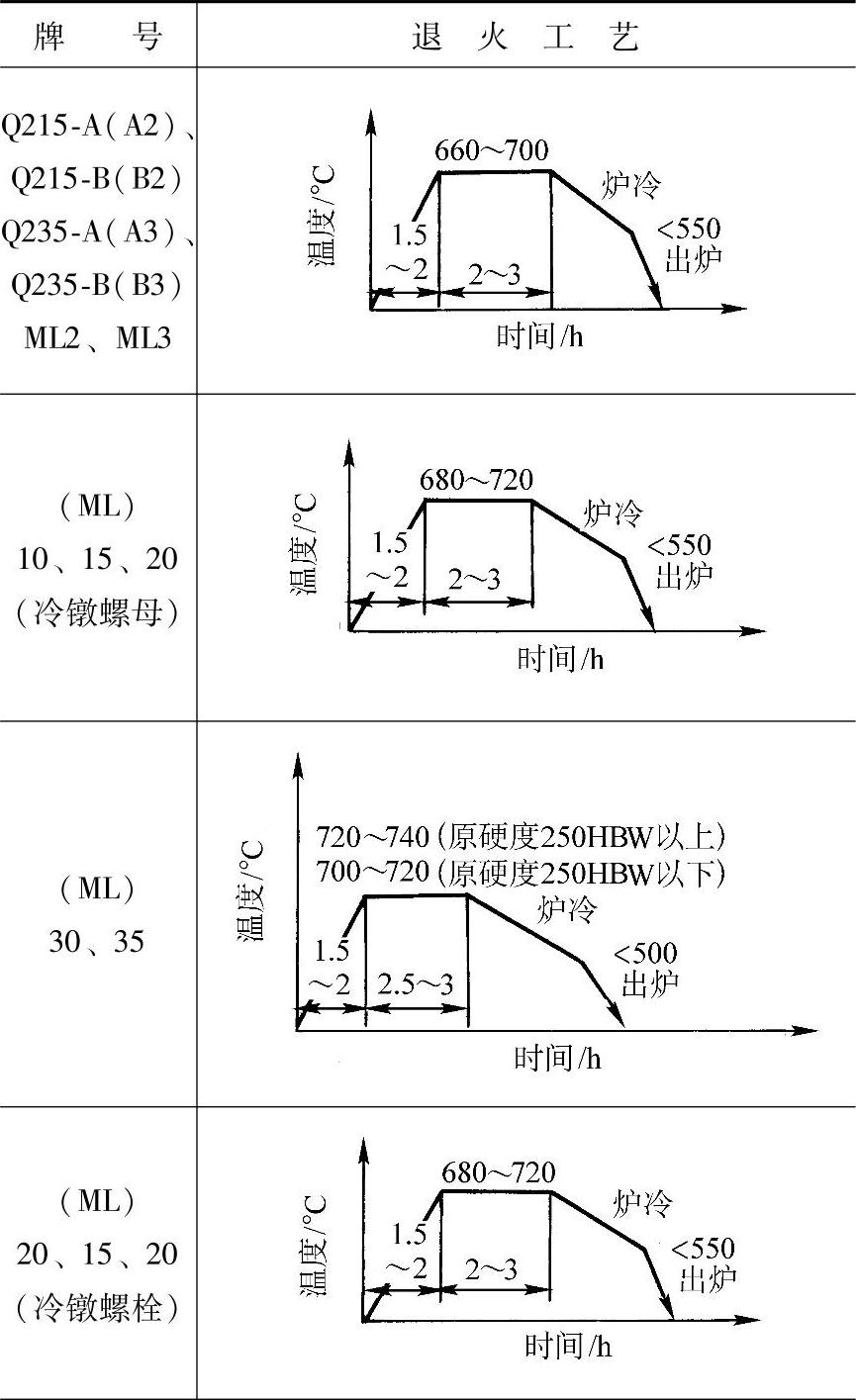
3)再结晶退火。在冷拔过程中,由于加工硬化,需进行中间退火,即再结晶退火,以恢复材料冷拔前的性能。退火时应考虑变形量与再结晶时晶粒度的关系,防止晶粒粗大。压缩比20%~40%钢材的再结晶退火工艺见表18-110。
表18-110 压缩比20%~40%钢材的再结晶退火工艺
(续)
注:应根据炉型、炉子大小适当调整工艺参数。
(3)成品或半成品的热处理 按力学性能分级的螺栓和螺母,8级以上的一般要经过淬火和回火。淬火加热时,一般采用可控气氛和盐浴炉。采用可控气氛加热时,不仅可以保证螺纹尖端不脱碳,并可以对已脱碳的零件在加热的同时进行复碳处理。淬火加热的保温时间,一般盐浴炉堆装的按料层计算为0.4min/mm,单件吊装的按0.3min/mm;气体加热炉堆装的按料层计算为1.2~1.5min/mm,散装的为1~1.2min/mm(按散装零件的有效厚度)。
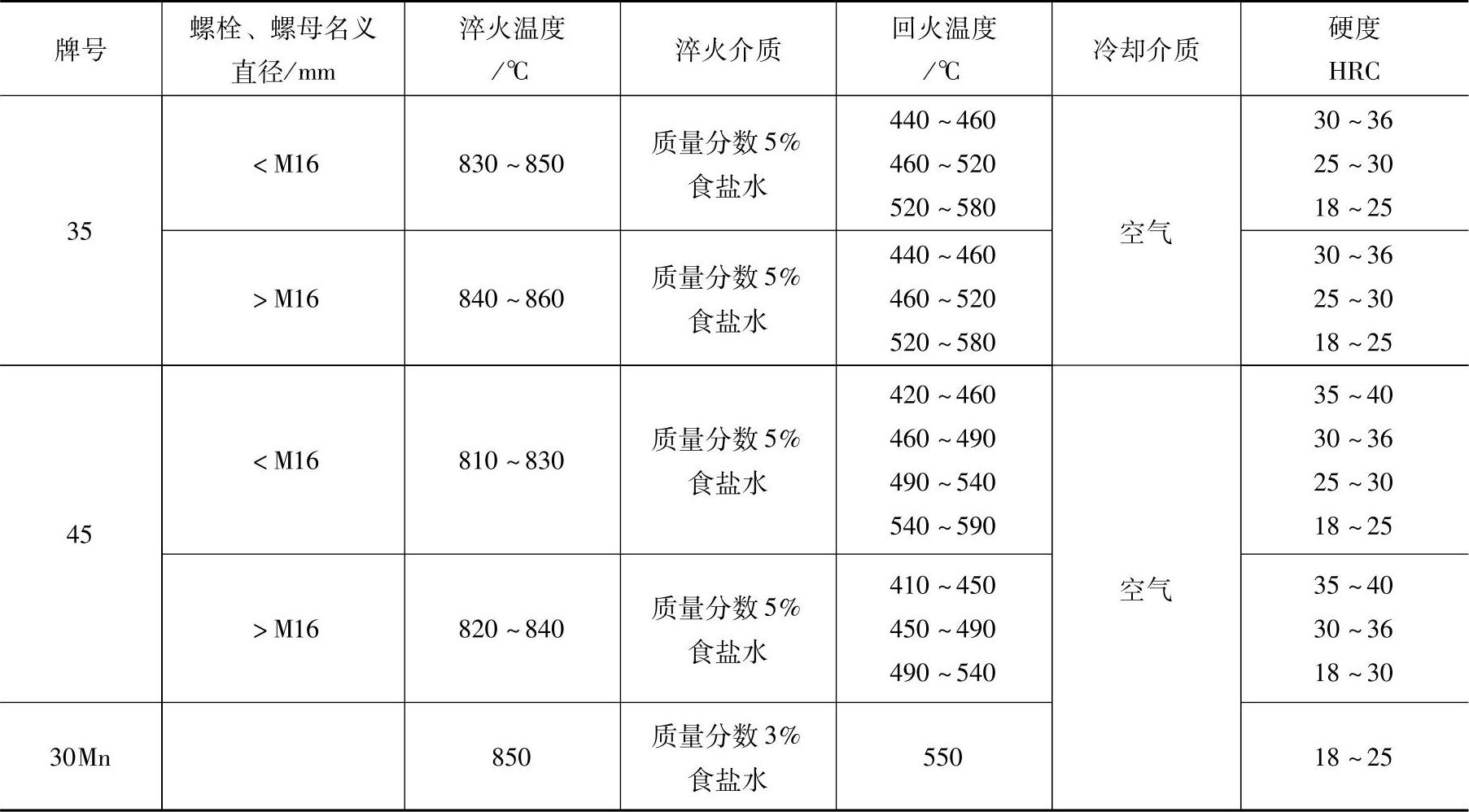
各种材料制造的螺栓和螺母的热处理规范可参考表18-111、表18-112和表18-113。
表18-111 螺栓和螺母低碳低合金钢的热处理和力学性能(https://www.xing528.com)

(续)
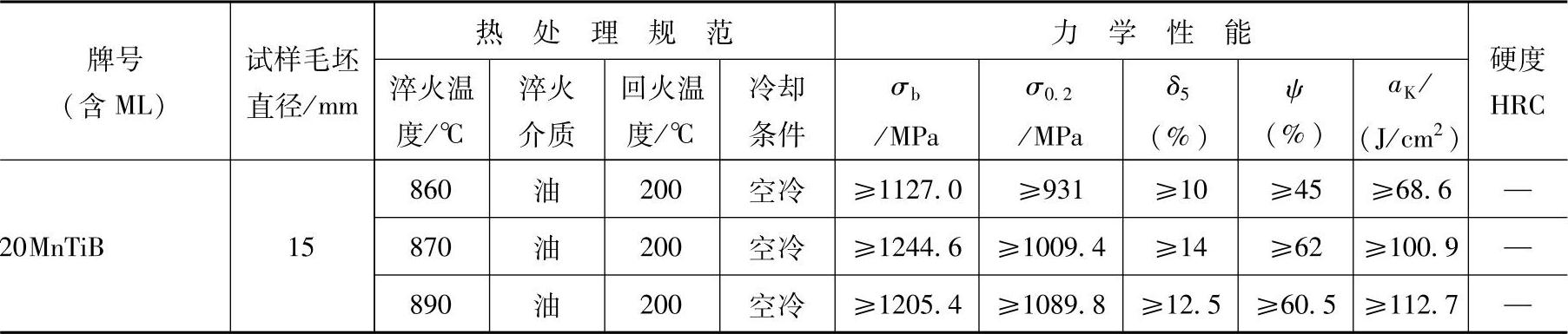
表18-112 螺栓和螺母用部分合金钢热处理规范和力学性能
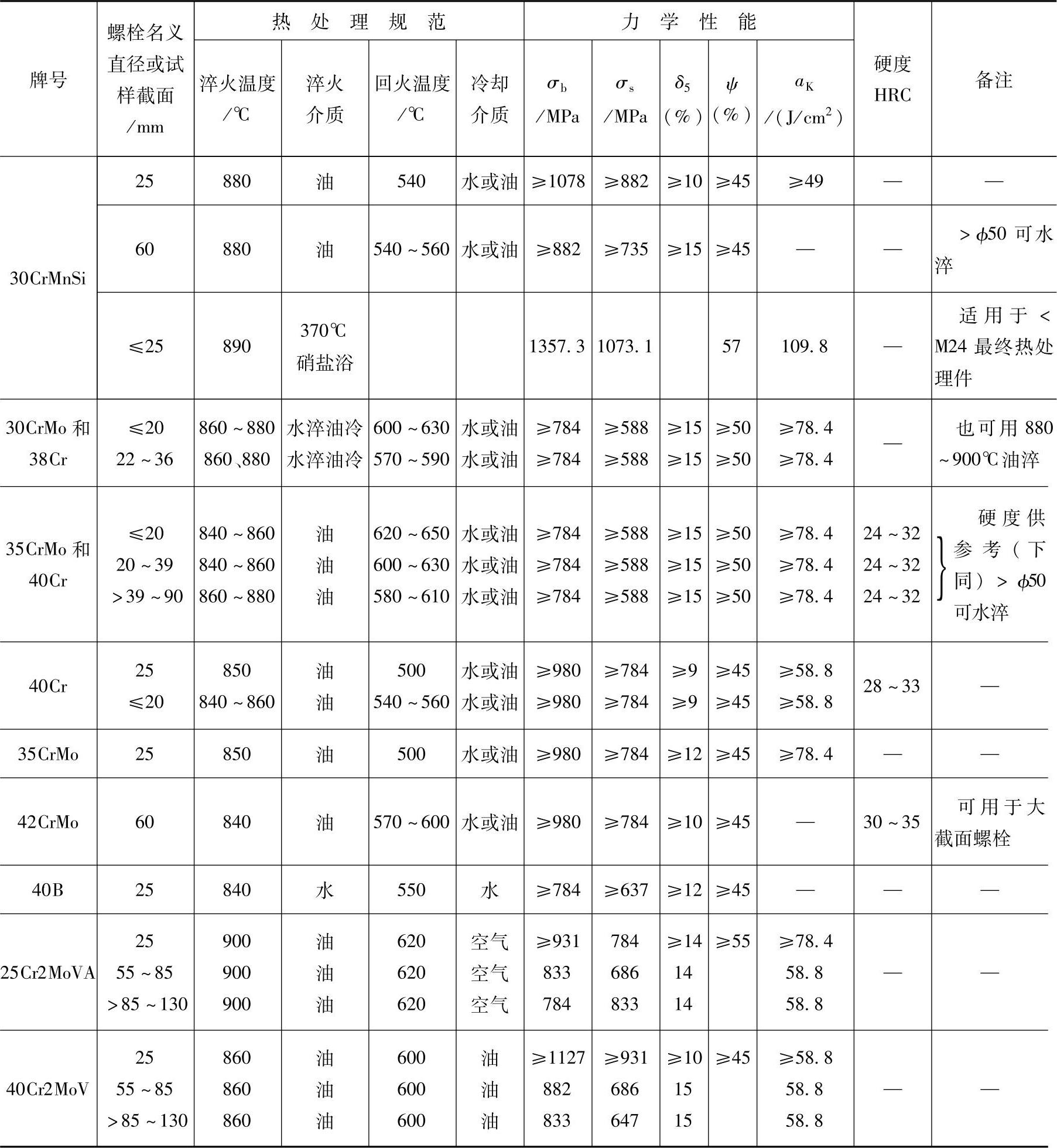
表18-113 35、45钢螺栓和螺母热处理规范
对要求耐磨的螺栓和螺母,通常可选用低碳钢进行渗碳或碳氮共渗。一般螺距在1mm以下,其渗层深度为0.05~0.15mm,1mm以上为0.15~0.30mm,表面硬度为76~85HRA。
2.专用螺纹紧固件
(1)紧定螺钉GB/T 3098.3—2000中紧定螺钉的力学性能要求见表18-114。紧定螺钉的用材和热处理方法与通用螺纹紧固件基本相同,可以参照通用螺纹紧固件的热处理工艺进行。
表18-114 紧定螺钉的力学性能要求

(续)

注:内六角紧定螺钉没有14H,22H级和33H级。
(2)自攻螺钉、自攻锁紧螺钉和自钻自攻螺钉这几种螺钉都是采用渗碳钢制造,经浅层渗碳(或碳氮共渗)后淬火并低温回火,渗层深度、硬度要求以及推荐材料见表18-115。
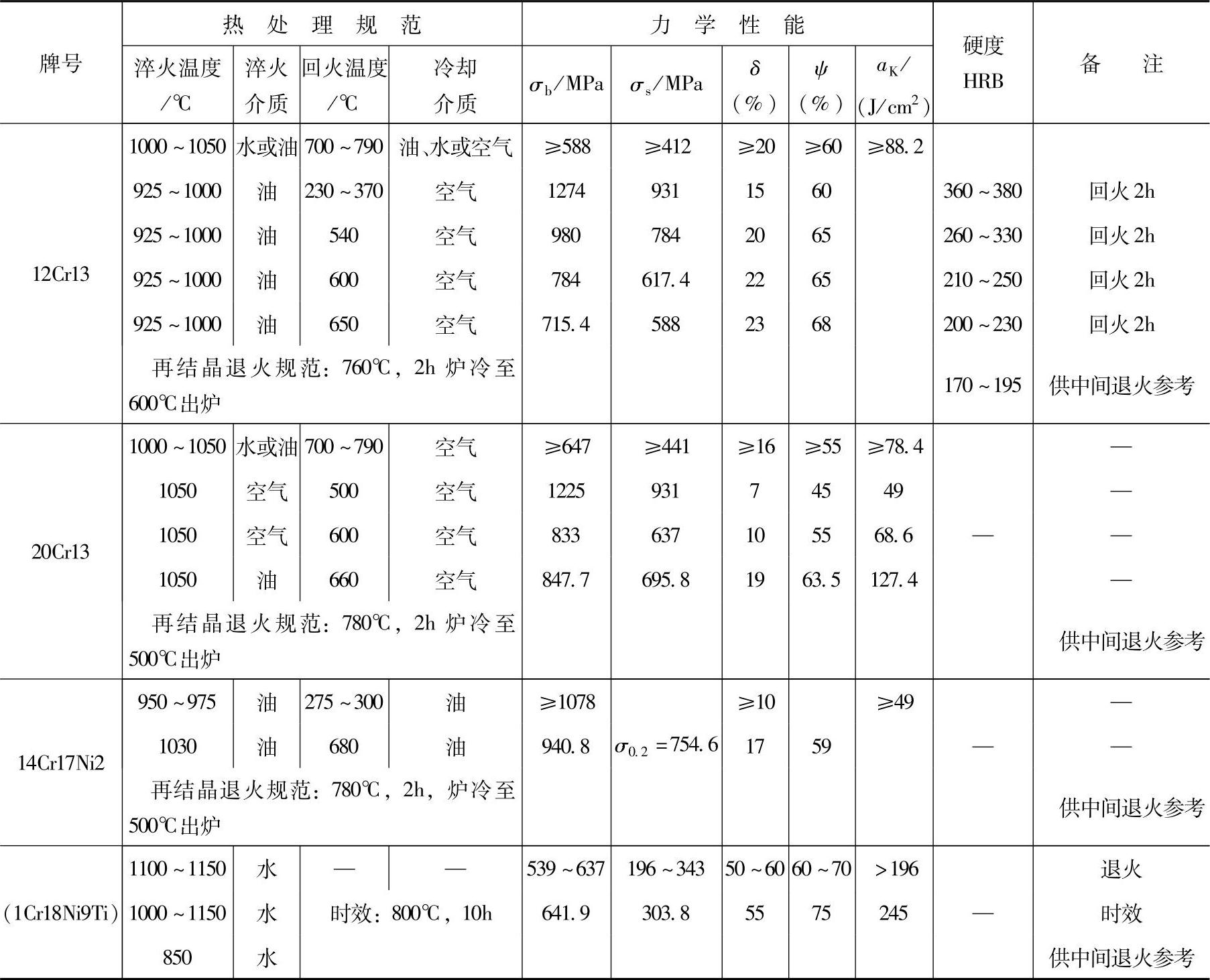
(3)不锈钢制紧固件 要求具有较高耐蚀性的紧固件,通常选用不锈钢制造。其预备热处理为:奥氏体不锈钢进行固溶处理,固溶温度为1000~1150℃;铁素体和马氏体不锈钢一般要求低于临界点退火,包括再结晶退火,退火温度在700~780℃之间。
不锈钢的热处理应尽可能在可控气氛中进行。奥氏体和铁素体不锈钢以及14Cr17Ni2等马氏体不锈钢,因其含铬量较高,应选用氢气或氨分解气体,炉气露点应控制在-60℃以下。对于Cr13型不锈钢推荐采用含氢量高于18%(质量分数)的氨燃烧气体,露点也要控制在-60℃以下。CO对铬是氧化性气氛,因此含有CO的各种可控气氛都不能用于不锈钢的热处理。
几种不锈钢的热处理工艺规范可参考表18-116。
表18-115 自攻螺钉、自攻锁紧螺钉和自钻自攻螺钉的渗碳层深度、硬度和材料
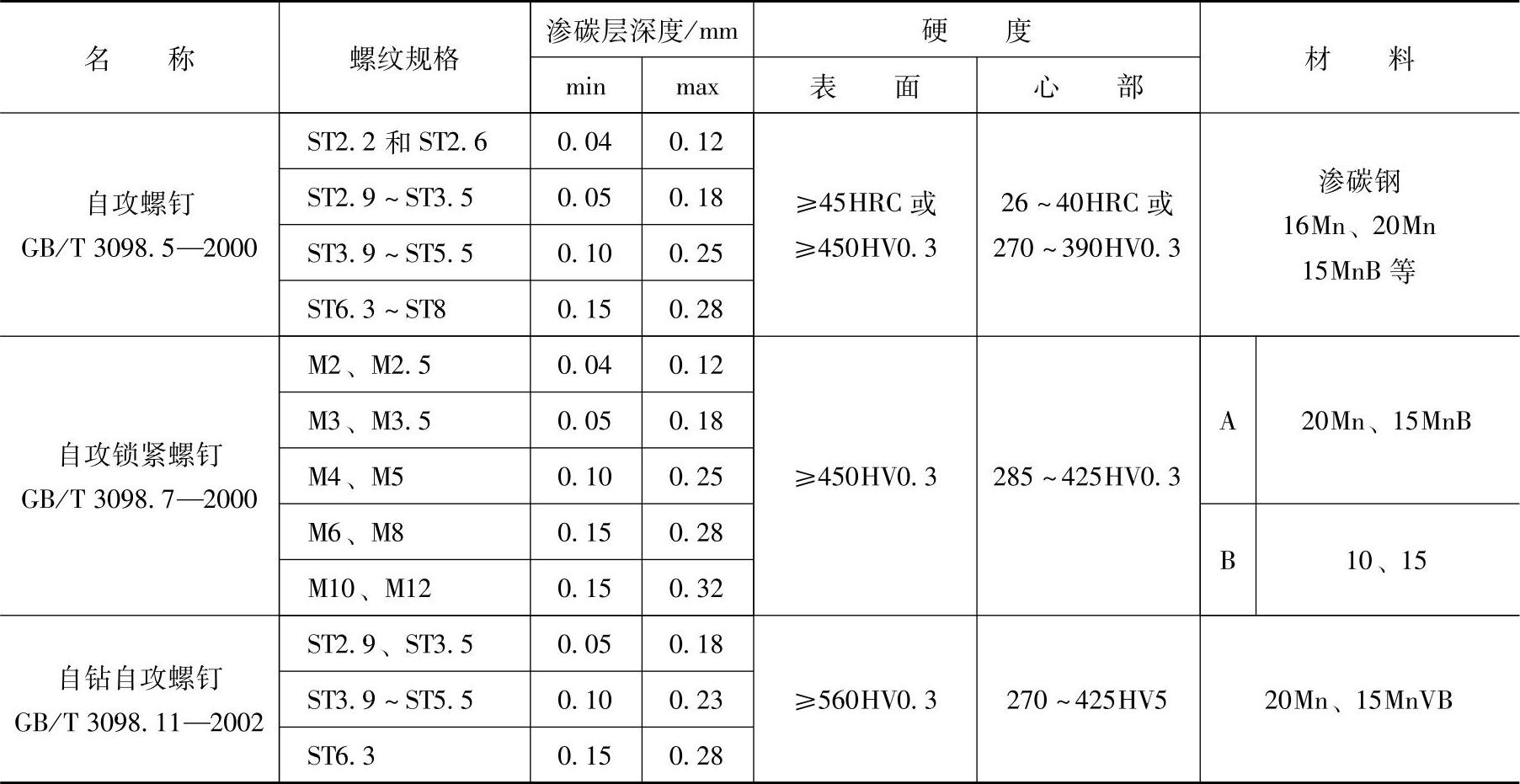
表18-116 几种不锈钢热处理规范及力学性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。