



渗碳钢制轴承零件应用于要求轴承工作表面具有高耐磨性、高抗疲劳性,而心部具有高的强韧性,承受高冲击载荷的情况下。如汽车万向节轴承和轮毂轴承、飞机起落架轴承及铁路货车轴承等。常用于轴承制造中的渗碳钢有20、15Mn、20Cr2Ni4A、20Cr2Mn2MoA、G20CrNiMoA等。
1.中小型轴承零件的渗碳
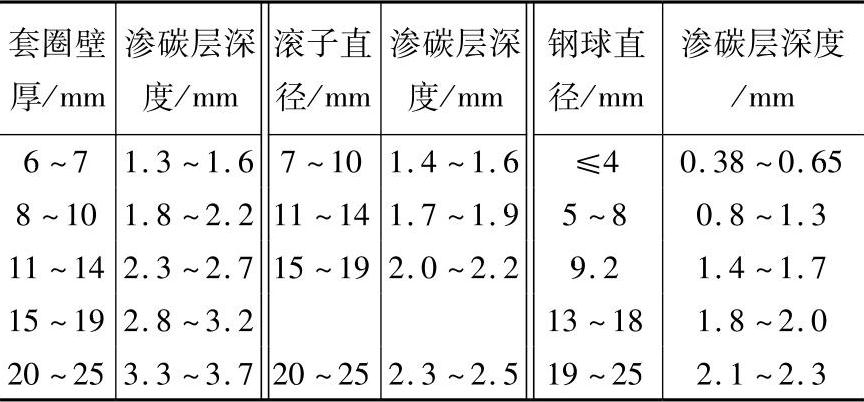
中小型渗碳轴承的表面碳的质量分数为0.8%~1.0%,过渡层碳浓度梯度要平缓。淬火后的表面硬度为62~66HRC,回火后为60~64HRC;心部硬度一般>25HRC。表面不允许有软点和硬度不均匀现象。渗层显微组织为隐晶或细针状马氏体和均匀分布的碳化物,以及少量残留奥氏体。不允许有粗大的碳化物网和明显可见的碳化物针。渗层深度要求与轴承零件尺寸的关系见表18-76。
表18-76 中小型轴承零件渗碳层深度要求与轴承零件尺寸的关系
2.特大型轴承零件的渗碳
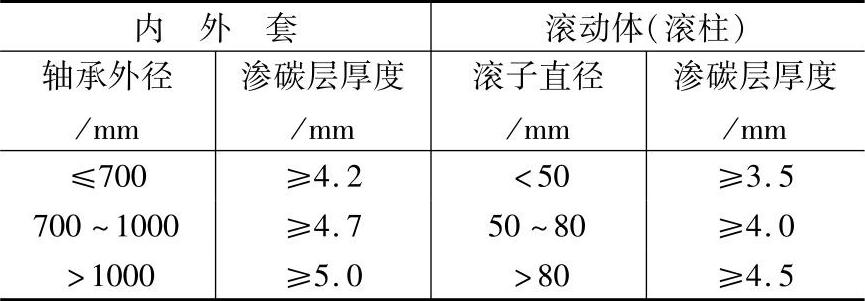
特大型轴承零件渗碳层深度要求见表18-77。
表18-77 特大型渗碳轴承零件渗碳层厚度的要求(https://www.xing528.com)
特大型渗碳轴承的预备热处理采用锻后低温退火,其工艺为680±10℃(20Cr2Ni4A)或650±10℃(20Cr2Mn2MoA),保温8~12h,炉冷。特大型轴承渗碳通常在大型井式渗碳炉内进行,典型的工艺曲线如图18-20所示。为了防止套圈畸变,二次淬火加热时,要保证套圈装架平整,并采用模压淬火。
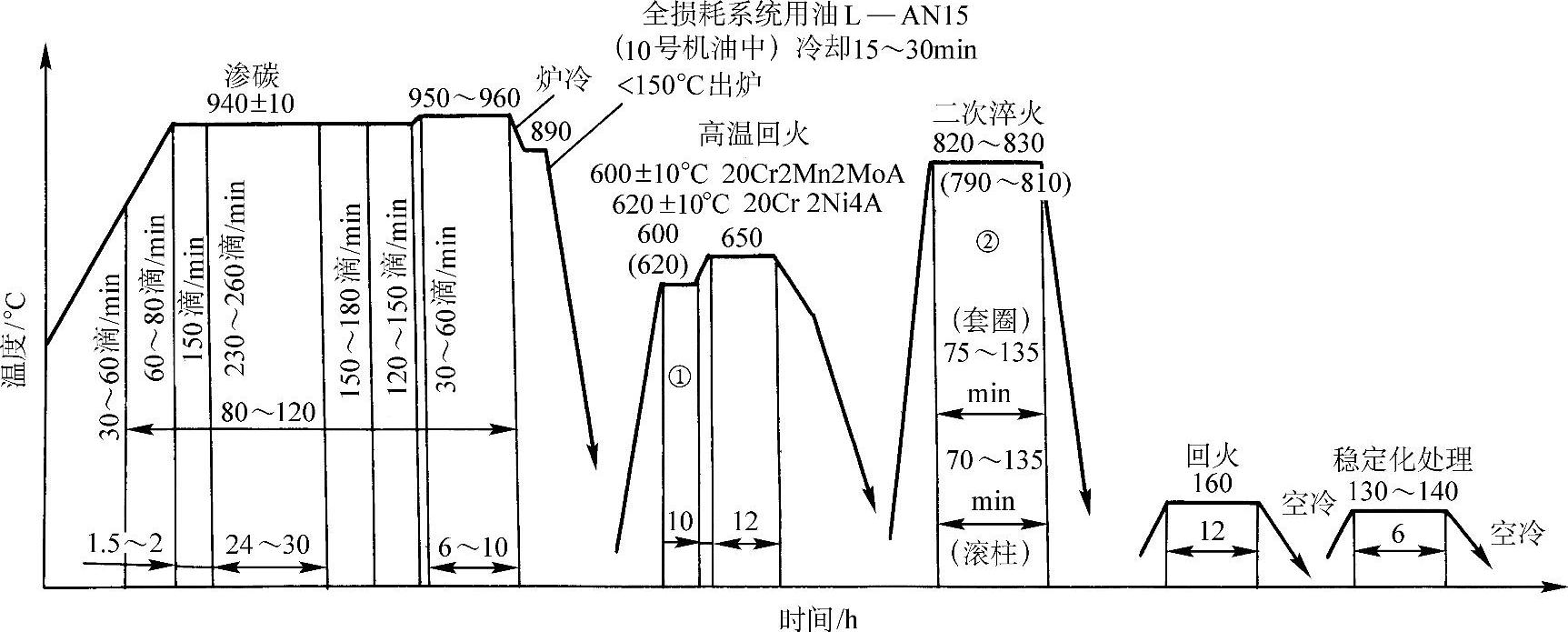
图18-20 特大型轴承渗碳、淬火、回火工艺(180kW井式渗碳炉)
①600±10℃,20Cr2Mn2MoA;620±10℃20Cr2Ni4A
②820~830℃,20Cr2Mn2MoA;790~810℃20CrNi4A
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。