



热处理是改善铁基粉末冶金零件使用性能,提高强度、硬度、耐磨性和耐蚀性的有效方法之一。在压制成形、烧结后可以进行淬火、回火,时效处理和化学热处理。表17-12为汽车粉末冶金零件的性能和常用热处理。铁基粉末冶金零件由于内部存在孔隙,在热处理时应注意以下几点:
1)熔盐渗入零件后很难清洗,孔隙内表面易被腐蚀,孔隙度超过10%的结构零件不应在盐浴炉内加热。
表17-12 汽车粉末冶金零件的性能和热处理举例
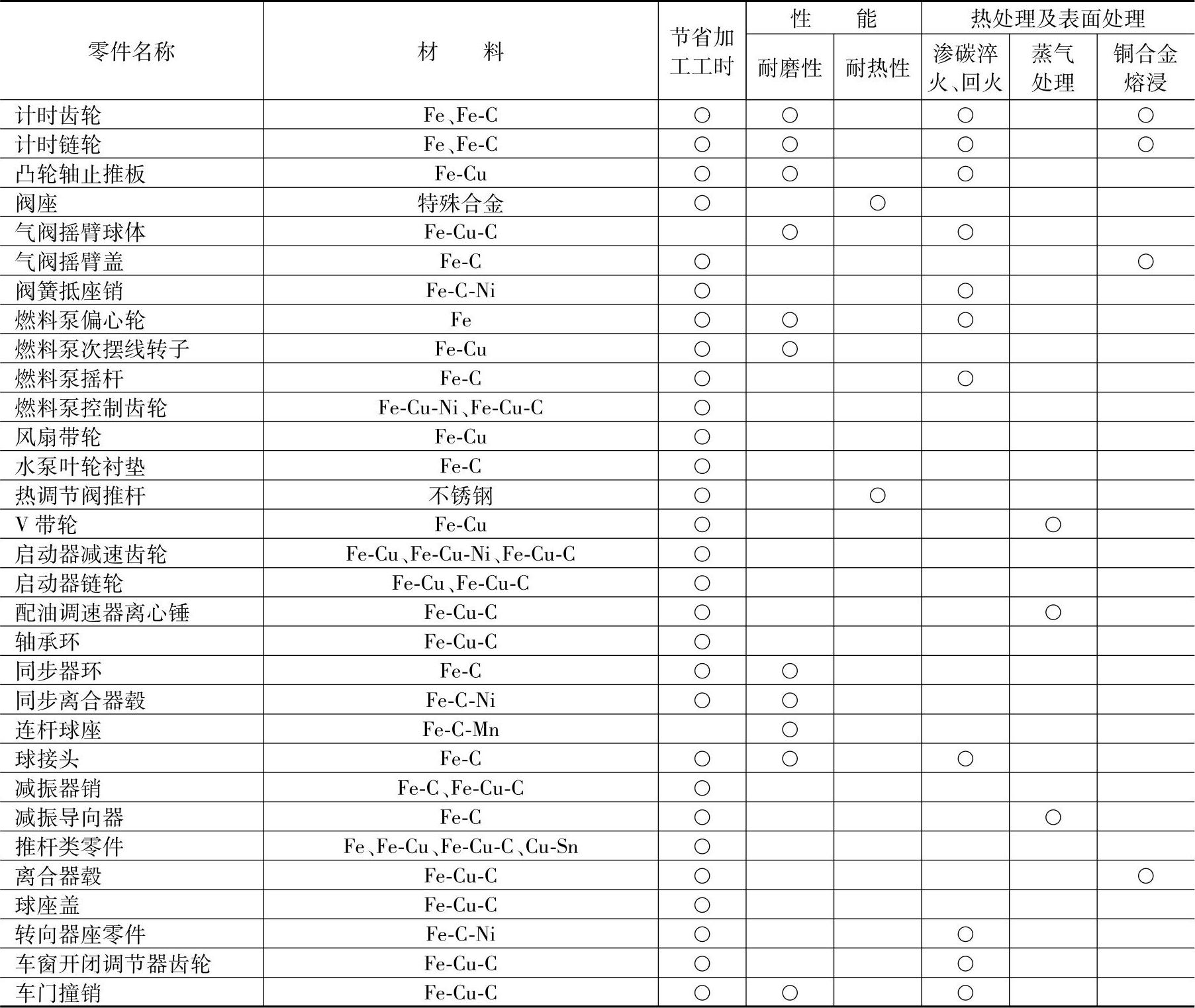
注:“○”指可以采用的工序及可能提高的性能。
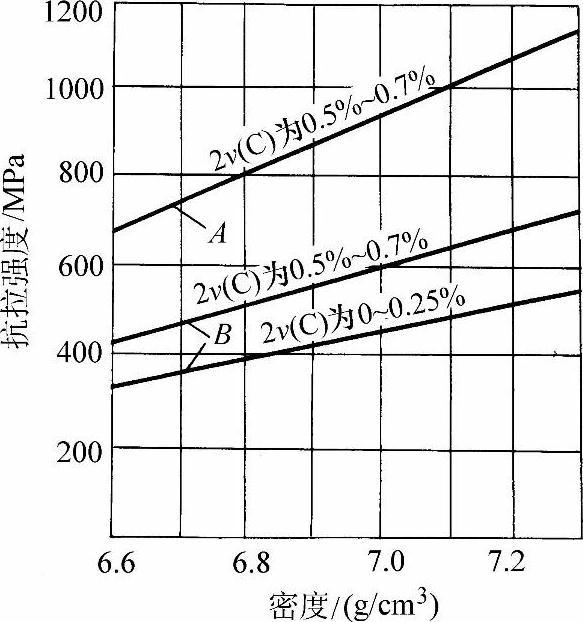
图17-1 热处理和粉末冶金件的密度对抗拉强度的影响
A—热处理后的铁基烧结件 B—未经热处理的铁基烧结件
2)零件孔隙在热处理过程中容易氧化和脱碳,一般应采用保护气氛或在固体填料保护下加热。
3)由于零件存在孔隙,使其导热性能降低,淬火加热温度应比普通钢件提高50℃,加热时间也应适当延长。
4)粉末冶金件应在油中淬火,不宜在盐水或碱水中淬火。
5)粉末冶金件中孔隙的存在可能促使出现淬火裂纹,如果零件密度分布不均匀,由于热应力和组织应力的作用,在冷却时易引起畸变。
1.铁基粉末冶金件的淬火、回火和时效处理
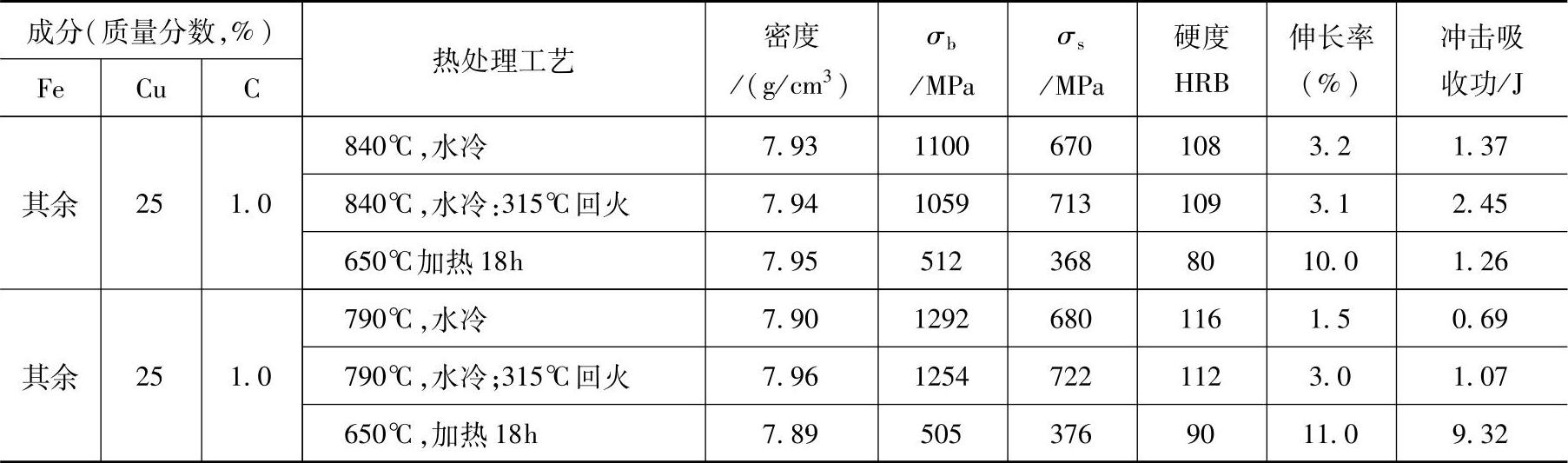
(1)淬火与回火处理 含碳量、密度对铁基粉末冶金件抗拉强度的影响如图17-1所示。回火温度对w(C)为0.8%铁基粉末冶金材料(密度6.0g/cm3)抗拉强度和硬度的影响如图17-2所示。回火温度超过100℃时,硬度很快下降。经300℃回火后抗拉强度具有最高值。通常,中碳和高碳的铁-碳、铁-碳-铜粉末冶金件可以热处理强化。淬火加热温度为790~900℃,油冷;在175~250℃下空气或油中回火0.5~1h。几种高碳粉末冶金材料经淬火、回火后的力学性能如表17-13所列。
铁基粉末冶金材料的淬透性也可以采用顶端淬火法确定。零件密度越高,水冷端的硬度越高,其硬化层也较厚,但比同一成分的锻钢淬透性低,其主要原因是密度低、导热性差。
(2)时效处理 某些铁基粉末冶金材料在热处理时有时效硬化现象。在高温烧结时,合金元素溶入铁中,随即快速冷却以抑制过剩相析出,然后在适当的温度下加热时效,使过饱和固溶体发生分解,并析出强化相,可使材料的强度和硬度提高。
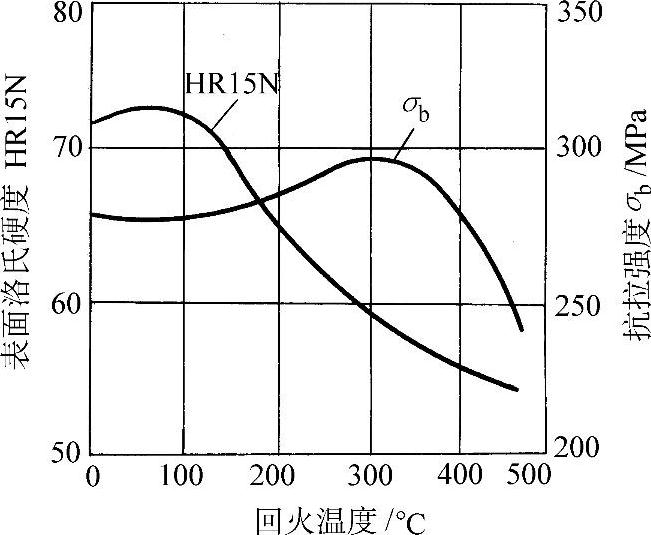
图17-2 铁系烧结材料回火温度与性能之间的关系
表17-13 几种高碳粉末冶金材料经淬火、回火后的力学性能
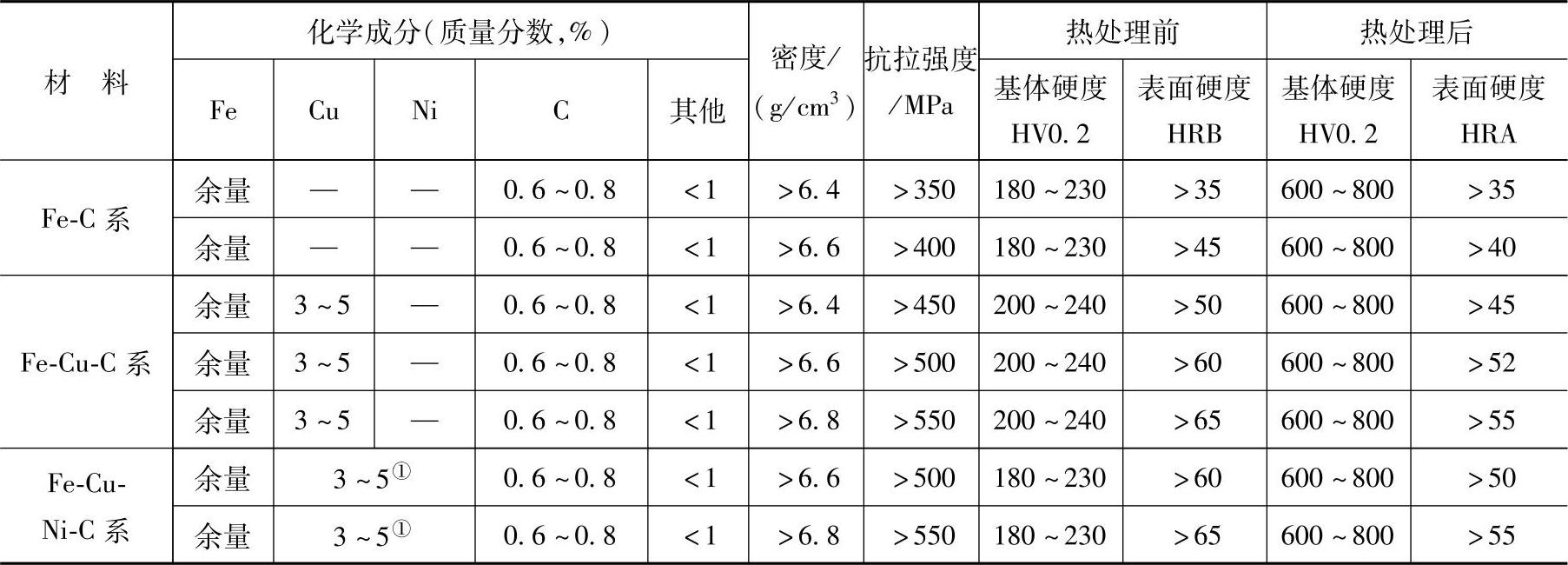
①为Cu、Ni金属粉末成分的总和。
根据Fe-Cu相图,铜在α-Fe中的溶解度随温度的降低而减小,在共析转变温度835℃时,铜在α-Fe中的最大溶解度为5%,如果将合金加热到900℃,然后迅速冷却,形成过饱和固溶体,在400~500℃时效硬化处理2~4h,可使铁铜粉末冶金材料的抗拉强度和硬度显著提高。铜含量对铁-铜粉末冶金材料时效硬化的影响如表17-14所示。铜溶液渗后的粉末冶金件的热处理效果见表17-15。
表17-14 铜含量对铁-铜系粉末材料时效硬化的影响
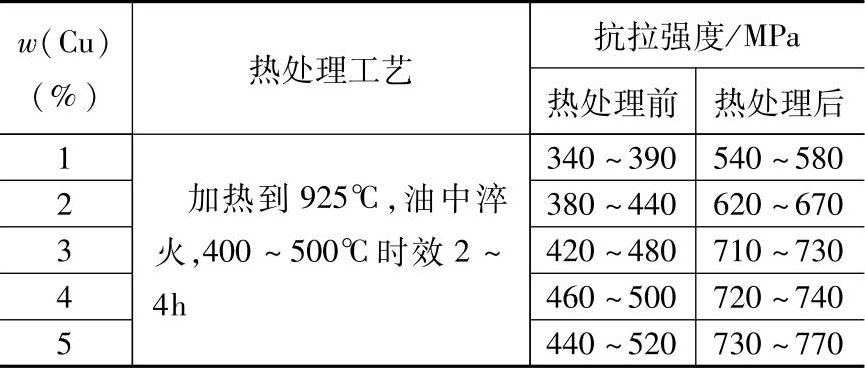
表17-15 铜溶液渗后的粉末冶金件的热处理效果

(续)
2.铁基粉末冶金件的化学热处理
(1)渗碳和碳氮共渗 低碳铁基粉末冶金件可通过渗碳淬火或碳氮共渗淬火进行表面强化,以提高硬度和耐磨性。
粉末冶金件的密度对渗层质量有很大影响,铁基粉末冶金件密度对渗碳淬火后的表面硬度影响如图17-3所示。由图可知,在渗碳时间较长的情况下,密度越大,渗碳层硬度越高;当渗碳时间不够长时(例如0.5h),硬度和密度关系曲线上有一最小值。渗碳时间增加,其最小值消失。为了保证渗层的表面硬度,必须采用足够的渗碳时间。铁基粉末冶金件密度对渗层在淬火后硬度分布特性的影响如图17-4所示。粉末冶金件密度越低,其硬化层越厚,硬度分布越平缓;密度越大,其硬化层越薄,硬度分布越陡,接近于碳钢碳氮共渗后的硬度分布特性。
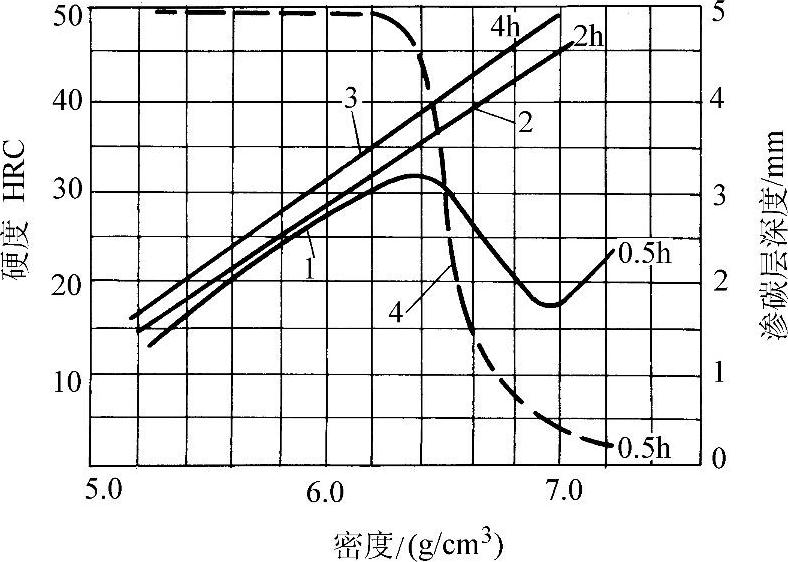
图17-3 材料密度对渗碳淬火后硬度的影响
1、2、3—硬度 4—渗碳层深度
注:试样尺寸10mm×20mm×25mm。
铁基粉末冶金件密度对其渗层深度的影响如图17-5所示。当试样密度低于6.5g/cm3时,经0.5h渗碳即可使试样渗透。当密度大于6.4g/cm3时,0.5h渗碳刚能形成渗碳层,其渗层将随渗碳时间的延长而增厚。铁基粉末冶金件密度对其渗碳淬火后的有效淬硬层深度影响如图17-6所示。密度越大,有效淬硬层越薄。
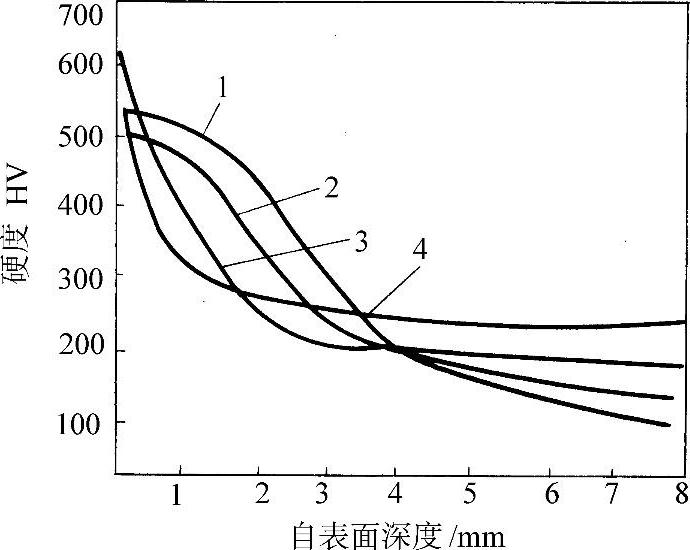
图17-4 粉末冶金件密度与碳氮共渗层硬度分布特性的关系
1—6.0g/cm3 2—6.4g/cm3 3—6.8g/cm3 4—T8A钢
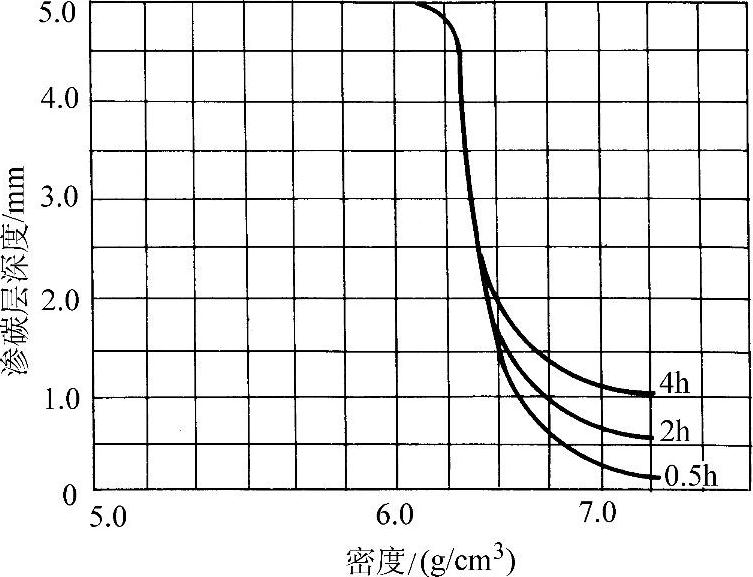
图17-5 材料密度和渗碳时间对渗碳层深度的影响[910℃在0.18μm(100目)碳粉中渗碳]
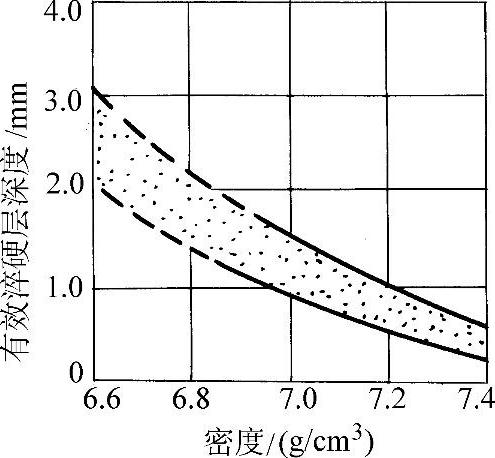
图17-6 渗碳淬火后的有效淬硬层深度与材料密度的关系(900℃渗碳1.5~2h,850℃淬火,200℃回火)
在密度不变的情况下,合金元素铜、镍和硫也能增加渗碳层表面硬度和淬硬层深度。铜、镍对铁基粉末冶金材料渗碳淬火后硬度分布的影响如图17-7所示。
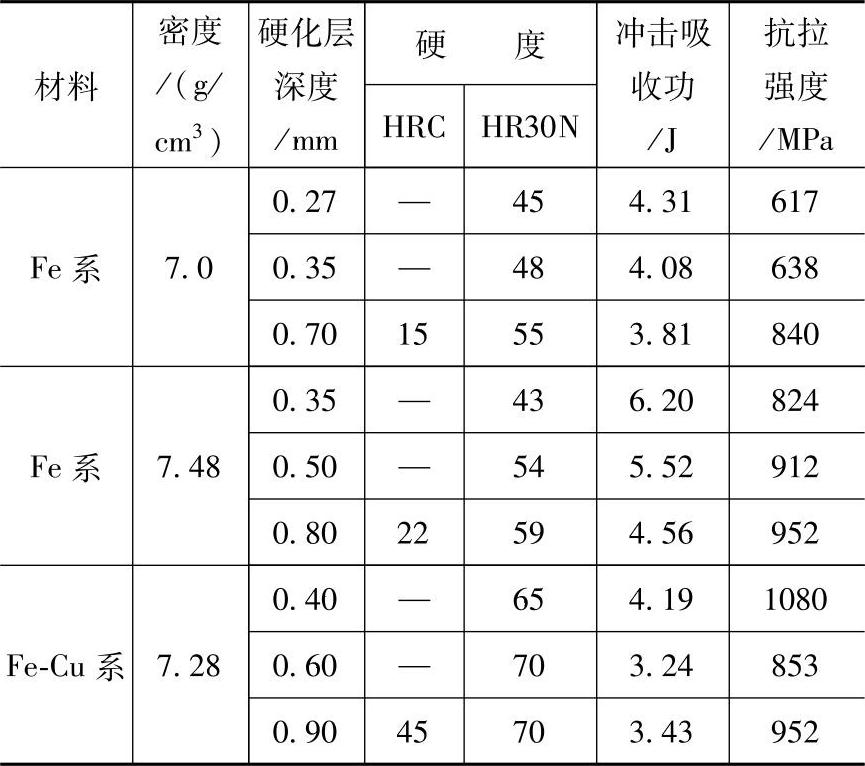
各种低碳粉末冶金件渗碳淬火后的硬度列于表17-16,铁、铁-铜系粉末冶金件渗碳淬火后的典型力学性能列于表17-17。
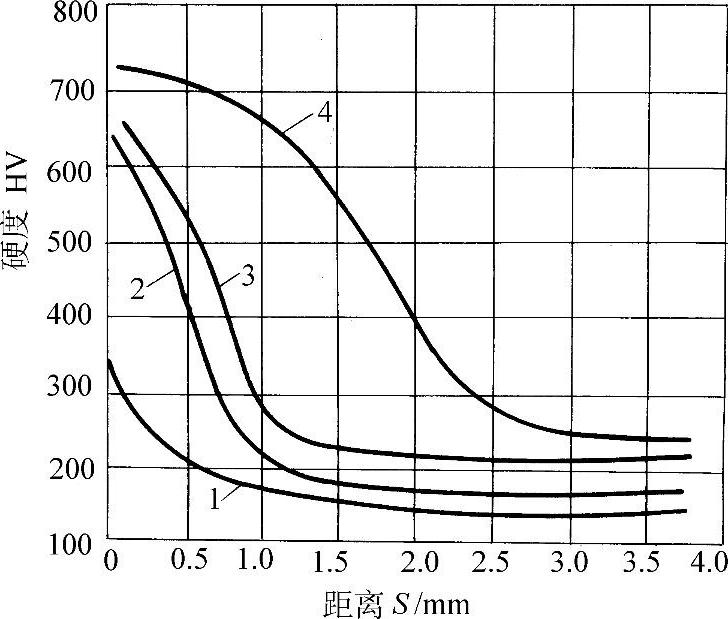
图17-7 渗碳层淬硬性与铜、镍的影响(烧结密度6.7×103kg/m3,气体渗碳850℃,2h)(https://www.xing528.com)
1—Fe+0.5%C 2—Fe+2.5%Cu+0.5%C 3—Fe+2.5%Cu+1%Ni+0.5%C 4—Fe+2.5%Cu+2.5%Ni+0.5%C
注:元素成分前数值为质量分数。
表17-16 各种低碳粉末冶金件渗碳淬火后的硬度
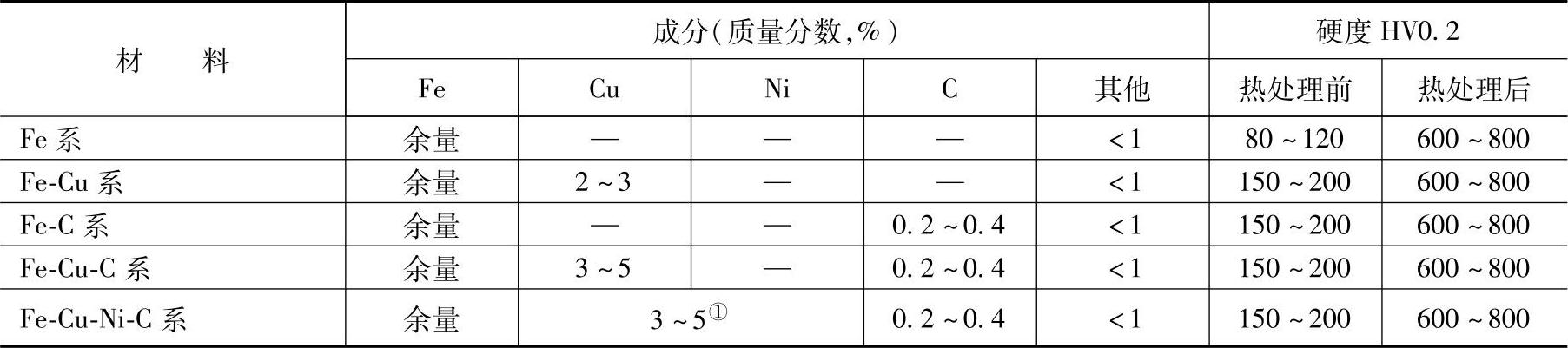
①为Cu、Ni金属粉末成分的总和。
表17-17 铁、铁—铜系粉末冶金件渗碳淬火后的典型力学性能
(2)气体渗氮和气体氮碳共渗 为了在畸变较小的前提下提高铁基粉末冶金件的表面硬度和耐磨性,特别是提高其耐蚀性,可采用气体渗氮和气体氮碳共渗。
铁基粉末冶金件的气体渗氮与钢铁制品相同,在分解氨中进行。图17-8为Fe-1.5%Cu-0.5%C(质量分数)烧结材料在500℃渗氮1h的硬度分布曲线。由图可见,铁基粉末冶金材料可在较短的渗氮时间内得到较理想的硬度和硬度分布。
气体氮碳共渗温度为(570±10)℃,采用工业酒精(或甲醇)和氨气或三乙醇氨作渗剂,共渗时间为1.5~2.5h,出炉油冷。金相组织和低碳钢气体氮碳共渗后相似。
(3)蒸汽处理(氧化处理)蒸汽处理是将粉末冶金件放在过热和过饱和蒸汽中加热氧化,其表面形成一层均匀、致密、有铁磁性、厚度为3~4μm的蓝色四氧化三铁薄膜。它具有良好的耐蚀性;能吸油,降低摩擦因数,改善摩擦特性;对粉末冶金件的封孔效果显著。采用蒸汽处理的零件有:汽车减振器活塞、缝纫机拨叉、齿轮、计算机齿轮等。
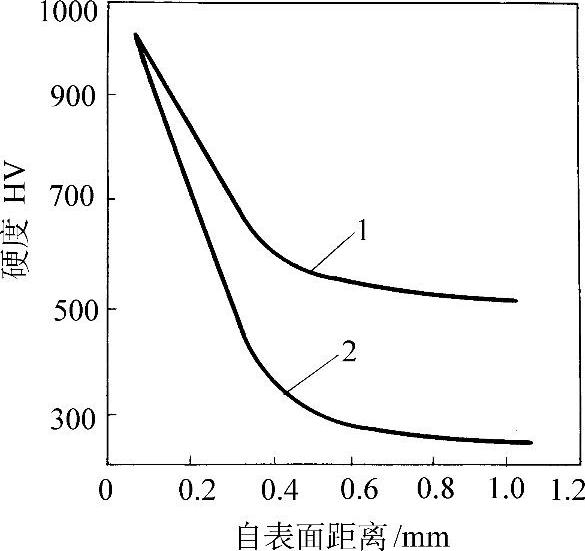
图17-8 烧结Fe-Cu-C材料渗氮层硬度分布曲线
1—7.1g/cm3,500℃,1h 2—7.3g/cm3,500℃,1h
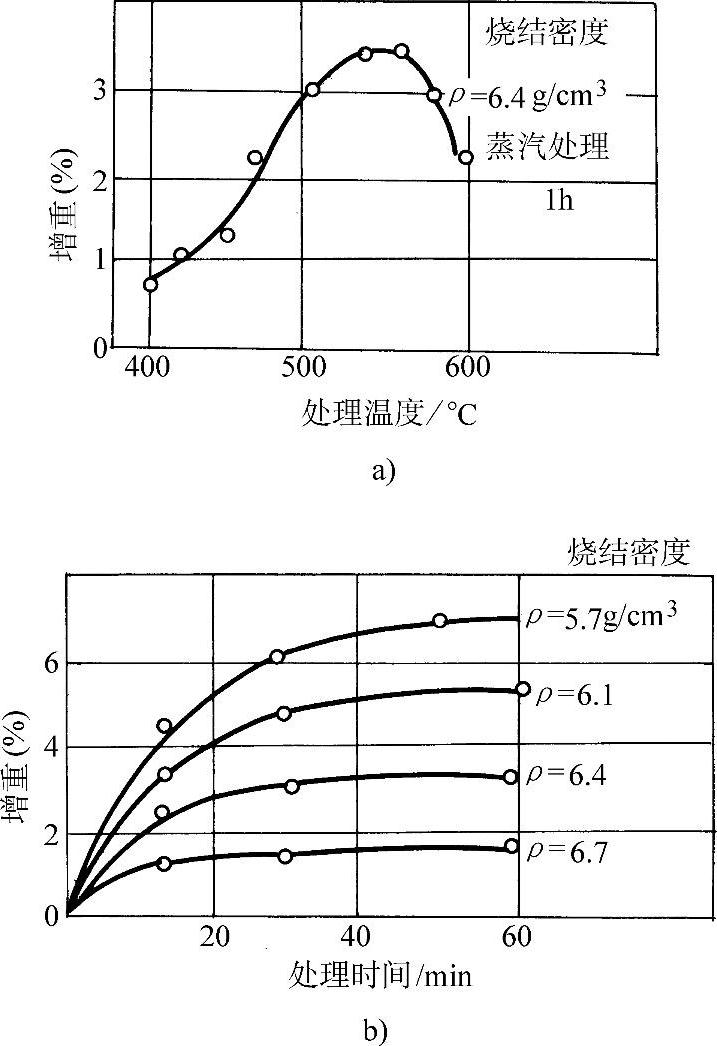
图17-9 蒸汽处理温度和时间对氧化膜生长的影响
a)处理温度的影响 b)处理时间的影响
蒸汽处理的主要工艺参数包括:温度、时间、蒸汽流量和压力。蒸汽处理的温度和时间对粉末烧结件形成氧化膜的影响如图17-9所示。一般处理温度为540~560℃,处理时间为40~60min。加热温度低,时间短,氧化膜薄,颜色淡,耐蚀性能差;加热温度过高,时间过长,氧化膜容易剥落经适宜的蒸汽处理后可形成3~4μm厚的四氧化三铁薄膜,不仅能使粉末烧结零件表面发蓝,而且能使开口孔隙发蓝。
蒸汽流量和压力也是影响氧化膜质量的重要参数,在不影响炉温温度的前提下,蒸汽气流和炉膛压力应尽量提高,以促进四氧化三铁的形成和保证炉膛内的水蒸气呈饱和状态。蒸汽处理对铁基粉末冶金件力学性能的影响如图17-10所示。
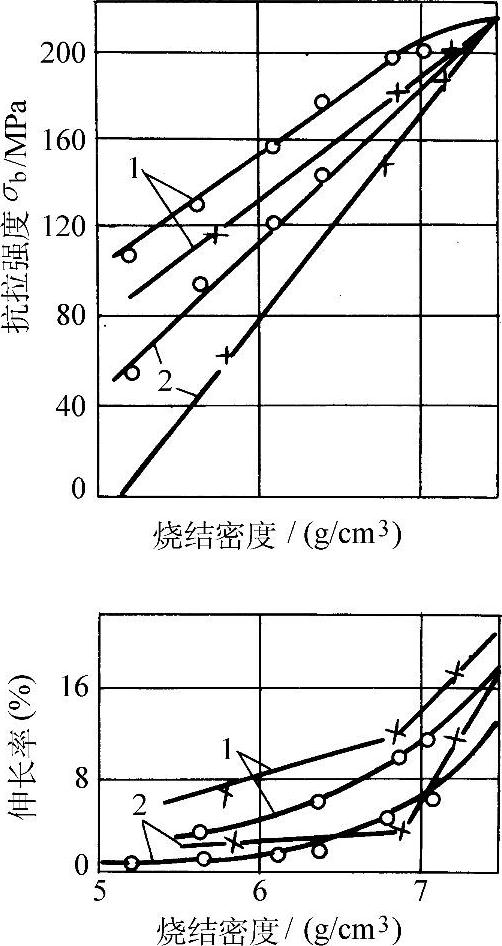
图17-10 蒸汽处理对粉末冶金件力学性能的影响
1—烧结体 2—经蒸汽处理 ○—还原铁粉 ×—电解铁粉
注:550℃,1h,蒸汽压力为0.1MPa。
(4)渗硫处理 为了提高铁基粉末冶金件表面硬度和耐磨性,改善其加工性能和运转状态下的润滑条件,防止咬合现象,可采用渗硫处理。
铁基粉末冶金零件可采用气体、液体和固体渗硫法及低温电解渗硫。也可将烧结粉末零件置于熔融的硫中施行熔浸。浸硫处理的工艺过程如下:
1)将固态硫磺放在加热炉中加热,温度控制在130℃左右,此时硫磺的流动性最好。温度过高则硫磺液变稠不利浸渍,要严格控制硫磺液温度,以利浸硫效果。
2)将制品装入铁丝筐内,一起放入液体硫中。如果首先将零件预热到100~150℃时,浸渍时间仅需3~4min。不进行预热的制品浸渍时间为25min。当然还应根据制品的密度、壁厚及所要求的含硫量来决定浸渍时间。例如,对密度为6~6.2g/cm3的制品,浸渍时间为25min,浸渍后w(S)为3%~4%。
3)浸完后将制品取出,放入预先加热到130~150℃的L-AN22型全损耗系统用油中,停留30s后,将制品上下搅动一下,制品表面硫磺液即可被冲刷去除,然后将制品放在筛网上空冷。为了保证浸油的使用效果和清洁,需要定期地把油中的硫分离出来。
(5)渗锌处理 为了提高铁基粉末冶金零件的耐锈蚀能力,可采用渗锌处理。渗锌工艺为:将工业锌粉80%(质量分数)和三氧化二铝粉20%(质量分数)与粉末冶金件同时密封于渗锌箱内,为防止锌粉氧化必须严密封箱,在(400±10)℃下保温2~3h。粉末冶金件经渗锌处理后,渗层无脆性、无剥落现象,表面呈银白色,厚度为0.03~0.05mm。与电镀锌相比,渗锌工艺简单,而且防锈质量比电镀锌好。
(6)渗铬处理 为了提高铁基粉末冶金件的抗氧化性和耐蚀性,特别是提高其表面硬度和耐磨性,可采用固体渗铬处理。渗铬剂的组成(质量分数)为:铬铁粉(铬含量60%以上,280μm)60%;三氧化二铝(280μm)37%;氯化铵(三级试剂)3%。将渗铬剂与粉末冶金件共同装箱密封后升温至1050~1100℃,保温5~8h,炉冷到500℃以下出炉,空冷到200℃以下开箱。
(7)渗硼处理 为了提高铁基粉末件的表面硬度和耐磨性,还可采用渗硼。渗硼主要采用B4C+KBF4+SiC固体渗剂。含1%(质量分数)C的铁基粉末冶金零件渗硼后再经淬火,表面硬度可达1500HV。为了改善渗硼层脆性,可采用硼硞共渗。铁基粉末冶金件在高温化学热处理时极易过热,使材料晶粒长大,性能降低,必须加以注意。
3.铁基粉末冶金件热处理后的检验
铁基粉末冶金件热处理前后的质量控制主要是测量硬度。粉末冶金材料是由固体材料和孔隙组成的复合体,通常将用布氏、洛氏和维氏硬度试验机测得的烧结粉末冶金材料硬度值称为表观硬度,以区别于致密材料的硬度值。
(1)表观硬度的测定 先用50N(5kgf)载荷测量试样的维氏硬度(HV5)确定属于哪种硬度等级,然后根据其等级按表17-18选定硬度试验类型及条件。洛氏硬度试验条件如表17-19所列。
表17-18 试验类型和条件的选择

表17-19 洛氏硬度试验条件
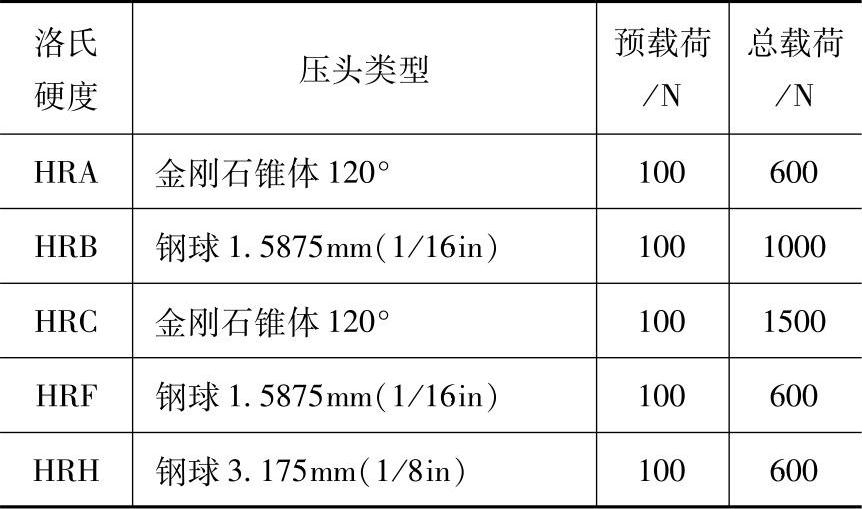
经化学热处理后,在截面上距表面层5mm深度以内的硬度不均匀,表观硬度应采用维氏硬度(HV5)或洛氏硬度(HR15N)测量。如有效渗层很浅,可采用HV1。表观硬度很高时,可采用HR30N。
(2)化学热处理渗层的测定 铁基粉末冶金件在渗碳或碳氮共渗淬火后,可用显微硬度试验法测定其渗层深度。
测量渗层深度的显微硬度压痕位置如图17-11所示。在每一深度d1、d2、d3等位置上至少打出三个压痕,过低和过高的硬度值都舍去。从表面向内部测量,在d1、d2、d3等处按0.05mm、0.1mm、0.2mm、0.3mm、0.4mm、0.5mm、0.75mm、1.0mm、1.5mm、2.0mm、3.0mm距离测量硬度,相邻两压痕间的距离S不应小于压痕对角线长度的2.5倍,压痕分布在垂直于表面、宽度W为1.5mm的区域内。
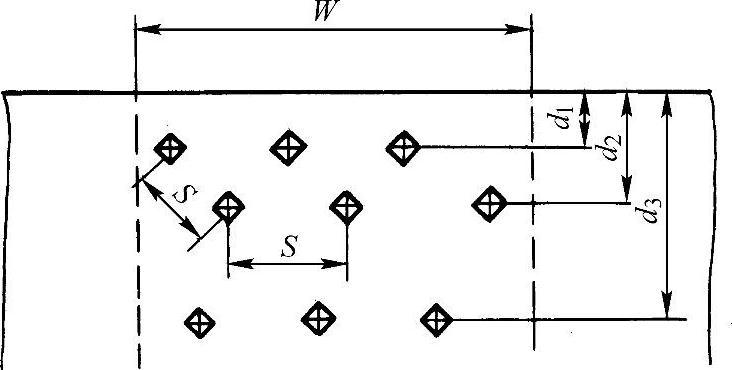
图17-11 硬度压痕位置
算出渗层每一深度上各点硬度的算术平均值,画出“硬度-表面距离”曲线(见图17-12),对应规定的硬度值HG点作水平线,它与硬度变化曲线交点的横坐标,即为有效渗层深度DC。
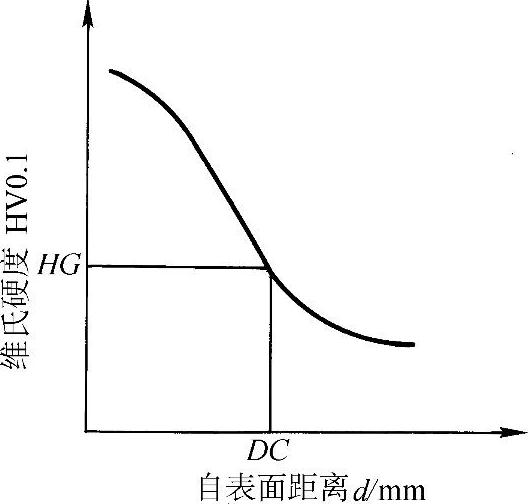
图17-12 测定有效表面层深度的方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。