



【摘要】:图15-27 球墨铸铁高温石墨化退火工艺规范高温石墨化退火加热温度为Ac1上限+30~50℃,一般为900~960℃。图15-29 球墨铸铁低温石墨化退火工艺规范退火温度选在Ar1下限与Ac1下限之间,一般为720~760℃,保温时间一般按2~8h。表15-18球墨铸铁石墨化退火工艺应用实例(续)(续)
1.高温石墨化退火
当球墨铸铁态组织中自由渗碳体≥1%(体积分数)时,为了改善切削加工性能,提高塑性和韧性,必须进行高温石墨化退火,其工艺曲线示于图15-27。
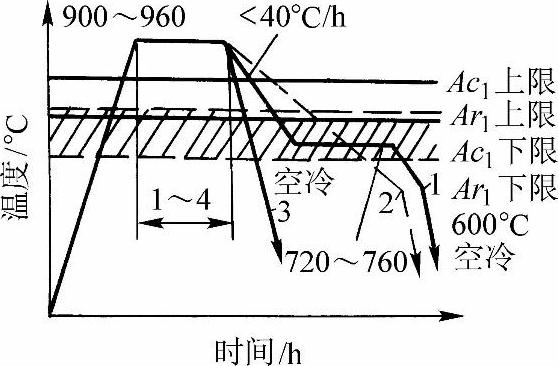
图15-27 球墨铸铁高温石墨化退火工艺规范
高温石墨化退火加热温度为Ac1上限+30~50℃,一般为900~960℃。如果自由渗碳体量占5%体积分数以上,特别是有碳化物形成元素存在时,应选择较高温度(950~960℃)。当铸件中存在较多量的复合磷共晶时,则加热温度高达1000~1020℃。退火温度和保温时间对自由渗碳体分解的影响示于图15-28。
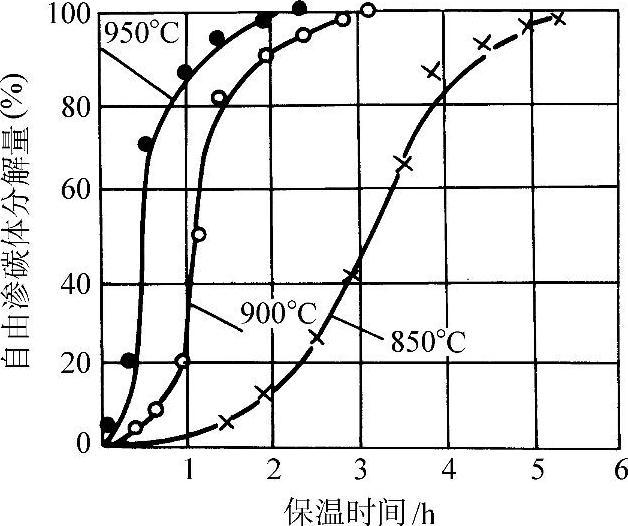
图15-28退火温度和保温时间对球墨铸铁 [w(C)3.2%、w(Si)2.5%、w(Mn)0.7%]中自由渗碳体量的影响(原始组织为珠光体+牛眼状铁素体+莱氏体+球状石墨)
高温石墨化后的冷却根据所要求的基体组织而定,采用图15-27中1、2的冷却方式可获得铁素体基体;保温后直接空冷(方式3),可获得珠光体基体。
2.低温石墨化退火
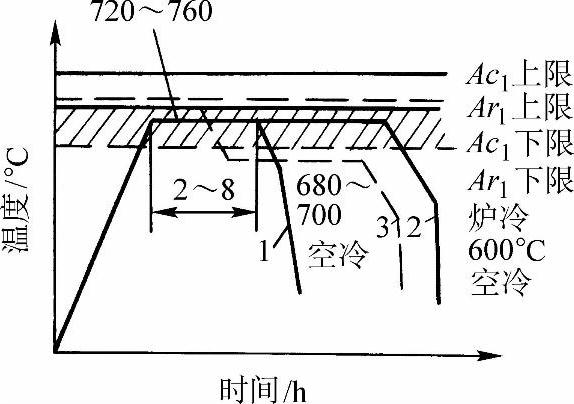
当铸态组织中自由渗碳体<3%(体积分数)时,可进行低温石墨化退火,使共析渗碳体石墨化与粒化,改善韧性,其工艺规范示于图15-29。
 (https://www.xing528.com)
(https://www.xing528.com)
图15-29 球墨铸铁低温石墨化退火工艺规范
退火温度选在Ar1下限与Ac1下限之间,一般为720~760℃,保温时间一般按2~8h。
3.应用实例
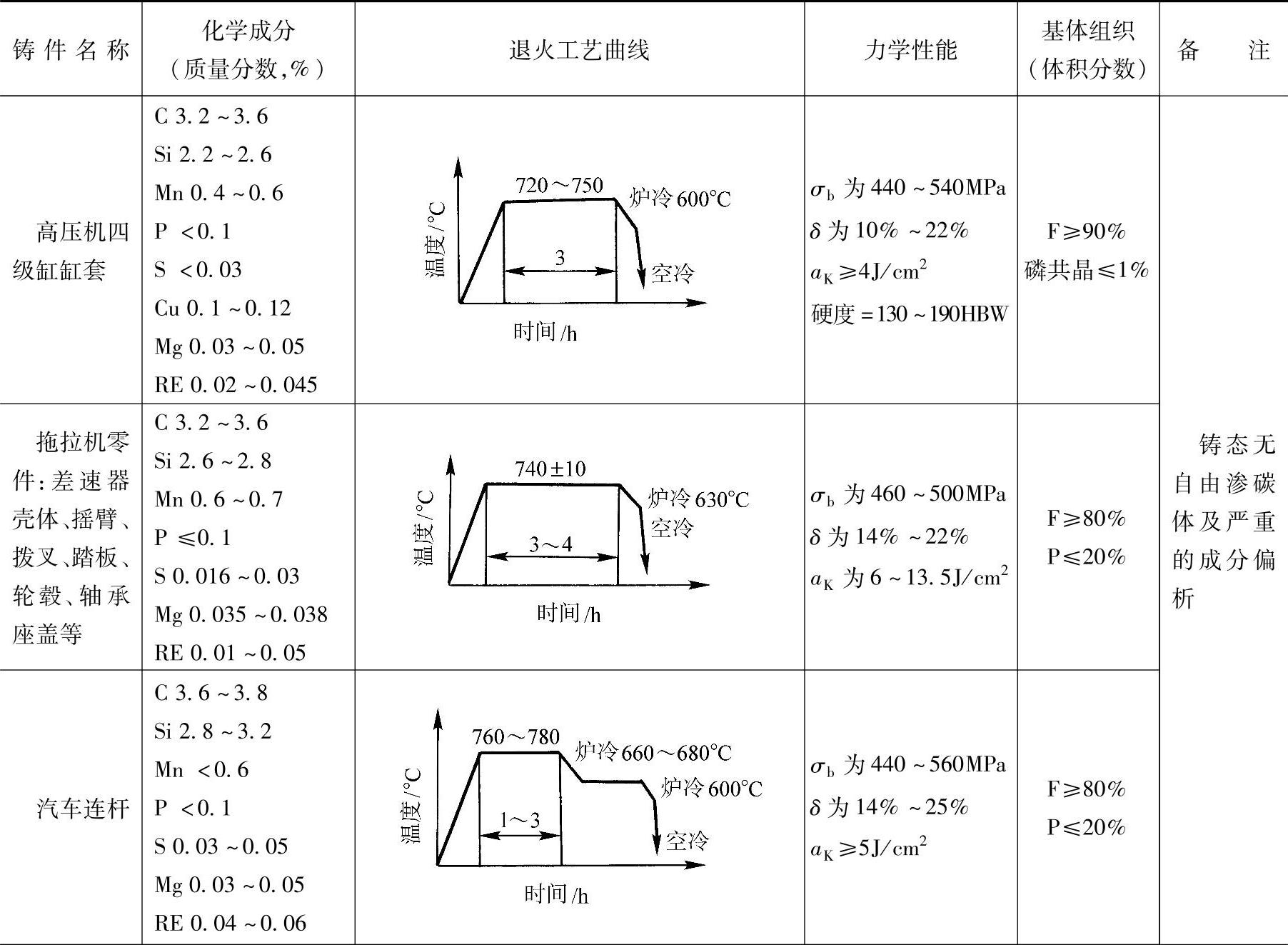
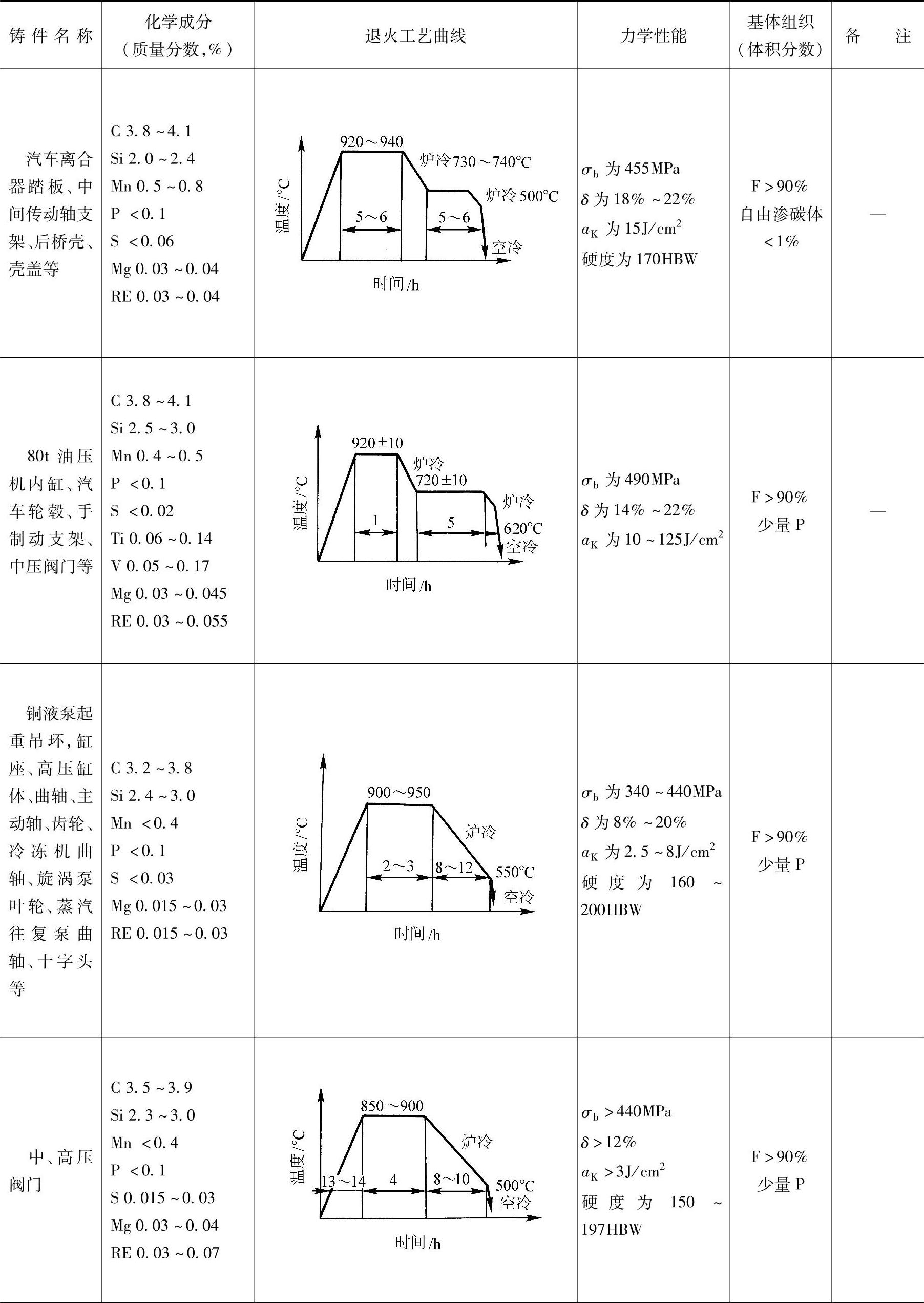
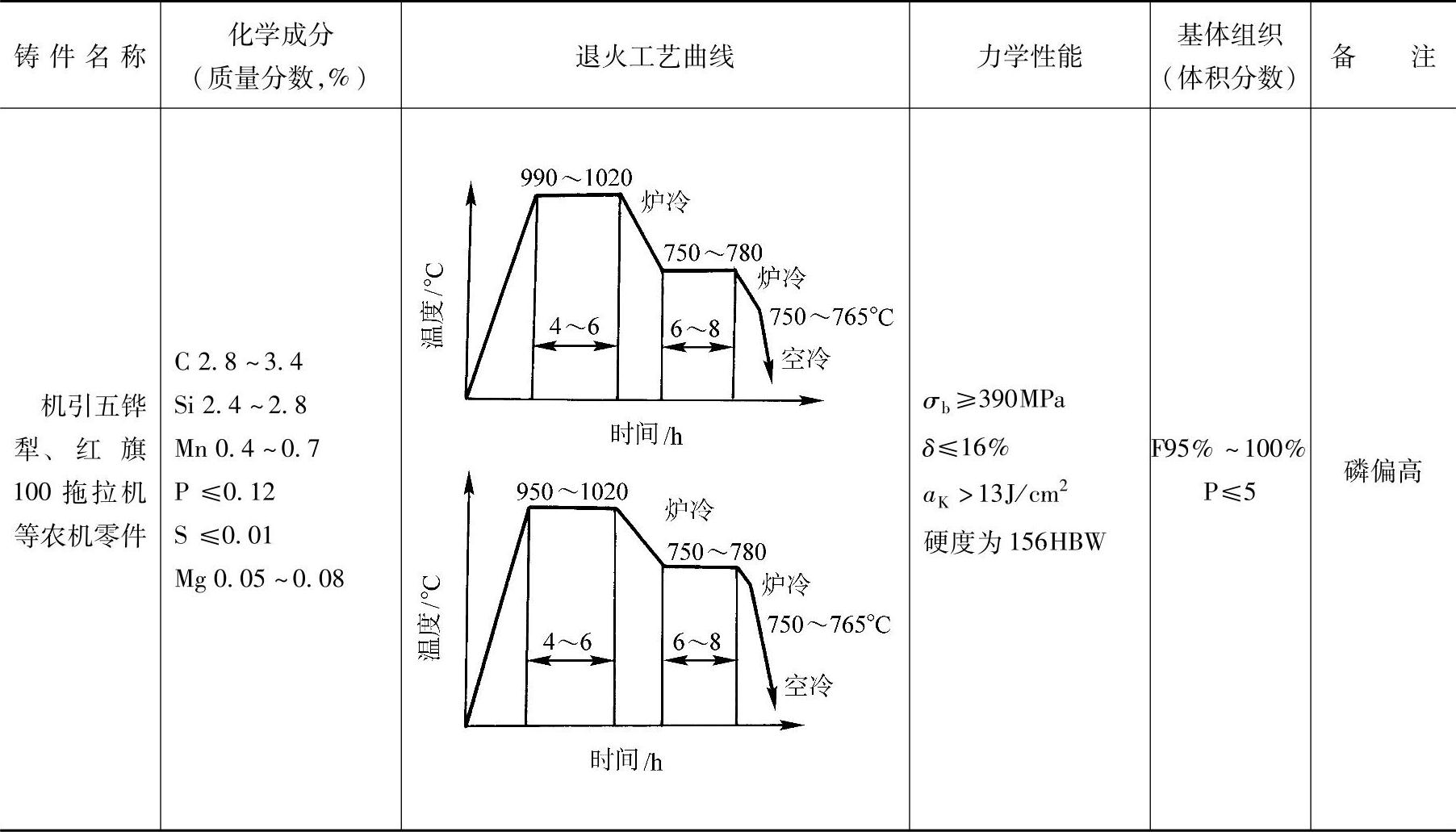
球墨铸铁石墨化退火工艺应用实例列于表15-18。
表15-18球墨铸铁石墨化退火工艺(高温与低温)应用实例
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。