



1.真空退火
真空退火广泛用于钛、锆等金属。特别是钛在一般介质中加热很易形成化合物,且由于氢的溶入和化合极易变脆,和氮反应也会造成有害影响。采取真空加热可避免这些缺陷,但在冷却时要用氩、氦等惰性气体保护。
制造电磁铁心用的Si的质量分数为2.5%的钢在真空中退火,可使阻碍晶粒长大的杂质从边界析出,粗晶粒硅钢可提高导磁率。
铜丝拔制时的中间退火在真空中进行时,铜丝上的润滑剂易挥发,在下一道拔丝中可得到光亮表面,使在可控气氛中退火存在的问题得以解决。而且仅在130Pa真空度下就可以达到要求,使用机械式真空泵即可实现。
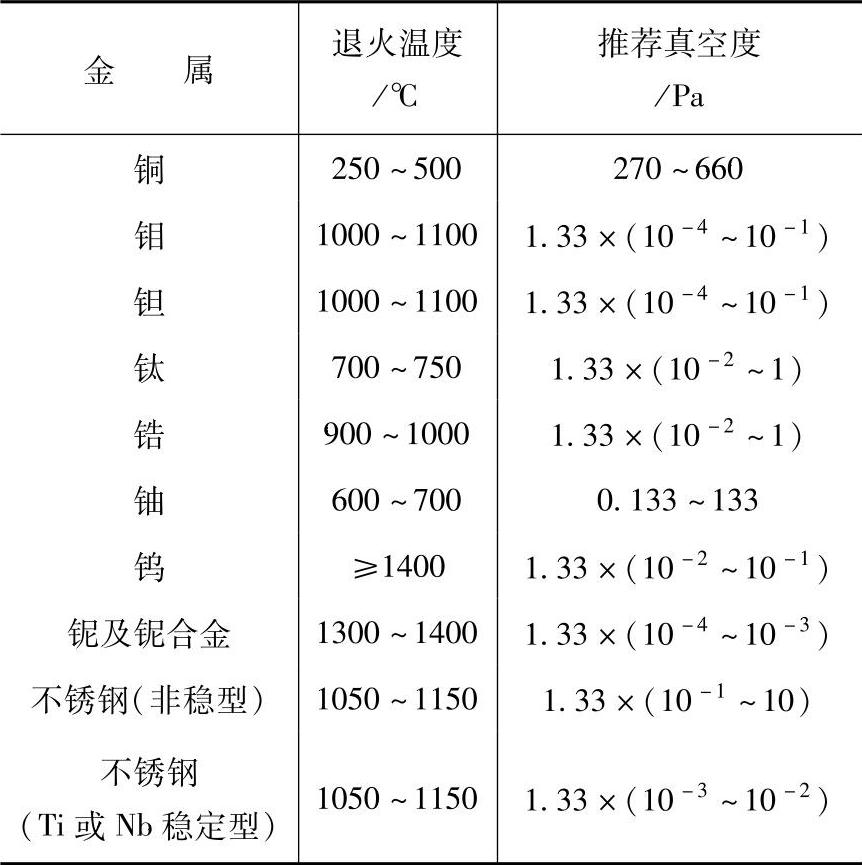
各种特殊材料的退火温度和真空度列于表10-10。
表10-10 各种材料的退火温度和推荐真空度
2.真空淬火
图10-20所列为Cr12MoV钢(SKD11)试样在真空中加热、保温和淬火的工艺曲线。
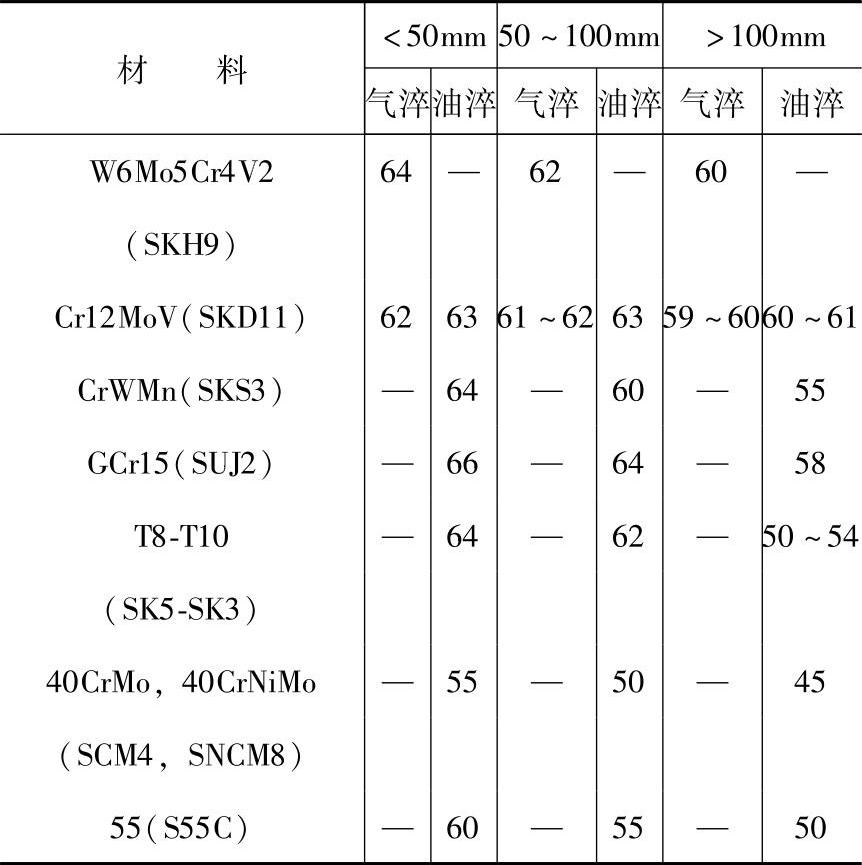
Cr12MoV钢小模具在真空中加热后,于气体中冷却即可达相当高的硬度,壁厚在100mm以上的模具,气冷淬火后的硬度在60HRC以下。φ168mm的模具在油中淬火时,可达到60HRC以上。φ200mm×150mm的55CrNiMo钢热锻模,在真空中加热到880℃的奥氏体化温度后,于真空炉的冷却室静置2~3min,再行淬油硬度可达到58HRC。CrWMn、GCr15、T10、55等不能采用气冷淬火的材料,真空加热淬油都可达到较高硬度,而且硬度波动小。表10-11所列为各种材料真空加热淬火后的硬度值。
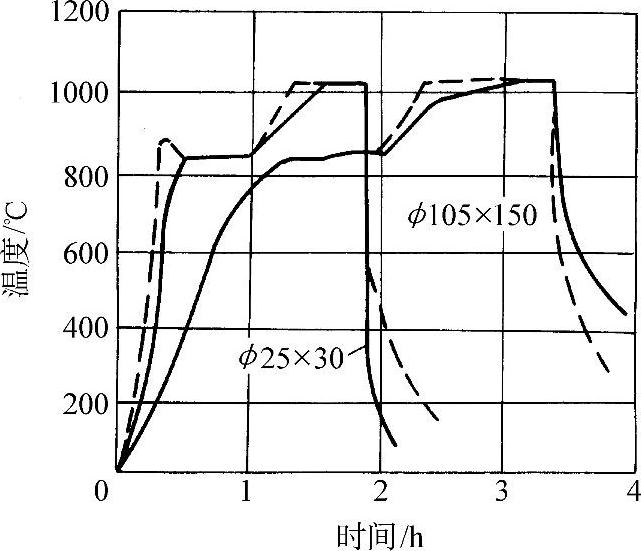
图10-20 Cr12MoV钢真空加热淬火曲线 加热控制温度 ——φ25×30(mm)和 φ105×150(mm)棒的心部加热曲线
加热控制温度 ——φ25×30(mm)和 φ105×150(mm)棒的心部加热曲线
表10-11 各种材料真空加热淬火后的硬度(HRC)
φ20mm×100mm的90Cr18MoV马氏体钢棒一次装炉量120kg,在真空中加热淬油后,无论上下都可得到58~59HRC的硬度。真空加热气淬时,冷速大的端部可获得58~59HRC,而中间部分只有50~54HRC。
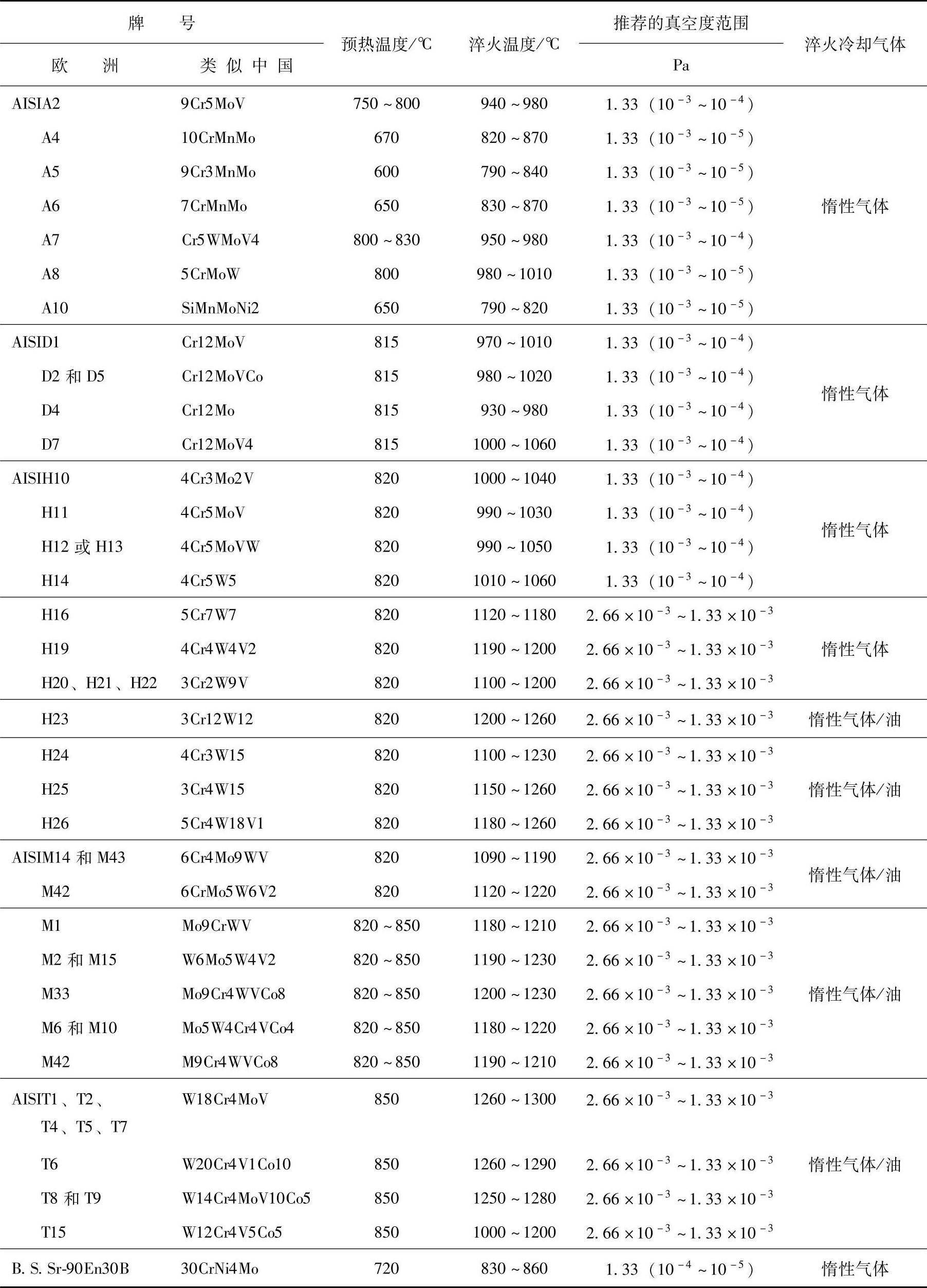
表10-12所列为几种钢的真空淬火和预热温度、推荐真空度以及淬火冷却方式。
表10-12 各种钢材的真空热处理温度、压力和冷却气体
 (https://www.xing528.com)
(https://www.xing528.com)
3.真空渗碳
根据Harris的推导,渗层深度δ和温度T(K)、时间t有如下关系:
由于在真空中易实现高温渗碳,因而可显著缩短生产周期。在1040℃的渗碳速度比930℃快一倍。在一般气氛炉中施行高温渗碳有很多困难,主要问题是发热体和耐热构件易损坏,使用寿命极低。而且在气氛炉中渗碳淬火时,还会使钢件的渗层产生非马氏体组织,力学性能显著降低。真空渗碳件的表层碳浓度梯度比较理想,质量均匀,表面光亮。真空渗碳的气体消耗量小,排出的废气也少,基本上没有环境污染,也可显著改善劳动条件,渗碳时靠调节通入炉内的渗歇气体(通常用甲烷或丙烷)量和渗碳时间,很易实现碳浓度和有效渗层的控制。
炉膛内容易积炭和由此导致的电导体接头绝缘性能的破坏,在一段时间内是阻碍真空渗碳推广的主要原因。目前采取的渗碳气体加氮稀释、低压小供气量方式以及可烧碳黑式炉膛等措施可明显减少和消除碳黑。
真空渗碳可采取恒压供气方式,炉压可在4000~40000Pa内选择。当工件形状复杂,外表面和内孔都需要渗碳时,可采取脉冲供气方式。图10-21所示为脉冲渗碳的工艺曲线。
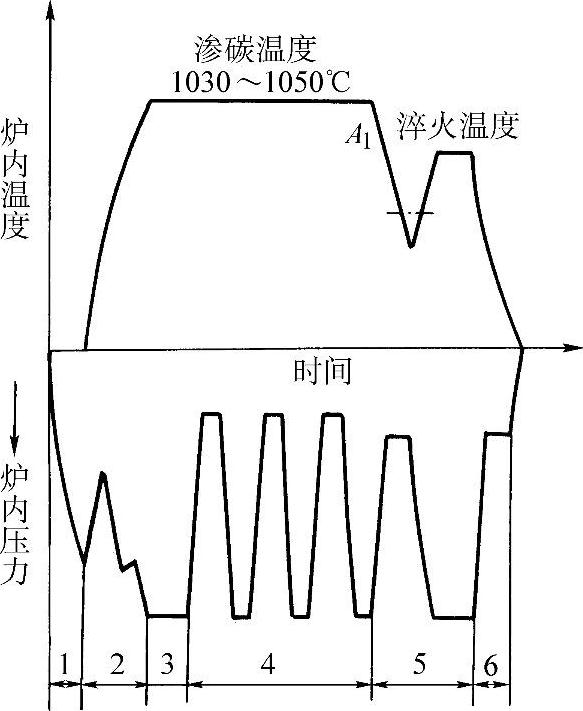
图10-21 真空渗碳的工艺曲线与 渗碳气体的通入方式
1—抽真空 2—升温脱气 3—均热 4—渗碳扩散 5—细化晶粒 6—淬火
在高温下长时间渗碳,钢的晶粒容易长大,渗碳周期完成后,一般渗碳钢件需在惰性气体保护下冷却至相变点A1以下,然后再重新加热淬火,即通过重结晶使晶粒细化。
4.真空钎焊及烧结
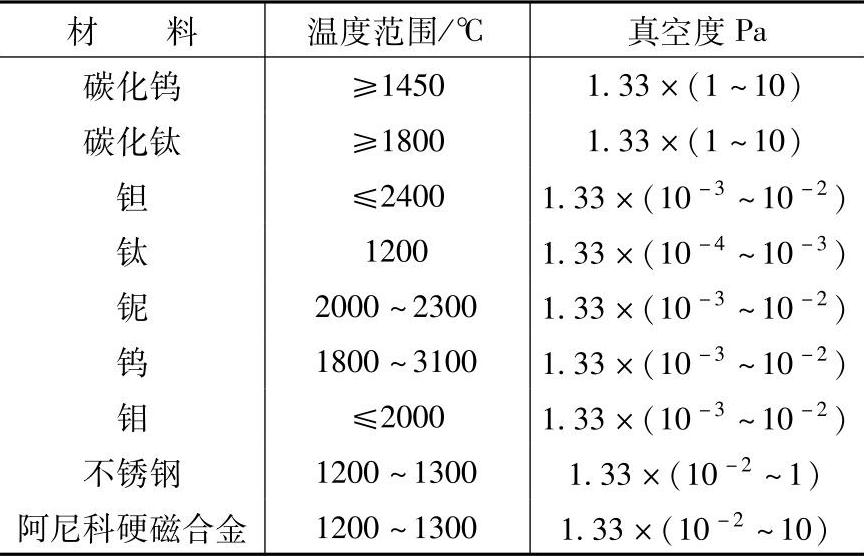
表10-13、10-14所列为不同金属及合金真空钎焊和烧结的温度及真空度。
表10-13 金属钎焊温度和真空度
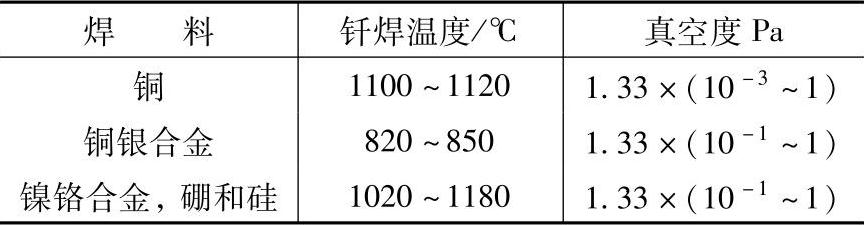
表10-14 金属和合金的真空烧结温度和真空度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。