



一般真空加热时间应为气氛炉的2倍,为盐浴炉的6倍,图10-15所示为用φ20mm和φ50mm钢棒在真空中加热时,试棒温度和指示温度的关系。从图中可看出,试棒表面温度一旦超过400℃,就开始滞后于炉温,心部温度在600℃以下升高缓慢,之后升温速度增加。在800℃保持60min方可使试棒温度和炉温一致。炉温升到800℃以上时,二者温度趋于接近。
表10-9 材料在真空下可以相互接触(不粘结)的最高允许温度
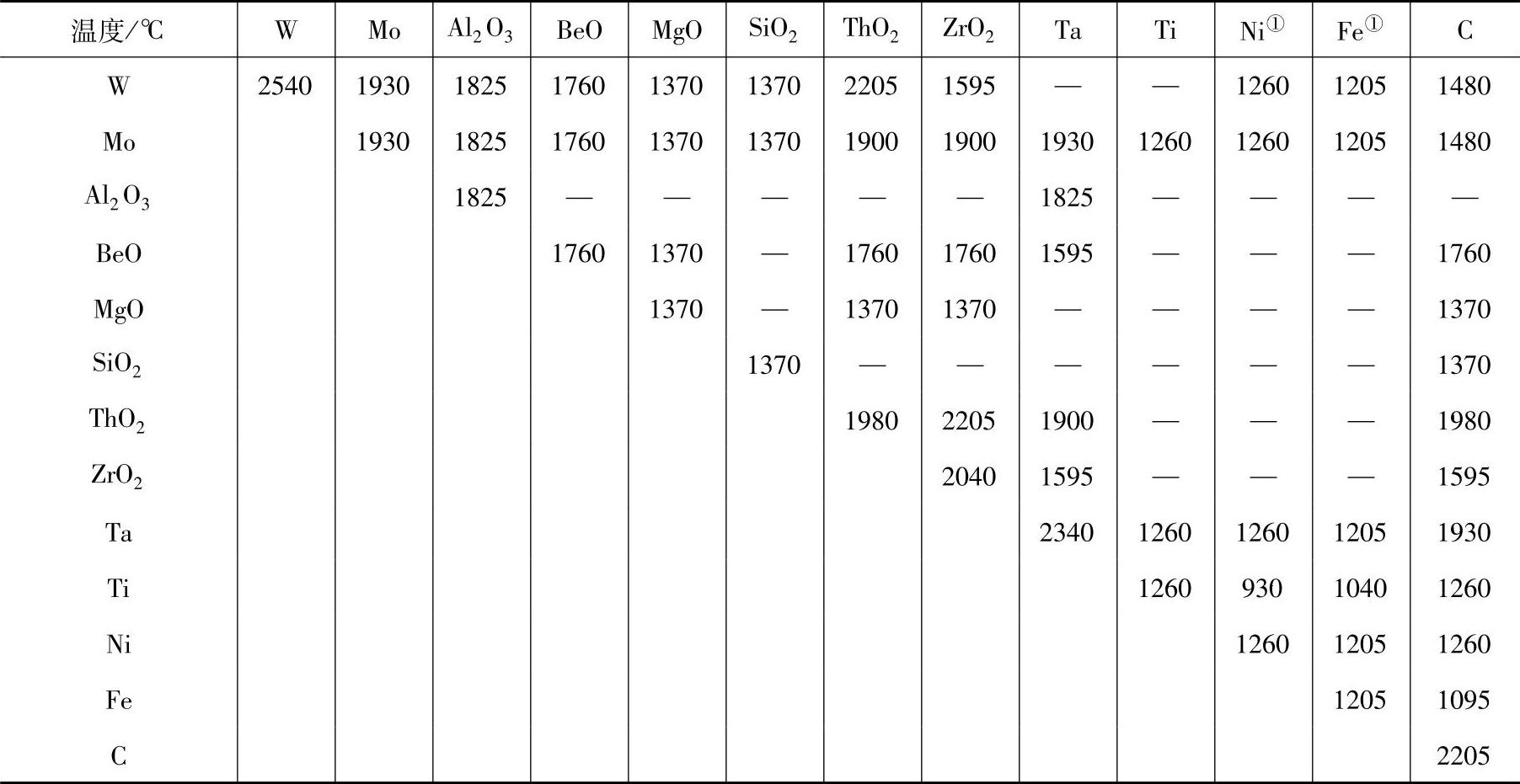
①同样适用于Ni、Fe、Cr合金。
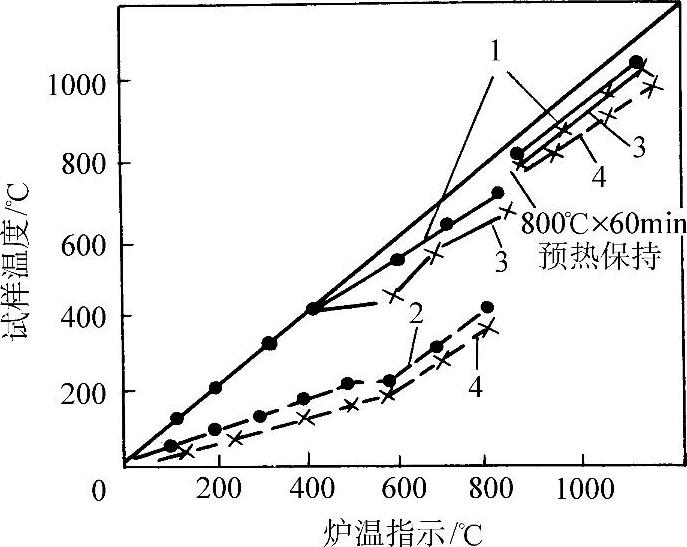
图10-15 不同直径试棒在真空中加热时,试棒温度滞后于炉温的情况(https://www.xing528.com)
1—φ20mm试棒表面 2—φ20mm试棒心部 3—φ50mm试棒表面 4—φ50mm试棒心部
工件尺寸更大时,温度滞后现象更为严重。为此必须预先测出滞后时间数据,否则就不能确定正确的加热温度区段和保持时间。图10-16表示在真空炉中施行淬火加热时,奥氏体化温度和工件尺寸对炉温指示和工件温度滞后于炉温的时间的影响。图中的数据是采用从φ25mm到φ164mm的试棒,中心插入热电偶,在880℃进行预热后,当炉温和试棒温度一致时,再继续升到淬火加热温度(1020℃)。通过这一系列试验,测出了炉温指示和工件实际温度的偏差。例如,把φ40mm的工件,从880℃加热时,当炉温达到1020℃后,要经过15min,工件才能达到这个温度。把这个滞后时间和加热时间相加,才能得到所需的加热时间。因此,一定尺寸和一定装炉量的钢件进行真空加热时,往往要在升温过程中设置两个以上的均温台阶。
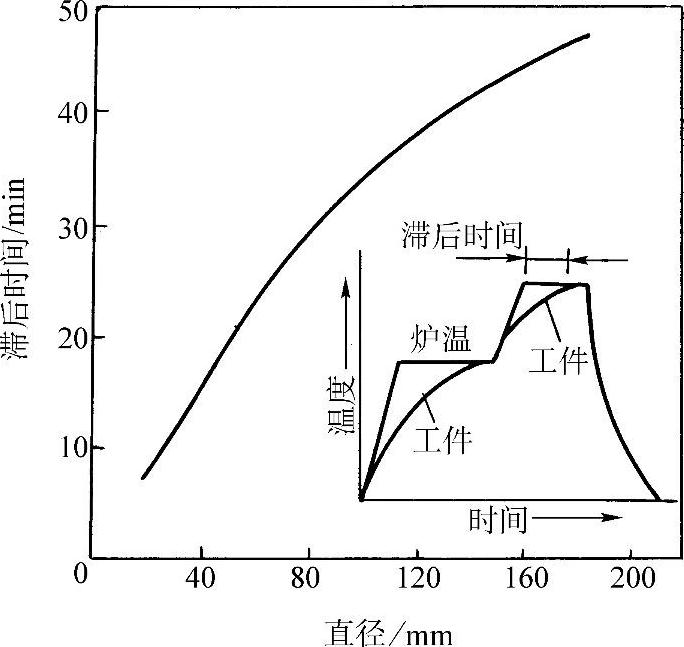
图10-16 油淬火真空炉在奥氏体化温度,工件尺寸对工件温度滞后于炉温的影响
由于真空加热主要靠热辐射,工件放置时,相互间应有适当间隔,以避免遮荫效应而影响均匀的加热。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。