



【摘要】:将工件浸入高温盐浴中,短时加热,使工件要求硬化的表面层达到淬火的温度后急冷的淬火方法称为浴炉加热表面淬火。所有可淬硬的钢种均可施行浴炉加热表面淬火,但以中碳钢和高碳钢为宜。浴炉加热表面淬火因加热速度比高频和火焰淬火低,故淬硬层深度大。加热时间取决于浴温和要求的淬硬层深度。
将工件浸入高温盐浴(或金属浴)中,短时加热,使工件要求硬化的表面层达到淬火的温度后急冷的淬火方法称为浴炉加热表面淬火。此方法不需添置特殊设备,操作简便,特别适合于单件小批量生产。
所有可淬硬的钢种均可施行浴炉加热表面淬火,但以中碳钢和高碳钢为宜。高合金钢加热前需预热。
浴炉加热表面淬火因加热速度比高频和火焰淬火低,故淬硬层深度大。因加热后常采取浸液冷却,冷却条件没有喷射强烈,故表面硬度较低,但硬度梯度变化较缓。为了获得较大的加热速度,浴炉温度应比一般淬火时高100~300℃。
加热时间取决于浴温和要求的淬硬层深度。直径为48mm的45钢试棒在BaCl2+KCl盐浴中加热,淬硬层深度为3mm时的浴温与加热时间列于表8-82。45钢工件直径与1100℃加热时间的关系列于表8-83。
表8-8245钢试棒(φ48mm)淬到3mm深度 时的浴温和加热时间的关系(https://www.xing528.com)

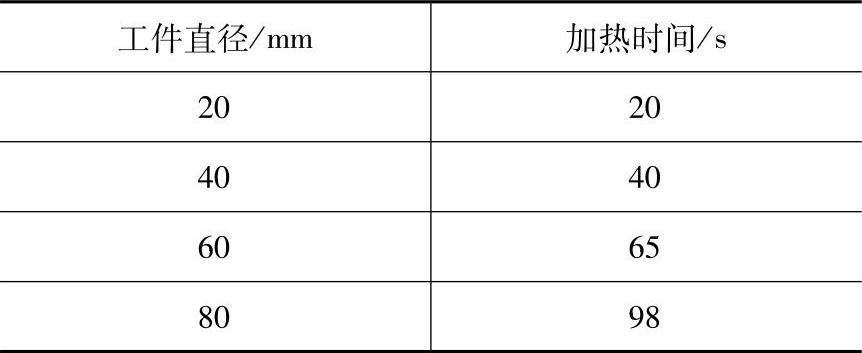
表8-83 45钢工件直径与1100℃盐浴加热时间的关系
工件在浴炉加热表面淬火前施行调质处理,以保证良好的心部综合性能。浴温在加热过程中应力求稳定,因此装炉量不可过多。工件在装炉前要先行烘干或预热。工件加热后一般应立即浸液淬火,有时也稍加预冷,以控制淬硬层深度和改善硬度梯度。此方法不太适用于各部分截面差别较大的工件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。