



电接触加热表面淬火利用触头和工件间的接触电阻使工件表面加热,并借其本身未加热部分的热传导来实现淬火冷却。这种方法的优点是设备简单、操作方便、工件畸变小,淬火后不需回火。
电接触加热表面淬火原理示于图8-30。变压器二次侧线圈供给低电压大电流,在电极(铜滚轮或碳棒)与工件表面接触处产生局部电阻加热。当电流足够大时,产生的热能足以使此部分工件表面温度达到临界点以上,然后靠工件的自行冷却实现淬火。
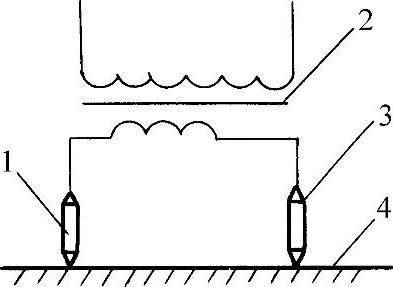
图8-30 电接触加热表面淬火原理
1、3—铜轮电极 2—变压器 4—工件
电接触表面淬火能显著提高工件的耐磨性和抗擦伤能力,但淬硬层较薄(0.15~0.30mm),金相组织及硬度的均匀性都较差,目前多用于机床铸铁导轨的表面淬火,也可用于气缸套、曲轴、工模具等零件上。
电接触加热表面淬火大都在精加工(磨、刨)后进行,表面粗糙度要求在1.6μm以上。
作为电极的滚轮多用黄铜或纯铜制造,手工操作时多用碳棒。图8-31所示为机床导轨表面淬火用的铜滚轮。轮周的花纹有S形、锯齿形、鱼鳞形等多种。滚轮最好有冷却系统,常用的滚轮冷却方式是用压缩空气吹冷。滚轮直径一般取50~60mm,轮周花纹宽度0.8~1.0mm。滚轮移动速度2~3m/min,电流400~600A,二次侧开路电压<5V(负载电压约0.5~0.6V)。加在铜轮上的压力为4~6kg。用上列参数处理的机床导轨,可获得0.20~0.25mm的淬硬层,得到的显微组织是隐针马氏体和少量莱氏体及残留奥氏体。(https://www.xing528.com)
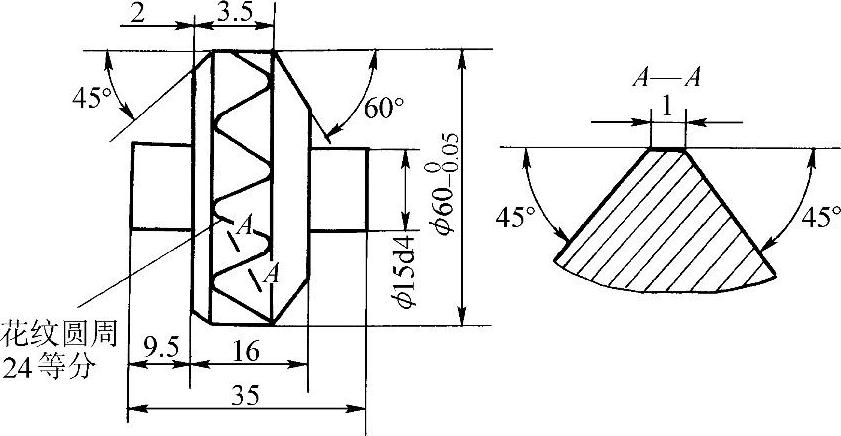
图8-31 机床导轨表面淬火用的铜滚轮
电接触淬火后,工件表面产生一层熔融突起和氧化皮,可用油石打光。
电接触加热表面淬火机有多种型式,如行星差动式、可移自动往复式、传动电极式、多轮式等。图8-32所示为行星差动式淬火机的结构。由一个0.125kW,2790r/min的电动机带动蜗杆,后者再带动安装在两个轮架之间的蜗轮(速比为25∶1),蜗轮内部装有一套行星式差动减速器。

图8-32 行星差动式淬火机的结构
1—铜轮 2—柔性导线 3—接变压器的导线 4—风门 5—行星减速器 6—绝缘垫 7—电木座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。