



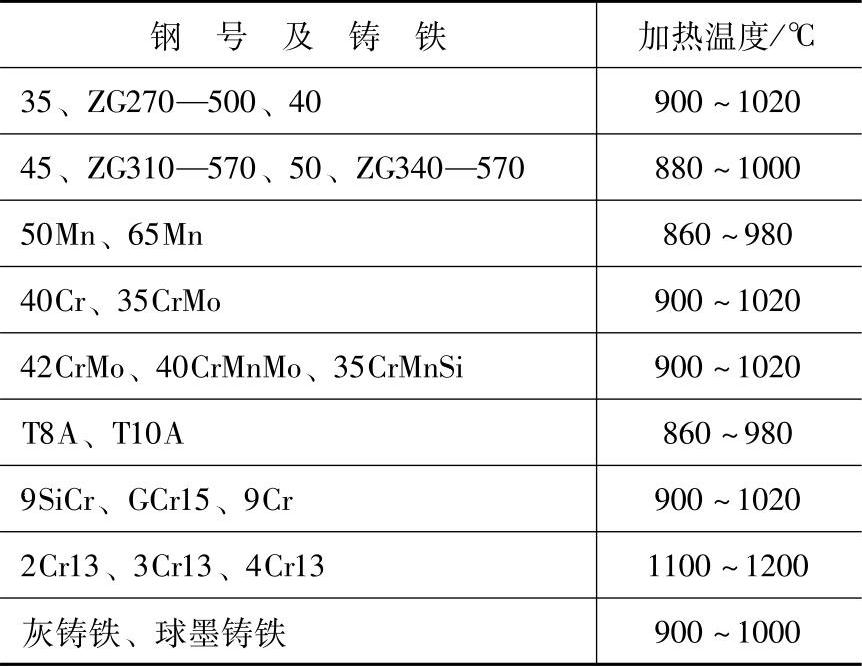
火焰加热的加热速度比较快,因此工件表面的加热温度应该高一些,不同材料的火焰加热淬火温度要比一般普通淬火温度高20~30℃,表8-78列出了一些钢种的火焰加热淬火温度,供操作者参考。对于加热深度较大的工件,为避免淬火开裂,可对工件进行预热,如采用连续加热法,可在加热烧嘴前加预热烧嘴。图8-29a是固定法在加热摇臂杆时表面温度与时间的关系,图8-29b是圆柱体采用旋转法火焰表面加热的加热时间、加热温度、硬化深度之间的关系曲线。
表8-78 一些钢种(铸铁)的火焰加热淬火温度
火焰加热的加热速度与烧嘴尺寸、燃料气体种类、混合比、混合气体压力及消耗量(流量)有关。表8-79为使用10cm宽的烧嘴时,硬化层深度与移动速度、乙炔及氧消耗量的关系。此时,混合气体压力为10~11kPa;气体混合比O2/C2H2(分压比)为1.1/1.0~1.5/1.0。
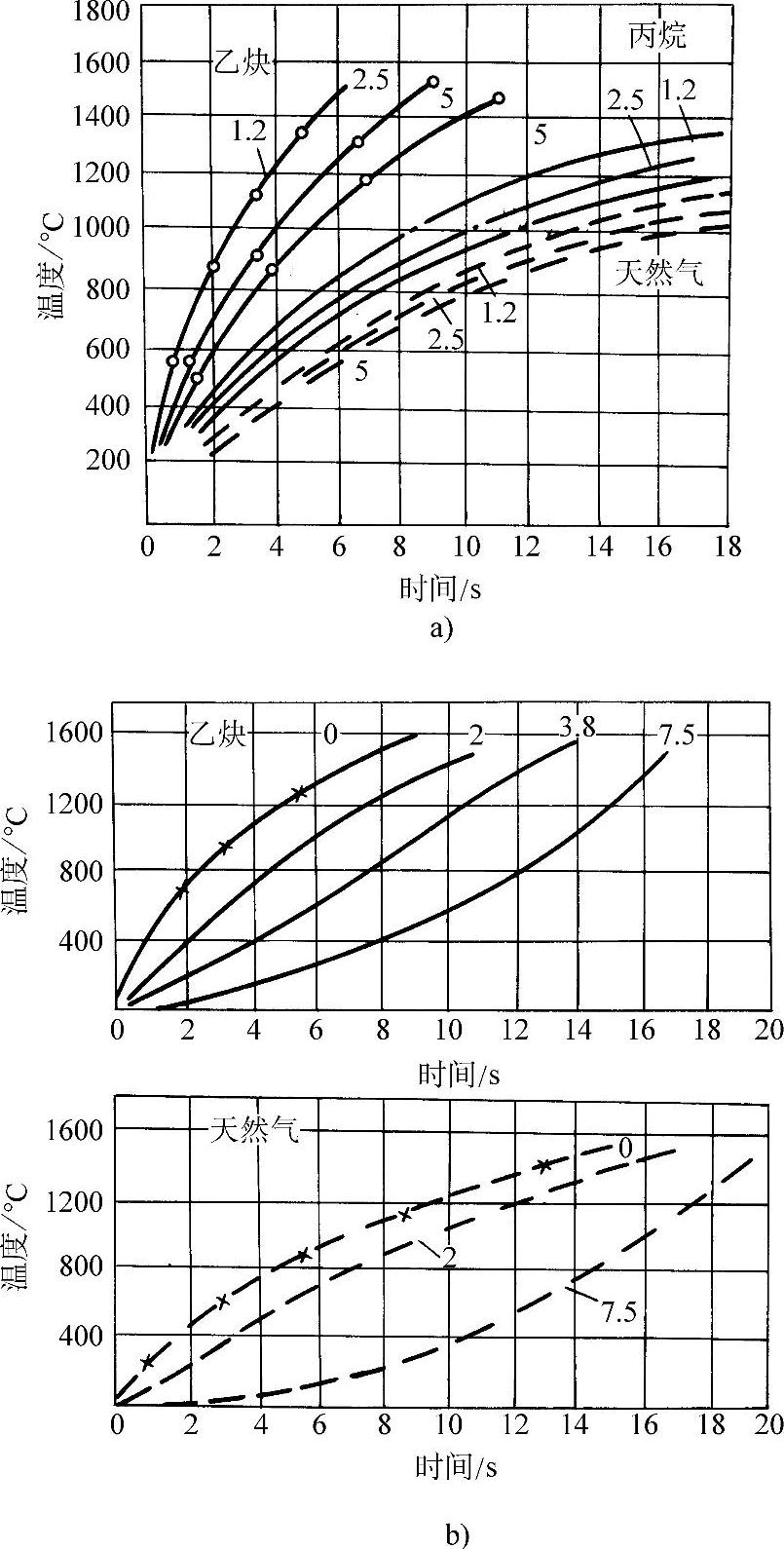
图8-29 不同加热方式加热时表层温度与加热时间的关系(图中数字为距表面的距离(mm))
a)固定法加热(摇臂杆) b)旋转法加热(圆柱体)
表8-79 烧嘴移动速度、气体消耗量与硬化层深度

在加热过程中,工件表面与烧嘴之间的距离应保持固定,以保证加热温度的均匀,一般焰心距工件表面约2~3mm为好,当工件的截面大、碳含量低时,这个距离可适当减小;若工件的截面小,碳含量高,这个距离则适当增加。
采用连续加热淬火时,根据钢的淬透性,烧嘴孔与淬火喷水孔间的距离可在10~25mm之间调整,参见表8-80。为了使水花不溅在焰心处,喷出的水柱应后倾10°~30°,烧嘴孔与喷水孔间应设挡板。
表8-80 火孔和水孔的行间距离关系(https://www.xing528.com)

根据工件材料、技术要求和淬火方式,火焰加热淬火可选用水、油、聚乙烯醇水溶液等作为淬火介质。表8-81列出了钢与铸铁经火焰加热采用不同介质淬火后的硬度。
表8-81 钢与铸铁经火焰加热采用不同介质淬火后的硬度(AISI)

(续)

①为了获得表中的硬度值,在加热过程中,那些未直接加热区域必须保持相对冷态。
②薄的部位在淬油或淬水时易于开裂。
③经旋转和旋转-连续复合加热,材料的硬度比经连续式、定点式加热材料的硬度稍低。
④w(C)为0.90%~1.10%渗层表面的硬度值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。