



【摘要】:感应加热是最常用的表面加热淬火方法,具有工艺简单、工件畸变小、生产效率高、省能、环境污染少、工艺过程易于实现机械化和自动化等优点。把钢件置于通交流电的感应线圈中,在其表层产生的感应电流由于焦耳效应而加热表面。表8-2所列为各种频率电流在45钢中的透入深度。
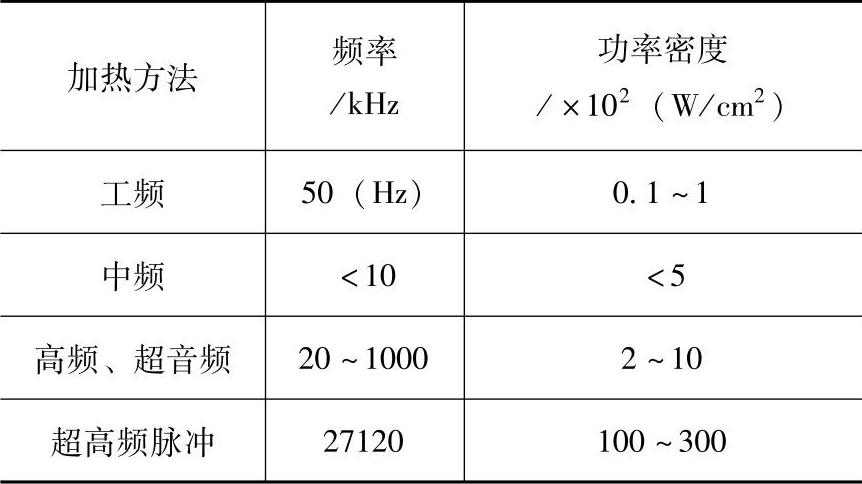
感应加热是最常用的表面加热淬火方法,具有工艺简单、工件畸变小、生产效率高、省能、环境污染少、工艺过程易于实现机械化和自动化等优点。感应加热设备可按电源频率分为工频、中频、高频和超音频,各频率范围和加热的功率密度参照表8-1。
表8-1 感应加热方法的分类
一般多用中碳结构钢(如45、40Cr钢等)施行感应淬火。钢件在表面淬火前应进行调质或正火,以保证心部性能。加热好的工件可进行水、乳化液、合成淬火剂的喷冷或浸入淬火。淬完火的工件应及时在200℃以下温度回火,也可利用工件的淬火余热(不冷到底)施行“自回火”。经感应淬火的零件比炉中加热淬火件的硬度高2~5HRC(见图8-1)。
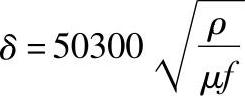
把钢件置于通交流电的感应线圈中,在其表层产生的感应电流由于焦耳效应而加热表面。交流电在导体中有集肤效应,电频率越高,电流就越向表面集中。电流在金属中的透入深度δ(mm)和金属材料的电阻率ρ、磁导率μ以及交变电流频率f有如下关系
而工件表层的涡流Ix(A)由表面(IO)向中心呈指数规律衰减,即
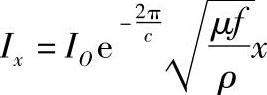
式中 c——光速,等于3×1010(cm/s);(https://www.xing528.com)
x——距工件表面距离(cm)。
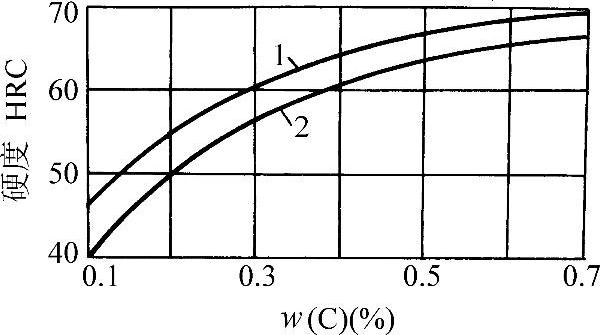
图8-1 感应淬火与炉中加热淬火工件的表面硬度
1—感应淬火 2—炉中加热淬火
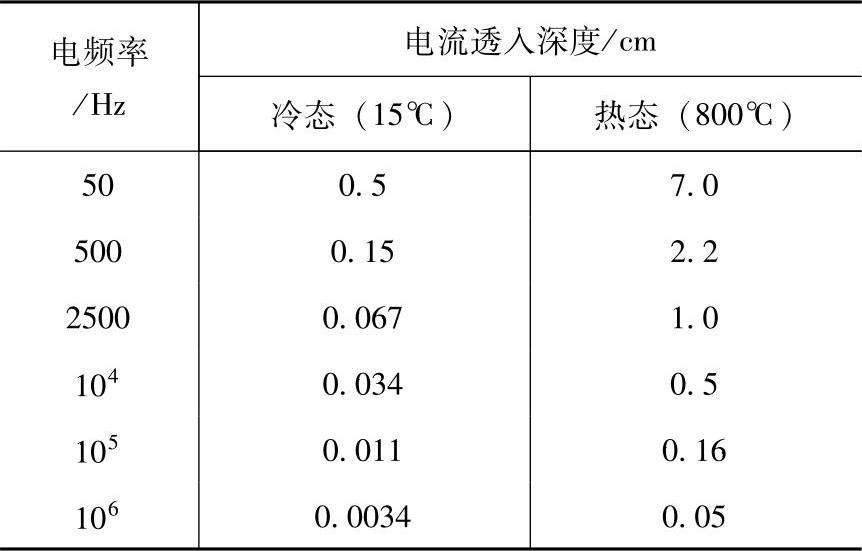
钢件表层加热到居里点以上时,磁导率μ急剧减少,感应电流和加热速度剧烈降低,表层上未失去磁性区域加热速度相对增大,表面热量也由表向里传导,故用感应加热方法也可以实现钢件穿透加热。表8-2所列为各种频率电流在45钢中的透入深度。
表8-2 各种频率电流在45钢中的透入深度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。