



消除有害残留应力或使残留应力大小和分布向有利方向发展,也是热处理工作者、机械设计师、加工工艺师必须考虑的问题。
在钢件热处理前消除机械加工造成的残留应力,有助于减少热处理畸变和避免淬火开裂。采用理想的热处理工艺以使工件获得合理的残留应力大小和分布,以及在表层形成大的残余压应力,或在热处理后施行滚压或喷丸进一步提高表面残余压应力,都是机械制造过程中常用和行之有效的调整残留应力的方法。
(1)自然时效 大型铸铁件,如机床床身,为了消除残余内应力,稳定尺寸,过去常采用自然时效的办法。铸件铸造开箱缓慢冷却后,在自然环境下放置1~2年可消除大部分残留应力,然后再行机械加工,可减少加工后的畸变。
(2)人工时效 铸件、锻件和其他机械加工后的工件在炉内加热到低于钢材Ac1以下温度保持一定时间,以消除大部分或全部残留应力,减少热处理后的残留应力和畸变。这种方法也称做去应力退火。钢件在加工制造过程中表层和内部会发生加工硬化,形成残留应力。随后加热时,晶体内部会随温度的升高逐步发生恢复和再结晶过程,使晶体位错重组,点缺陷密度降低,晶粒多边化,最后在较高温度下(T≈0.5T熔)发生晶粒明显变化和长大的再结晶,完全消除加工硬化和残留应力。钢在较高温度(600~700℃)下的退火亦称再结晶退火。去应力退火残留应力的消除程度主要取决于温度和保持时间(见图3-123),其关系遵从Larson-Miller规律:应力消除程度(热效应)=T(logt+20)·(10-3)
式中 T——温度(K);
t——时间(h)。去应力退火效果还和材料与加工方式有关(图3-124)。各种金属和合金的推荐去应力退火温度和时间列于表3-31。
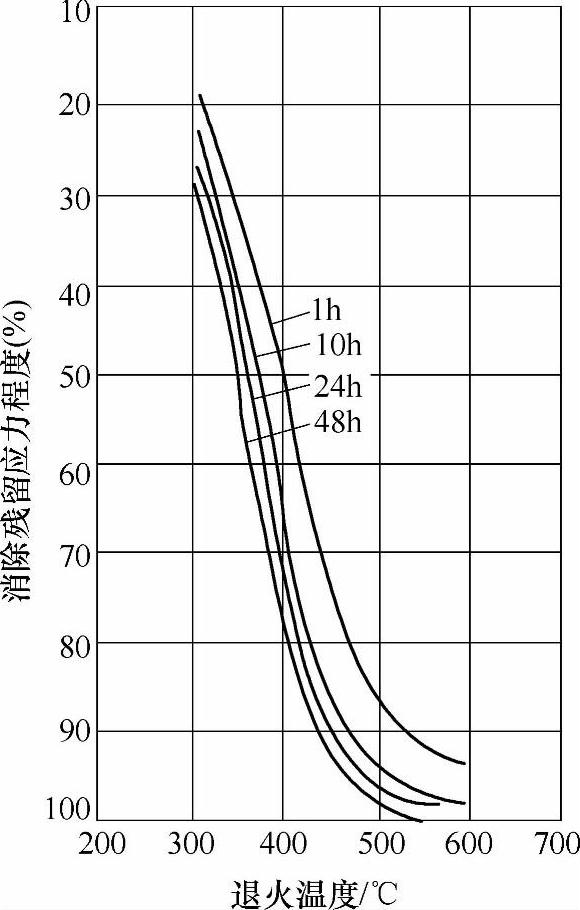
图3-123 去应力退火温度和保持时间与去应力程度的关系
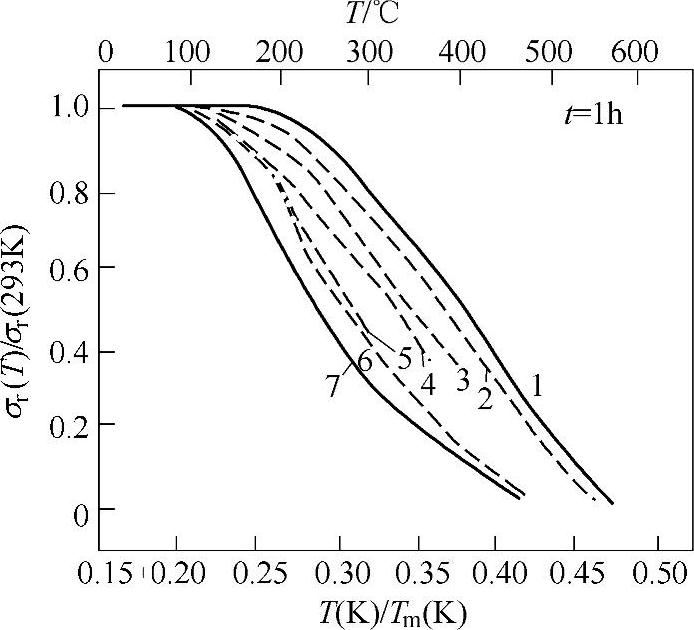
图3-124 钢加热1h残留应力的松弛
1—45钢正火后拉伸变形5% 2—20钢正火后拉伸变形5% 3—45钢正火后磨削 4—45钢正火后磨削(磨削参数不同于C) 5—GCr15钢淬火后喷丸 6—20钢淬火 7—45钢淬火
表3-31 典型的消除残留应力的温度和时间
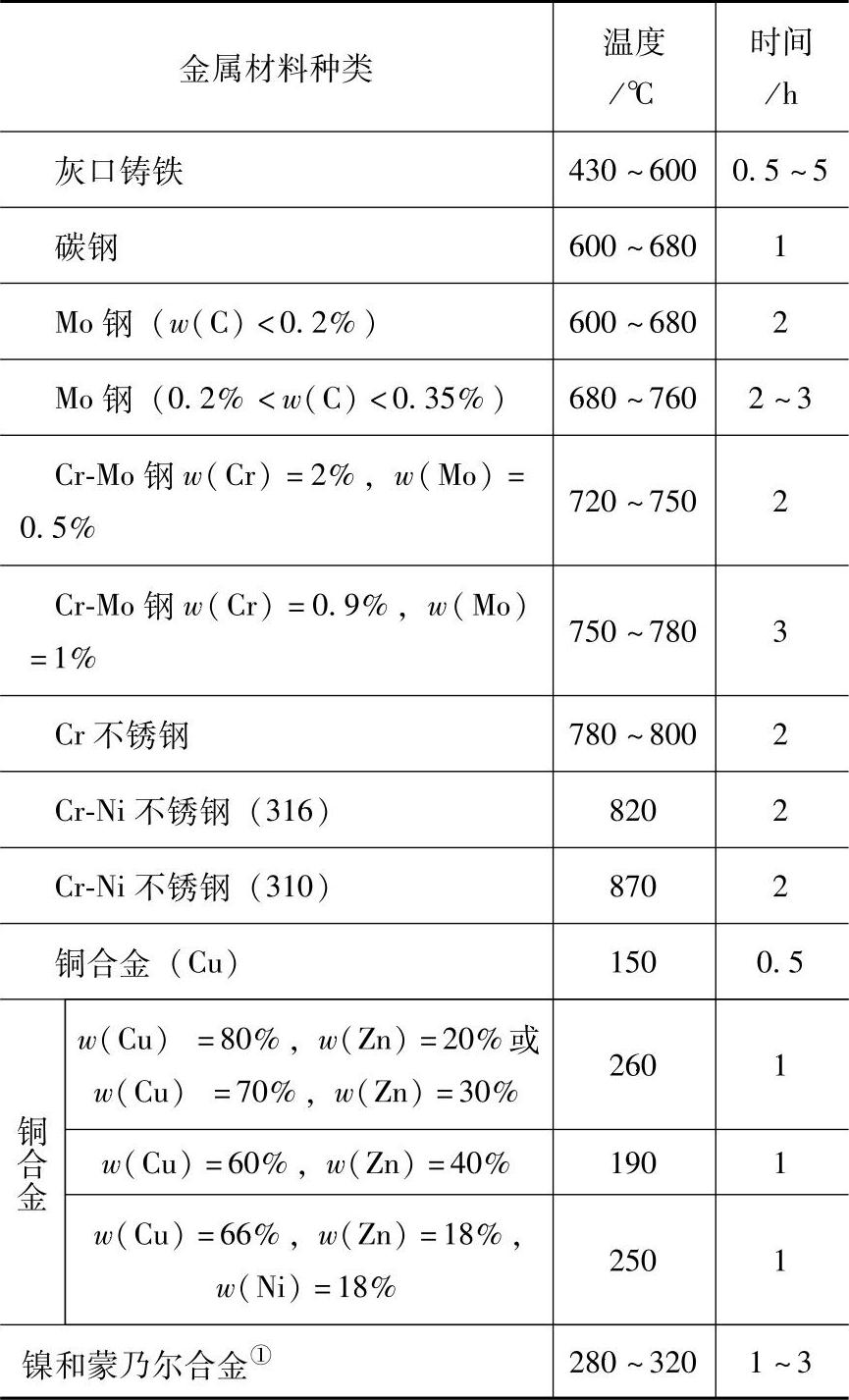
①蒙乃尔合金是一种高强度耐蚀镍铜合金,w(Ni)=64%~69%,w(Cu)=26%~32%,少量的Fe、Mn。
(3)回火 整体淬火、表面淬火和渗碳淬火后进行不同温度回火可以部分或完全消除钢件淬火残留应力。图3-125所示为回火温度和时间对钢淬火残留应力的影响。不同碳含量钢回火对淬火残留应力的影响示于图3-126。在200℃以下回火,残留应力下降不明显,此对表面淬火和渗碳淬火钢件表层保持原有的高残余压应力有利;200~400℃回火残留应力下降明显;到500℃或以上温度各种钢的残留应力都渐趋于零;一般低合金钢也符合此规律。高合金钢和耐热钢抗回火稳定性高,需要更高温度回火才能完全消除残留应力。18CrNiMo钢φ19mm圆棒渗碳直接淬油的表层残留应力和不同温度低温回火后的残留应力比较示于图3-127。同一种材料回火时,原先的组织越不稳定,残留应力值越大,其松弛速率也越快。表层残余压力高,表层下与其平衡的残余拉应力也大,此时残留应力下降也快。(https://www.xing528.com)
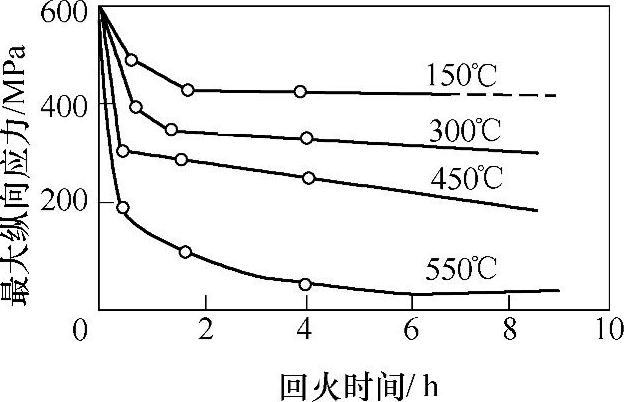
图3-125 回火温度和时间对淬火残留应力的影响
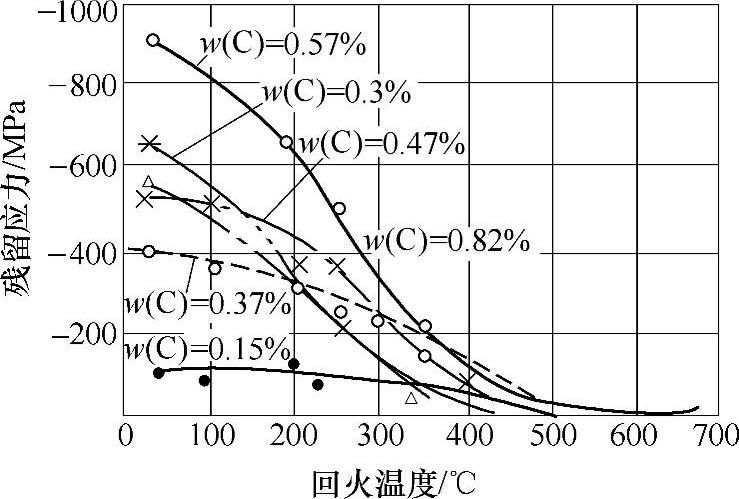
图3-126 不同碳含量钢回火对淬火残留应力的影响
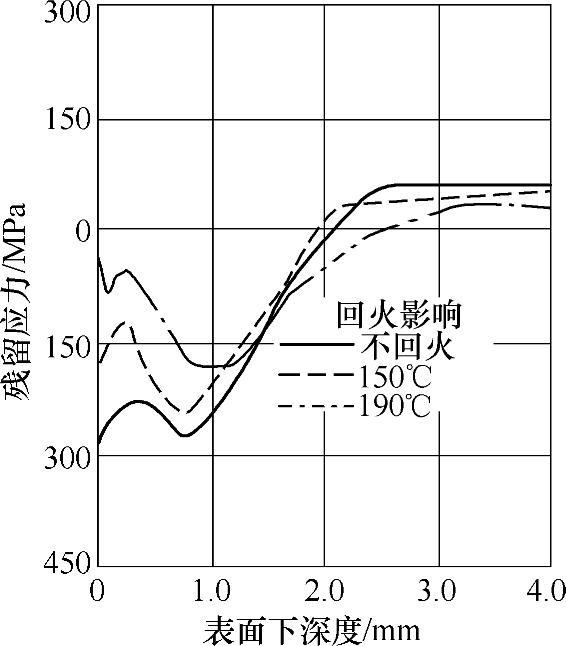
图3-127 18CrNiMo钢φ19mm圆棒渗碳直接淬油的表层残留应力和不同温度低温回火后的残留应力比较
(4)振动时效 对机械加工后的零件施行一定频率、一定能量的机械振动,可使其中的残留应力得到一定程度的松弛。将偏心振动器接入被去应力的工件即可在工件内部激发振动。振动能的增加靠不断提高振动频率实现。达到稍低于谐振频率,在此频率下保持一定时间。在谐振峰值施振会导致工件的塑性变形和疲劳,助长畸变和影响使用寿命。如图3-128所示,振动能的大小和振动频率成正比关系。图中的直线E表示振动能随频率的增加成线性增长。曲线A表示金属零件的振动波幅在振动频率范围的变化。工件最初对振动能的提高有抑制作用,随振动频率的提高,达到适当频率,振幅迅速增大进入谐振状态。在接近谐振状态(图3-128中的x点)保持一定时间就能将残留应力减轻或消除。曾有对机械加工件在热处理前进行振动减少90%热处理畸变的报道。
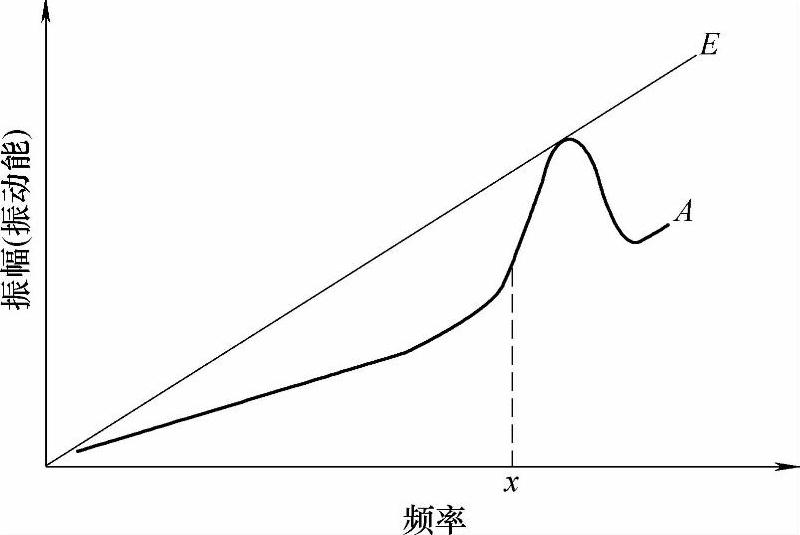
图3-128 零件接受的振动能和振动频率的关系
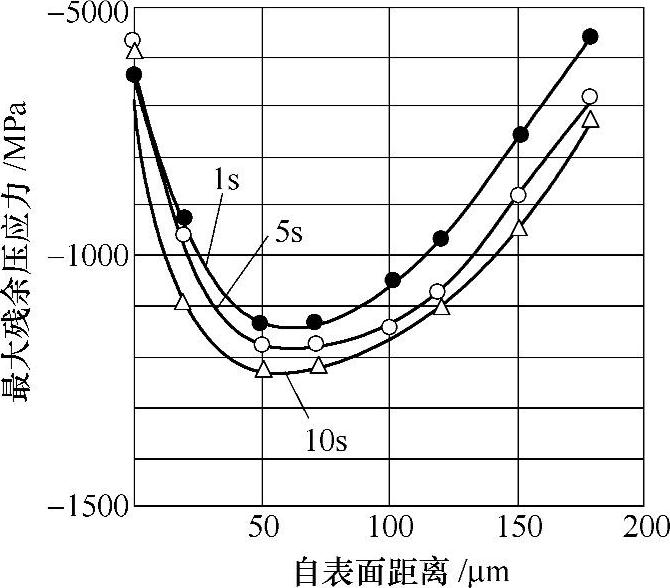
图3-129 不同时间喷丸对SCM420钢片(20×20×300mm)渗碳淬火回火后表层残留应力的影响(表面硬度61HRC,内氧化层深度10μm)
(5)喷丸强化 经过热处理(淬火、回火、渗碳淬火回火)的钢件在其表面进行常温滚压或喷丸可以进一步增大表层压应力,延长其疲劳寿命。图3-29所示为喷丸强化提高SCM420(相当于20CrMo)钢表层残留应力的效果。喷丸通常使用0.6mm和0.8mm淬硬到50HRC以上硬度的钢丸,两种直径钢丸的强化效果示于图3-130。大直径丸质量大、硬度高,强化效果好。汽车齿轮渗碳淬火回火后进行喷丸已成为最常用的提高其疲劳寿命的措施,尤其对表层有严重内氧化和反常组织的不利影响有很好的补偿作用。以不同角度对齿轮根部测量的表面残留应力分布见图3-131。齿轮旋转喷丸时,齿面表层的残留应力分布示于图3-132。
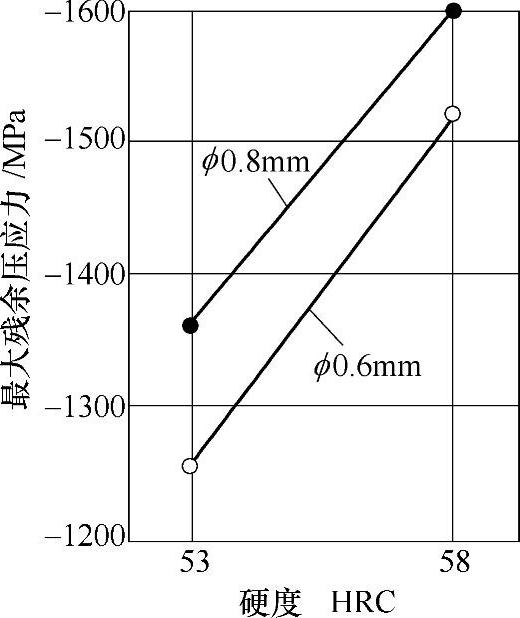
图3-130 钢丸粒径和硬度对钢件表层残留应力影响(喷丸气压0.55MPa,喷射量20kg/min,喷射距离130mm,喷丸时间60s)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。