



1.起重机用底座式减速器
此类减速器的型号为QJR—D、QJS—D和QJRS—D,共有九种装配形式,(见图3⁃22)和三种轴端形式。QJR—D型减速器的公称传动比为10~31.5;QJS—D型和QJRS—D型减速器的公称传动比为40~200。减速器的齿轮为斜齿圆柱齿轮。减速器的箱体底座用于固定减速器,具有刚度高的优点,适用于原来使用ZQ型减速器的起重机机构(见图3⁃23)。
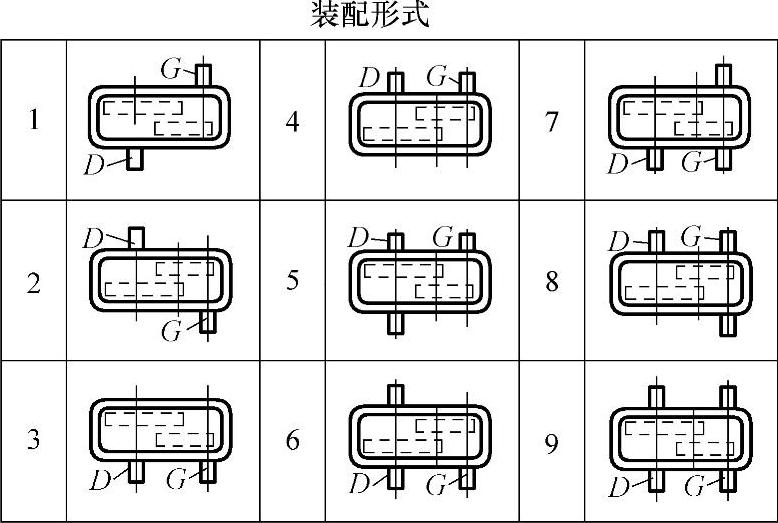
图3⁃22 装配形式
G—高速轴 D—低速轴
型号标记介绍:QJ———起重机减速器;R———二级齿轮传动;S———三级齿
轮传动;RS———二、三级结合型齿轮传动;D———带底座。减速器高速轴端为圆柱轴伸平键连接,输出轴端有三种形式:①P型———圆柱形轴伸,平键(单键)连接;②H型———圆柱形轴伸,渐开线花键连接;③C型———齿轮轴端(仅名义中心距为236~560mm的减速器具有这种轴端形式)。
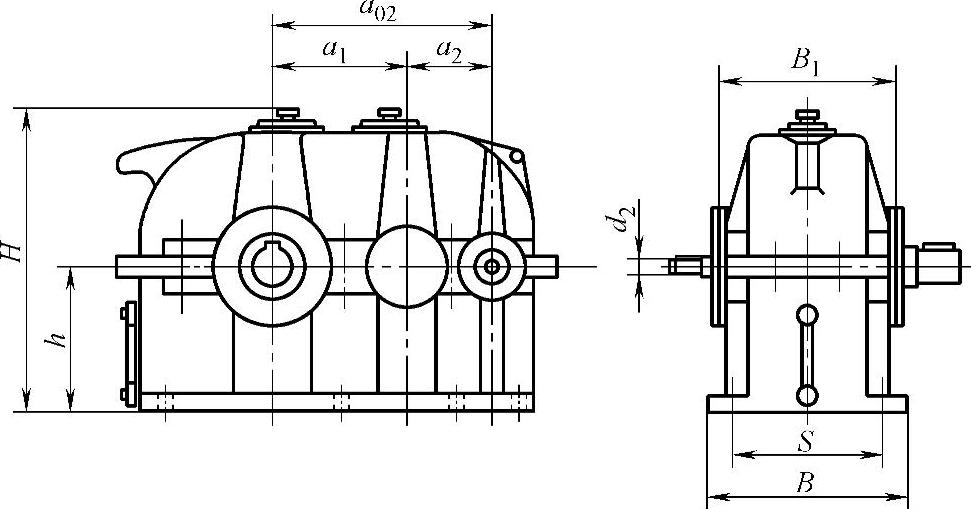
图3⁃23 QJR—D型减速器
2.起重机用三支点减速器
起重机用三支点减速器就是三个支点X、Y、Z,其支撑形式如图3⁃24所示。这种减速器的优点是可以在一定的偏转角范围内调整、安装。安装形式有卧式(W)和立式(L)(见图3⁃25)。
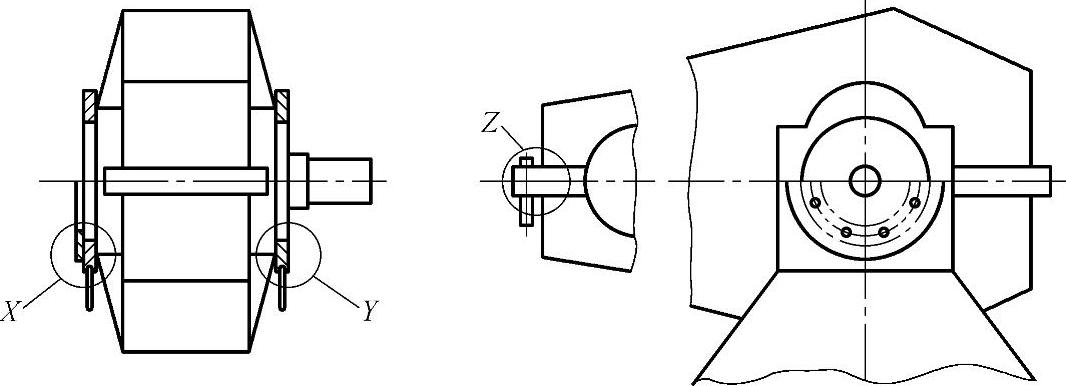
图3⁃24 三支点减速器支撑形式
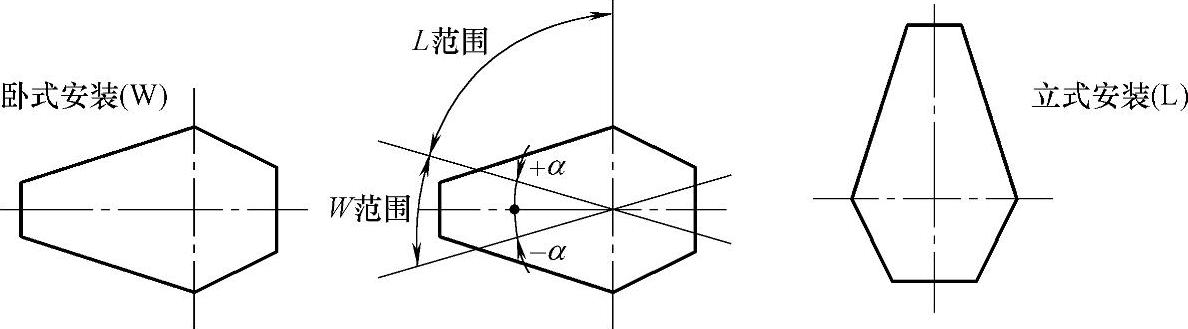
图3⁃25 三支点减速器安装形式
三支点减速器的结构型式如图3⁃26所示。与底座式减速器相同的是,其型号标记均为QJR—、QJS—、QJRS—,共有九种装配形式和三种轴端形式;不同的是,带底座式减速器一般为卧式安装,具有刚度高的优点,而三支点减速器稳定性好,有卧式和立式两种安装形式。
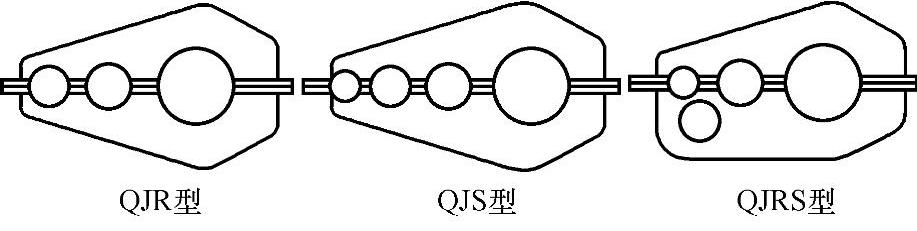
图3⁃26 三支点减速器结构型式
3.起重机用立式减速器
立式减速器的型号为QJ—L,QJ—L型立式减速器为三级传动,有六种装配形式,如图3⁃27所示。其公称传动比为16~100,轴端形式为高速轴和低速轴均采用圆柱形轴端,平键连接。主要用于小车运行机构上。

图3⁃27 QJ—L型立式减速器装配形式
4.起重机用套装式减速器
套装式减速器主要适用于起重机的运行机构上,其型号为QJ—T,结构型式为三级传动的立式减速器,装配形式有四种(见图3⁃28)。

图3⁃28 套装式减速器装配形式
QJ—T减速器的轴端形式:高速轴采用圆柱形轴伸,平键连接;低速轴采用空心式套轴,锥形轴孔,平键连接。
标记示例:名义中心距a1=200mm,公称传动比i=40,装配形式为第Ⅲ种的起重机套装式减速器的标记为减速器QJ—T200—40Ⅲ(JB/T8905.4—1999)。
5.起重机用三合一减速器
起重机用三合一减速器主要用于起重量不大于125t的桥式、门式起重机的运行机构,它采用渐开线圆柱齿轮、圆弧齿轮和圆锥齿轮传动,配用带制动器的绕线电动机或带制动器的笼型电动机驱动,其结构型式按电动机轴中心线与减速器输出轴中心线的相对位置可分为平行轴式和垂直轴式(QSC)两种,结构如图3⁃29、图3⁃30所示。其中平行轴式减速器按传动级数分为二级传动(QSE型)和三级传动(QSS型)两种减速器。
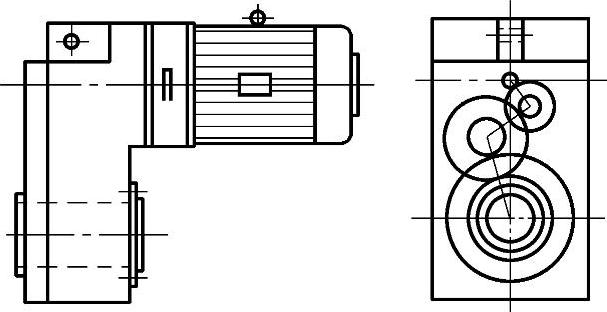
图3⁃29 平行轴式减速器
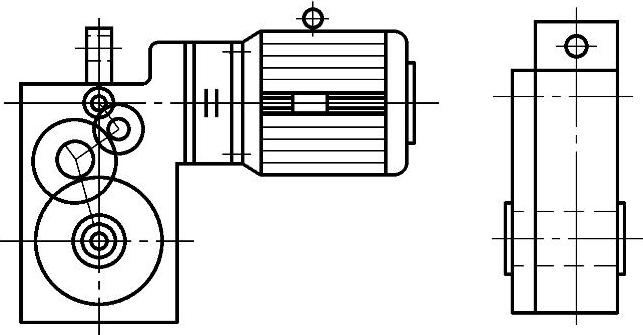
图3⁃30 垂直轴式减速器
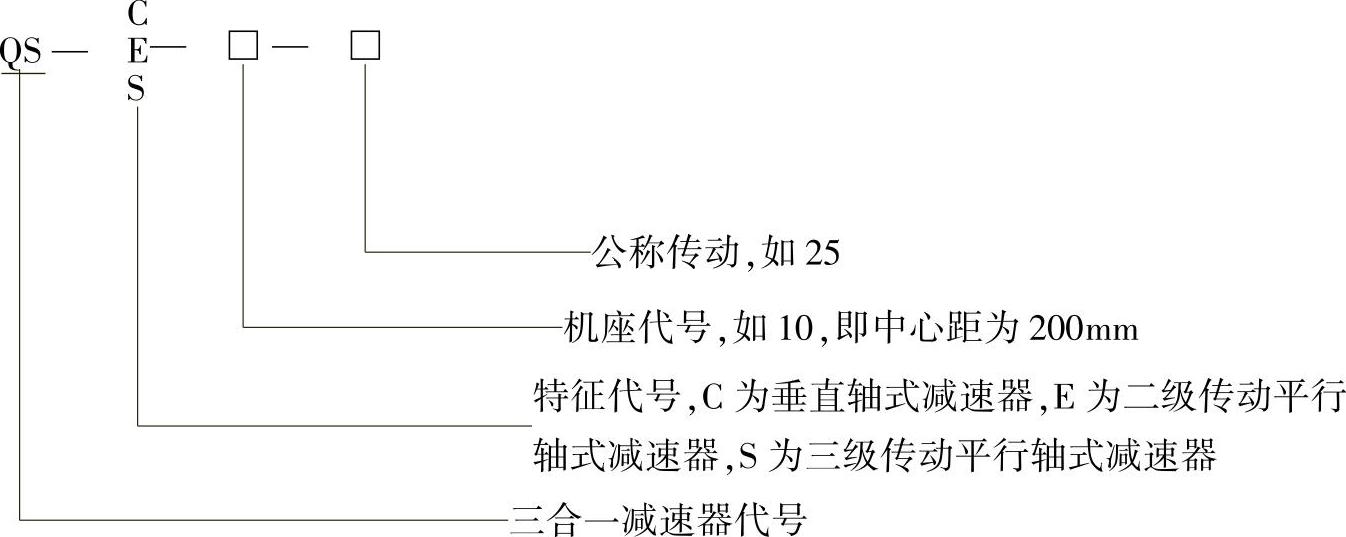
型号表示方法介绍:
 (https://www.xing528.com)
(https://www.xing528.com)
(1)箱体
1)材料:箱体采用铸铁件时,其力学性能应符合GB/T 9439—2010中HT200的规定。其中箱盖、箱座要进行自然时效或退火处理,以利消除铸件内应力。
三支点减速器采用焊接箱体,宜采用Q235B钢板(A3)焊接,焊接箱体要对焊缝进行检查,主要焊缝应符合GB/T 3323—2005中规定的焊缝射线检测的Ⅱ级要求(焊缝内应无裂纹、未熔合和未焊透等缺陷)或GB/T 11345—2013中超声检测的B级检验中Ⅰ级的质量要求。焊接后应进行消除内应力的处理。
2)错位量和密合性的要求:应按表3⁃5的规定符合技术要求。
表3-5 错位量和密合性的要求(单位:mm)

分合面处的接触密合性检测时,塞尺塞入深度不得大于分合面的⅟,并要求不准漏油。
(2)齿轮、齿轮轴和轴 齿轮的齿圈应采用35CrMo钢的材料,调质硬度范围为255~291HBW。轮齿部分要进行无损检测,不得有白点、裂纹和夹渣等缺陷。齿轮轴的材料为42CrMo钢,调质硬度范围为291~323HBW。轴的材料为45钢(对于QJ—L和QJ—T型减速器采用40Cr钢,调质硬度为241~286HBW)。花键轴和齿轮轴端的材料为40Cr钢,调质硬度为241~269HBW。尺寸公差带、位置公差及表面粗糙度应符合JB/T 8905.1—1999的要求。
(3)装配要求 所有的静结合面均应涂密封胶,装配好的减速器不得渗油。用于减速器的分合面连接螺栓其强度等级不得低于8.8级,拧紧力矩应符合表3⁃6的规定。齿轮副的接触斑点要求为:沿齿高方向不得小于40%,沿齿长方向不得小于80%。
表3-6 拧紧力矩

(4)减速器的润滑 卧式减速器采用油池飞溅润滑,立式减速器采用循环喷油润滑。减速器在空载试验时油温温升不得超过25℃。负载时减速器油温温升不得超过60℃,油池最高油温不得超过80℃。
(5)减速器噪声 减速器噪声标准见表3⁃7。三合一减速器(QS型)噪声标准见表3⁃8。减速器噪声应符合表中规定。
表3-7 减速器噪声标准

表3-8 三合一减速器噪声标准

7.齿轮减速器的安全检验
(1)出厂检验
1)检验其形式、外形尺寸、油漆及外观质量。
2)空载试验,在额定转速下,正反方向各运转不少于1h后,做下列检验:①检查连接件、紧固件不得松动;②减速器的清洁度和密封性能应符合标准;③油温温升不得超标;④接触斑点符合标准要求;⑤噪声符合标准要求。
(2)形式试验
1)负载性能试验。
2)超载试验。
(3)出示产品合格证明技术资料
(4)使用单位的检查
1)要经常检查地脚螺栓,不得有松动。
2)新减速器开始每季换一次油,使用一年后每半年至一年换一次油。
3)减速器内油温不应超过65℃。
4)要经常监听齿轮的啮合声,正常时应均匀轻快,不得有噪声及撞击声。
5)传动齿轮出现下述情形之一时,应报废:①裂纹;②断齿;③齿面点蚀损坏达啮合面的30%,且深度达原齿厚的10%时;④齿厚的磨损量达到表3⁃9所列数值时;⑤吊运炽热金属或易燃易爆等危险品的起升机构,其传动齿轮的磨损限度达③、④项中数值的50%时报废。
表3-9 齿轮齿厚允许磨损量比较的基准

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。