



冷冲压模具中首先是各种凸模需要采取适当的防拔脱措施。凸模大多用紧配方式与固定板形成固定连接,但在多种因素的综合作用下,加上较大的卸料脱模力作用,仍有可能被拔出,或拔出一定距离。可能给模具正常使用或安全带来不利影响。所以,一般凸模除与固定板紧配外,还采用铆接、凸缘以及螺钉拉紧固定的方式来防拔脱。除此之外,下面还要介绍另外两种模具防拔脱的设计。
1.冲头把的防拔脱
普通的冲头把,与滑块连接固定的部分都是圆柱形的,上孔安装时,依靠冲床滑块由两个半圆组成的圆孔径向加压固定,由于两者的尺寸误差,不可能有良好的面接触,多数只是线接触。再加上冲头把及滑块孔可能存在的锥度,就可能只是点接触,夹紧后的摩擦力就不大。虽然还有一根顶紧螺钉顶紧,但作用在冲头把圆柱面上仍是点接触。当上模部分重量较大时,就存在可能拔脱的安全隐患。如图5-43的通用双工位切边模,模具体积大,所以上模部分重量大,但由于是在小规格冲压设备上安装作业,滑块上只有夹紧加顶紧的固定连接方式,没有如大吨位冲压设备一样有压模条件。为保证连接固定上模可靠,工作时安全,在冲头把17圆柱面位于滑块顶紧螺钉的位置,加工出一个上大下小的圆锥环形槽,利用滑块顶紧螺钉顶压在锥面上,防止冲头把可能的下滑移动,达到防拔脱的目的。同时,模具还采用了全导向的结构形式,使上下模始终处于导向对正的状态。进一步确保合模的安全。
2.模具导向装置防拔脱
图9-11所示是标准冷冲压模架导向零件的安装固定方式,即导柱用过盈配合方式与模板形成紧固的装配连接,导套也与模板用同样的配合方式装配连接。在正常情况下工作,一般不会出现异常,尤其专业生产厂家生产的标准模架,配合的过盈量控制足够、合理,牢固性会得到有效的保证。较多的模架都采用这种结构形式。
但在特殊情况下,如自制较大的非标准模架,导柱、导套与模板孔配合的过盈量偏小,装配后的紧固性稍差。加上装配后的垂直度不够理想,或冲压设备滑块运动方向和工作台面不垂直,或导柱、导套配合面表面粗糙度高,不够清洁,甚至出现拉伤,都会因摩擦力增大而将导套或导柱从固定孔中拔出,一旦继续作业,合模导向失去控制,将会带来严重后果。图9-12,就是分别对导柱和导套都采取了防拔脱措施的导向装置。作为可拆卸组合式导向装置,导柱固定端用内六角圆柱头螺钉拉紧,导套固定端增设凸缘,都可以有效防止导柱、导套意外拔脱,确保模具作业安全。防拔脱导向装置的应用实例如:图5-22硬质合金级进模;图5-43通用双工位切边模和图5-44专用双工位切边模等。(https://www.xing528.com)
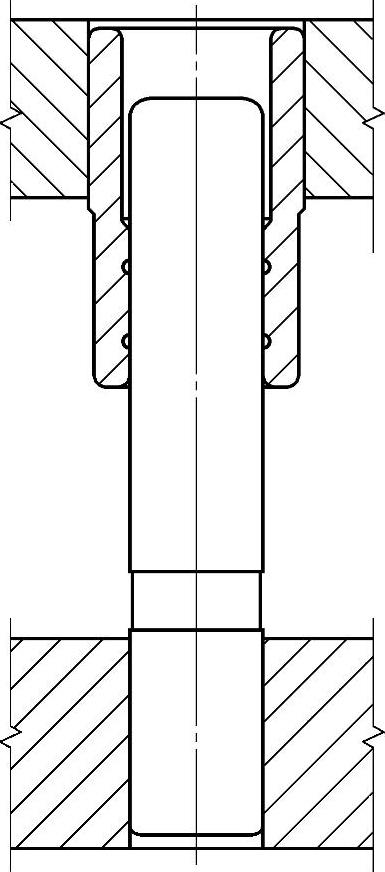
图9-11 标准模架导向装置
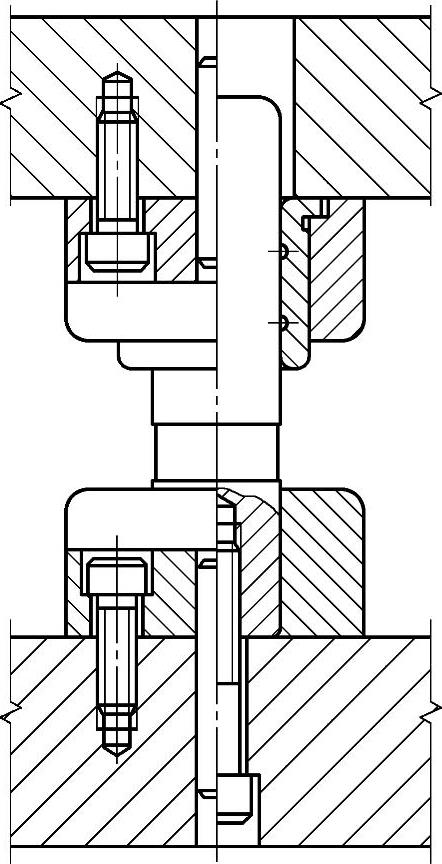
图9-12 有防拔脱措施的导向装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。