



1.用螺钉拉紧固定代替铆接及凸缘方式固定
如图9-1所示,凸模的固定方式常用铆接及带凸缘方式固定,防止大的脱模力拉动凸模作轴向运动,甚至被拔脱。
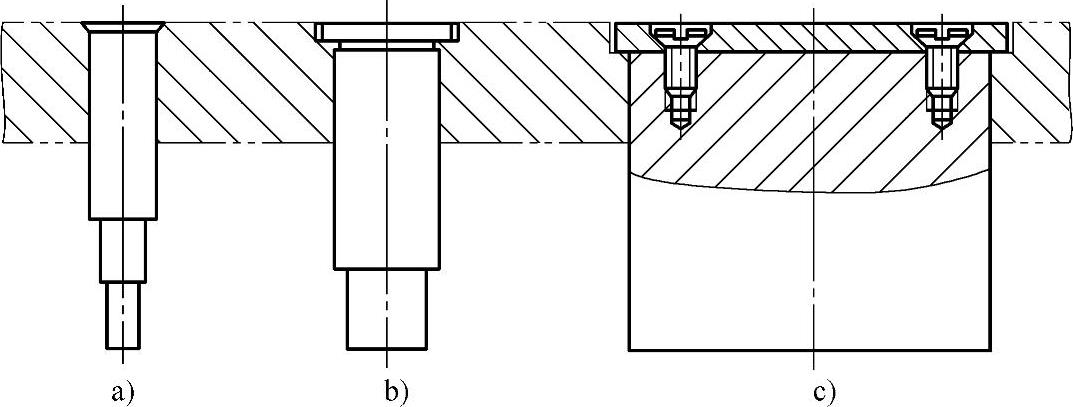
图9-1 凸模的常用固定方式
a)铆接固定 b)带凸缘固定 c)附加凸缘固定
1)采用铆接方式固定凸模,多用于形状较为简单的小凸模,且必须选择可以进行局部淬火的材料,或者有可以进行局部淬火的热处理条件。对于大型、脱模力大的凸模,形状较为复杂且壁厚不大的直通式凸模,如用于图7-8多孔件分组冲孔模的凸模则不太合适。合金工具钢材料大多不便局部淬火,不具备铆接条件。凸模太过单薄,铆接的斜向敲击力又可能使凸模发生变形,所以应用受到较大限制。
2)采用带凸缘方式固定的凸模,可以不受局部淬火的限制,但制作不够方便,多用于固定部分形状简单的圆形或矩形凸模。其他形状不便加工退刀槽,凸缘和固定部分相交处不易清角,凸缘厚度也难保一致,将对装配效果带来不同程度的影响。同时要增加材料的消耗和加工工作量,也不便成形磨削及线切割加工成形。而且装配时还可能因用力不当造成凸缘开裂折断而报废。
3)采用附加凸缘方式来固定凸模,可以用成形磨削和切割方式加工成形,降低材料消耗和加工工作量,不受凸模形状的限制,没有退刀槽,但组成零件增多,多凸模时模具复杂程度和制作难度增加。而且由于附加凸缘的厚度,减少了凸模和固定板孔的实际配合长度,固定的效果会有所下降。
4)采用螺钉拉紧方式固定凸模,如图9-2所示,就是用螺钉拉紧方式固定凸模的实例,它的特点是:
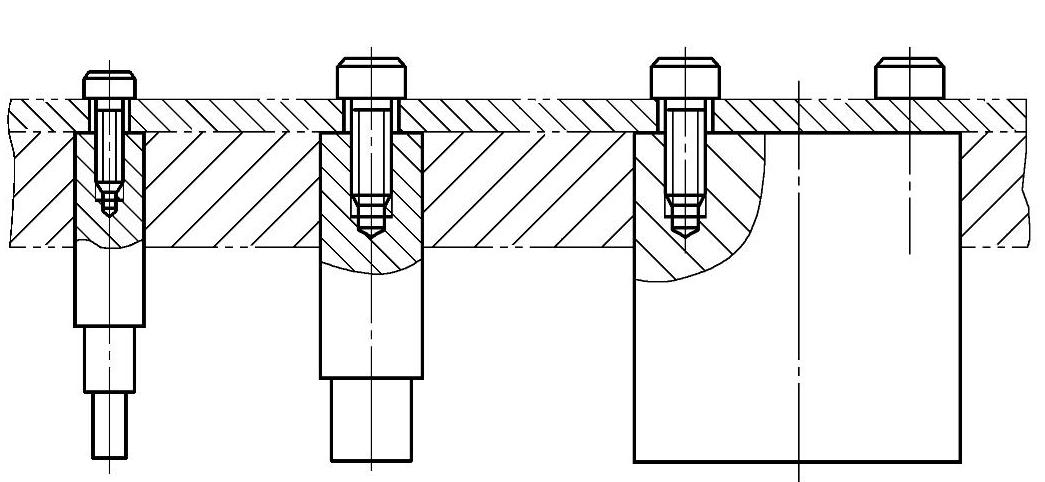
图9-2 用螺钉拉紧方式固定凸模
①不受凸模形状复杂程度和尺寸大小的限制。
②不受凸模选用材料和是否能局部淬火的限制。
③装配时凸模只受到轴向压力,不必施加侧向或斜向力,所以可以防止或减少变形的可能性。与固定板孔配合长度大,固定效果好。
④凸模成形的加工方式不受限制,也不受固定部分是否加粗的限制,没有退刀槽降低了制作难度,更不会发生开裂折断。尤其利于直通式凸模切割加工成形。可以共用坯料,节约材料,减少加工工序及费用。(https://www.xing528.com)
典型实例如图5-24硬质合金级模的全部凸模和侧刃,全部都是硬质合金材料,无法采用铆接和凸缘的固定方式,唯一可供选择的只有附加凸缘,其效果还不如直接用螺钉拉紧固定,而且组成零件少、制作简单。
又如图6-19,弯曲压肋翻边模,共有10个翻边三角形凸模,除一个长直肋压肋凸模外,还有两组分别由7个分段凸模组成的“W”形压肋凸模,相互间距离较近,形状各异,采用螺钉分别拉紧固定应是最佳选择,也最简单、方便、适用。
还有图7-8,多孔件分组冲孔模,凸模多,形状极不规则。有的局部还很单薄,采用在凸模实际壁厚较大的部位用螺钉拉紧固定,方法简单,固定效果好。
2.利用紧固定位零件同时固定凸模
冷冲压模具中较大的导头、定位钉为装卸方便,常采用螺钉拉紧方式固定,有时也可以利用螺钉将凸模同时实现固定,尤其是凸模尺寸不大,外形分布距离比较均匀的。如图7-13单件排样级进模,落料凸模4用两颗螺钉拉紧固定,其中一颗内六角圆柱头螺钉8,就是利用拉紧导头9的同时在一端拉紧落料凸模4。又如图8-23,用六角螺母5拉紧导向心4的同时,也完成了对挤压凸模6的拉紧固定。
3.用螺钉拉紧固定代替圆柱销固定凸模
在传统结构中,常习惯用圆形冲头把或矩形冲头把固定弯曲类凸模时,采用将凸模嵌入通槽内,再用两根圆柱销横向穿过而实现固定,如图9-3所示一样。这种方式制作,尤其是装配时组合加工不够方便。钻孔、铰孔时,既要使凸模到位紧贴冲头把槽底面,还要调整好位置,不便使用二类辅助工具,钻孔时又不便安装定位,操作也不够安全。而且必须在凸模热处理淬硬之前进行,热处理后一旦凸模发生变化则无法纠正。槽宽与凸模配合又不宜太松,过紧要找准对正原来的位置就更加困难。凸模不到位,工作时的压力就直接作用在圆柱销上,造成变形退出就更加困难。冲头把只能为专门的凸模提供服务。这种凸模和冲头把的连接固定方式,也可以改用螺纹拉紧来完成。如图9-4就是用螺钉拉紧的固定方式,实现凸模和冲头把的连接。此时凸模尺寸宽度较大,螺钉位置在冲头把上端圆柱之外,用两颗螺钉来拉紧。当凸模宽度方向尺寸不大时,可以直接通过中心只安排一个螺钉来拉紧固定,如图9-5,就是从冲头把中心只用一颗螺钉拉紧固定凸模的状态。
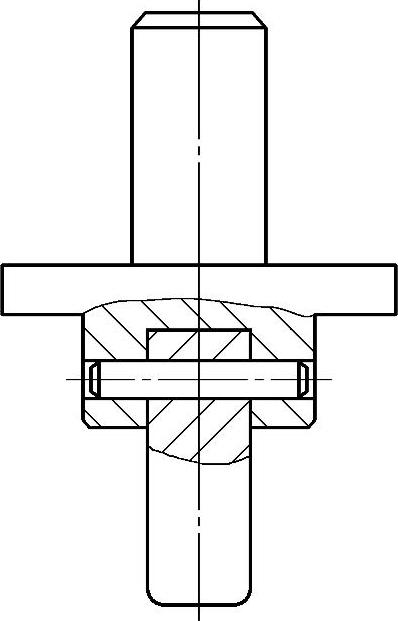
图9-3 用圆柱销固定凸模
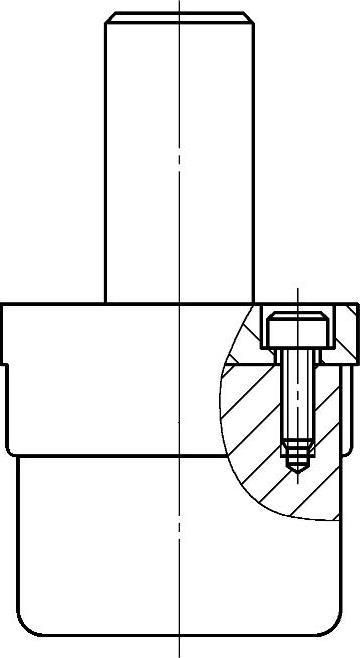
图9-4 用螺钉连接冲头把和凸模
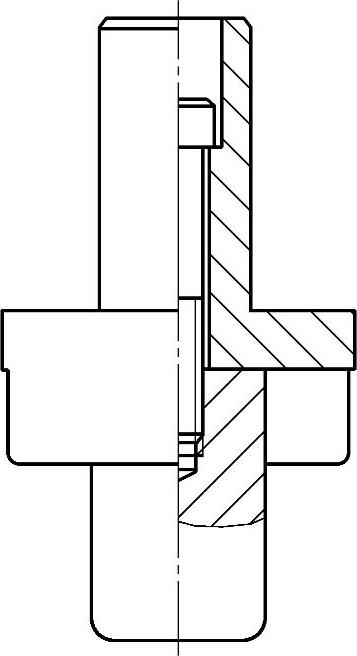
图9-5 用一颗螺钉拉紧凸模
用螺钉拉紧固定凸模实现和冲头把的直接连接,制作、拆装方便,冲头把还可以重复使用。图3-5弯曲模,就是用一颗内六角圆柱头螺钉3完成凸模1和圆形冲头把2的连接固定。图8-14弯曲模就是用两颗内六角圆柱头螺钉2,实现凸模3和矩形冲头把1的连接固定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。