



1.切边模
图8-20所示就是用于摇臂座凸缘切边的模具。它的特点是:
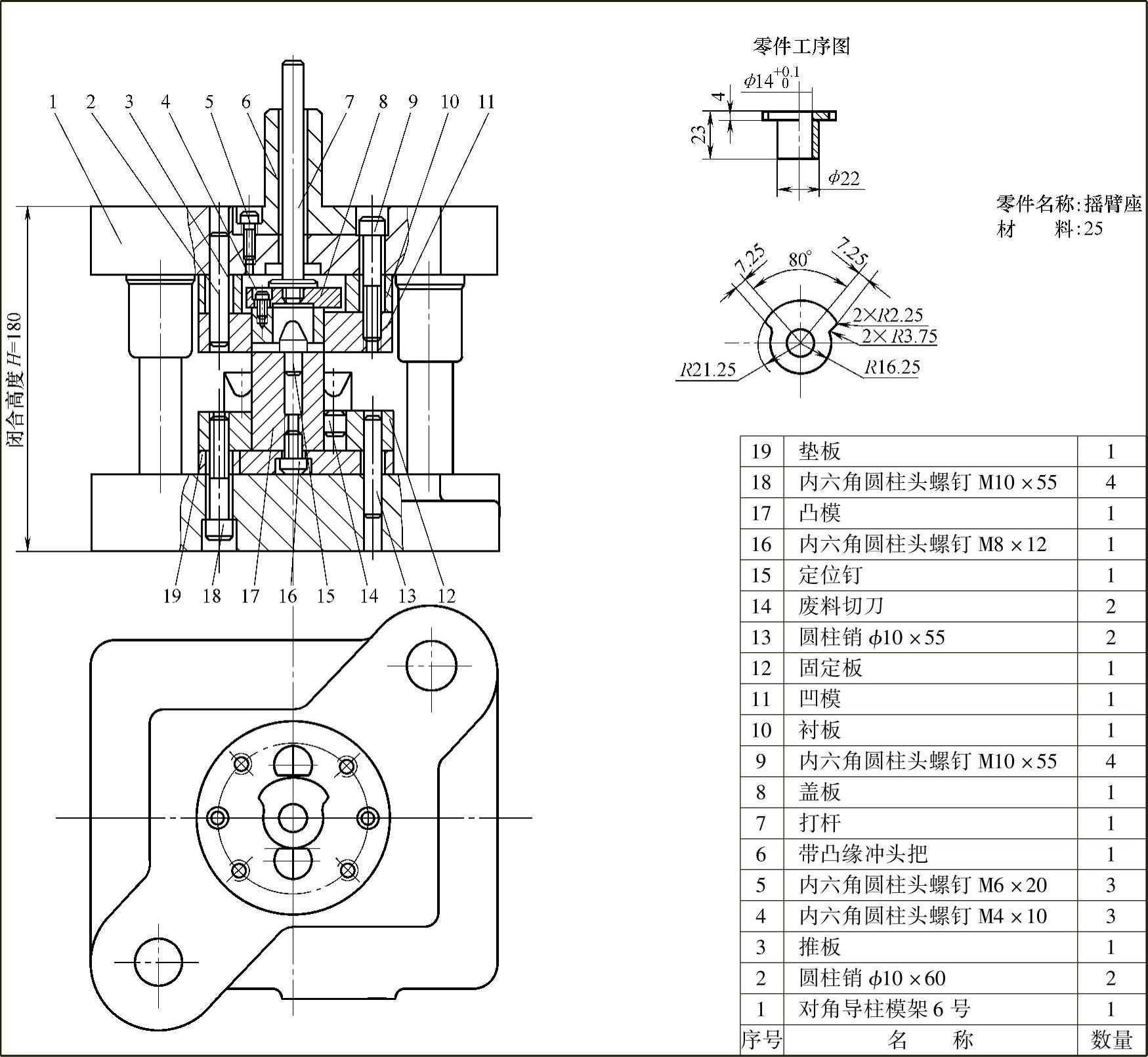
图8-20 切边模
1)模具采用倒装形式,定位钉15安装固定在凸模17上,利用冲件完成加工的孔来定位。工序坯件是经车削加工而成的,凸缘部分为圆形,且与中间孔同轴,所以定位不受方向限制。
2)切边废料用废料切刀14切开后脱离模具,完成卸料。
3)完成冲切后的冲件,进入凹模11型孔,由上模刚性打料装置打料出模。推板3为直通式方便加工,盖板8分别和推板3、打杆7用螺纹连接的方式固定,加工制作、拆卸方便。
4)直通刃口凹模11强度好,直通式凸模17便于切割加工成形,用螺钉16拉紧固定。
5)模具选用对角导柱标准模架1和带凸缘冲头把6。
2.整修模
图8-21所示就是用于摇臂座凸缘切边成形后的整修模,它的特点是:
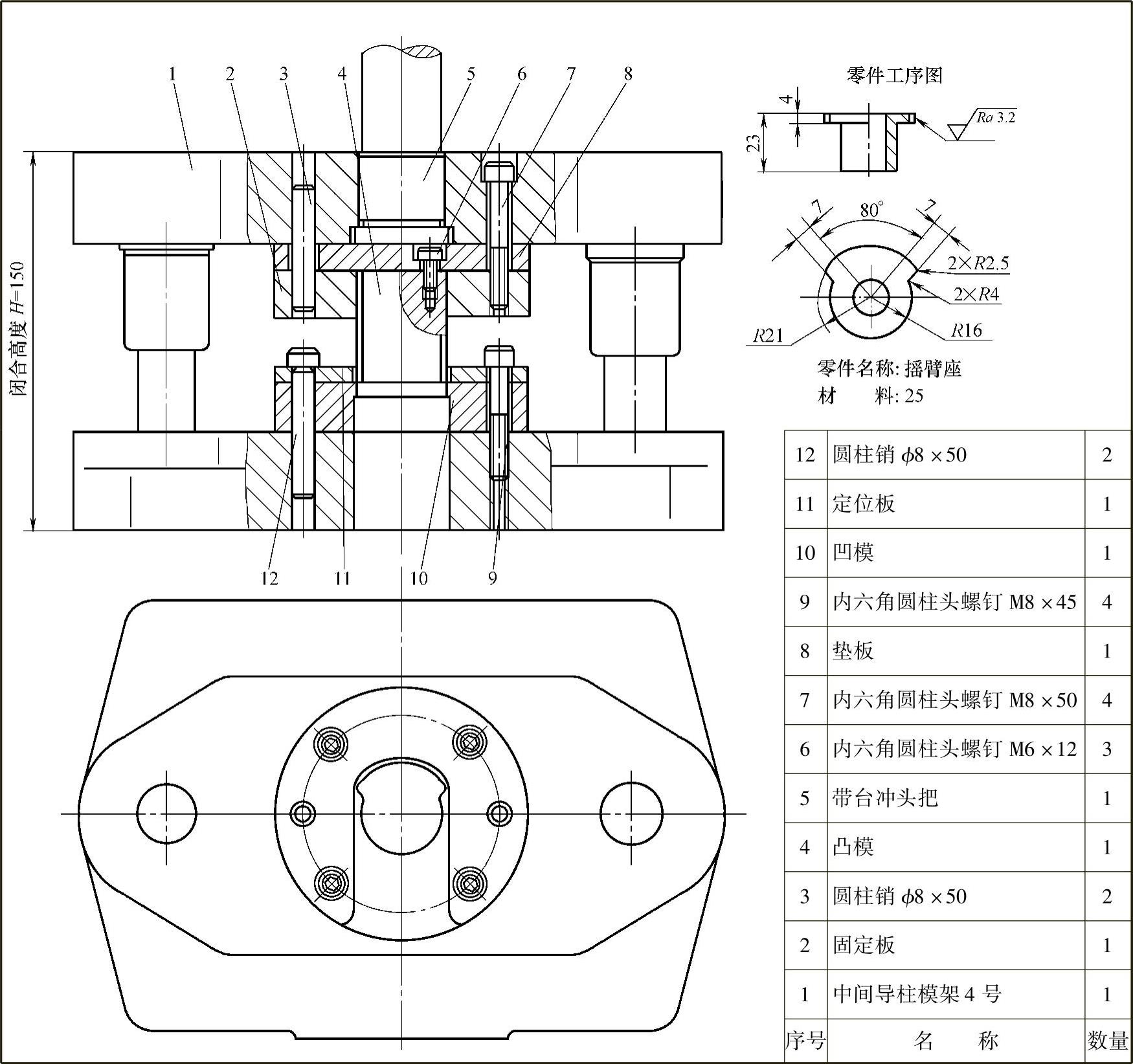
图8-21 整修模
1)冲件放入凹模10型孔内,利用切边后的成形凸缘凸出部分与定位板11定位面的良好配合来定位。凹模孔内不存冲件,便于放入下一个工序坯件。(https://www.xing528.com)
2)定位板11开放的缺口便于清除整修后的废料。
3)直通式凸模4便于切割成形加工,用螺钉6拉紧固定。
4)模具制作在于定位板11定位面与冲件凸缘成形的配合精度,以及装配时与凹模10的方向、位置调整。
3.齿形冲切模
图8-22所示就是摇臂座圆柱端外固定长的齿形冲切模,它的特点是:

图8-22 齿形冲切模
1)冲件从有缺口的定位板9推到中心位置完成初步定位。
2)合模冲切时,上模的导钉5利用前端圆锥先进入冲件中心的孔导正冲件位置,然后凹模6完成冲切外齿成形。导钉5同时对冲件孔壁有支撑作用,防止外齿冲切的挤压力改变内孔尺寸。
3)冲切长度的控制由限位钉12来完成。
4)分模时,冲件凸缘受定位板9台阶面阻挡留在下模而与凹模6分离实现脱模,因此不需再安排卸料装置。
5)由于合模导向、定位由导钉5直接完成,所以不再需要有导向模架来配合,所以结构简单、紧凑。
6)冲切后的废料还会与冲件基体相连,由后工序用车削的方式去除。然后以凸缘成形定位钻孔ϕ6+0.070。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。