



1.冲件工艺技术分析
(1)读冲件图 图8-6所示的换档叉,是冲压成形部分的产品图,由圆弧和直边组成的叉口部分标注有公差要求,外形有Ra3.2的表面粗糙度要求。外形大部分由圆弧组成。叉口内侧圆弧有6mm宽的双面台阶,高度为0.5+0.30。台阶面有Ra1.6的表面粗糙度要求。材料为10钢。
(2)冲件工艺分析
1)用落料冲切的方式成形外形,生产效率高,质量稳定,材料利用率高。
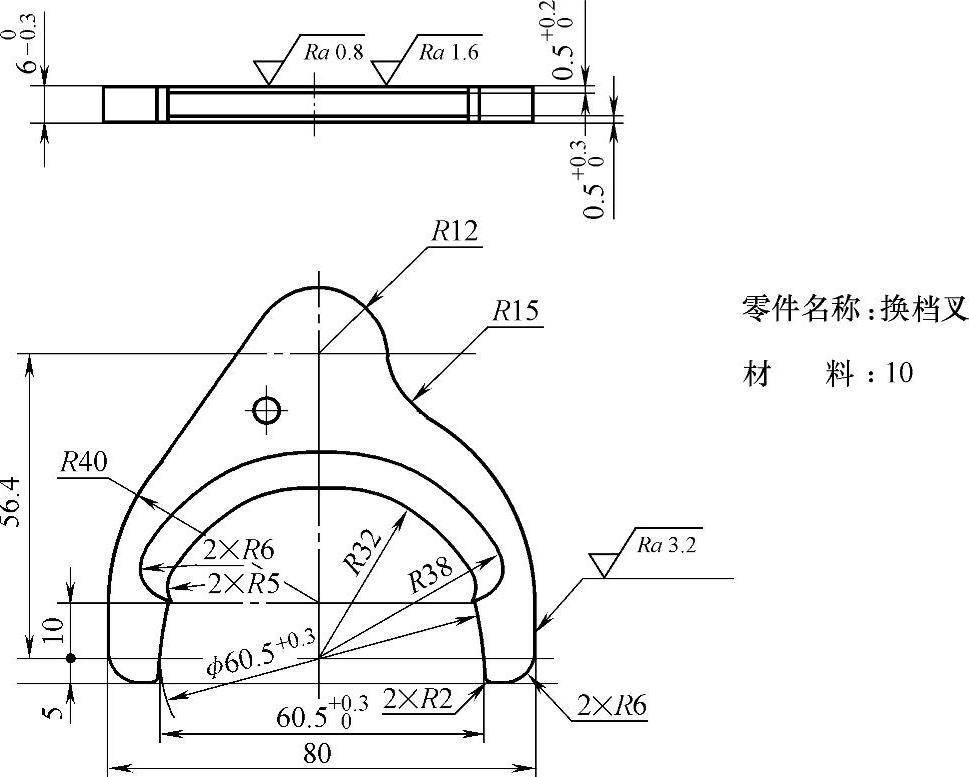
图8-6 零件冲压工艺图
2)普通冲裁剪切面不垂直、塌角大、表面粗糙度高、尺寸精度较差。所以必须用粗冲后加整修的方法,来满足冲件的质量要求。
3)由于大面有较严格的表面粗糙度要求,冲件整修后应安排对两大面磨削加工,可以保证厚度尺寸及两大面平行。消除热轧材料表面的缺陷,消除冲裁时留下的塌角等。所以,选择板料厚度时应考虑加工余量。
4)叉口内侧的台阶,用机械加工方式成形,存在较多问题:生产效率低,质量不稳定,如:深度尺寸、加工表面粗糙度不符要求;加工不到位或超过界限;甚至有时出现其中一边未加工等。采用双面挤压成形的方式,就可解决上述问题。还可以同时压出标记符号。
2.落料模
图8-7所示就是用于换档叉落料的粗冲模。它的特点是:
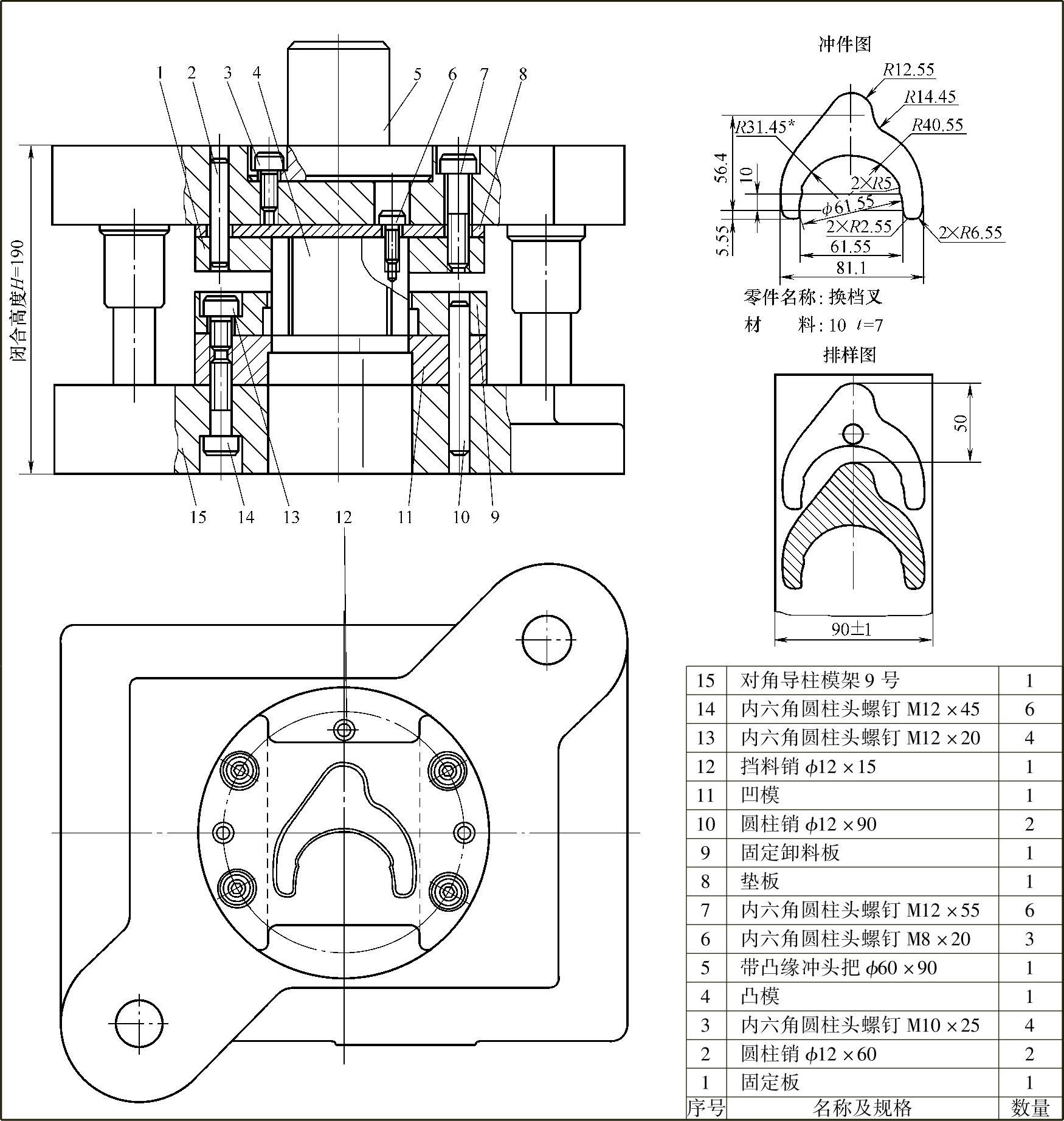
图8-7 落料模
1)粗冲外形为后工序整修预留了冲切余量,加厚的材料厚度是为磨削两大面预留的磨削加工余量。
2)采用单件正排方式,利用冲件的形状特点,排样时后一件小端头部伸入前一件宽大的叉口内,步距大大小于冲件长度方向尺寸,材料利用率得到提高。
3)模具选择固定卸料方式,卸料力大且稳定。同时在固定卸料板9上加工导料槽为条件送进导料。而且还在导料槽前后两端加工缺口,方便送料操作。挡料销12定位。
4)直通式凸模4,便于切割成形加工。内六角圆柱头螺钉6拉紧固定。
5)凹模11外形为圆形,加工方便,节约材料,模具结构紧凑。
6)采用标准对角导柱模架15,带凸缘冲头把5。
7)模具使用时出现的问题及原因分析:
①挡料销12一经使用即被冲断。原因是厚材料落料冲切形成的扩张冲击力直接作用在挡料销头部造成的。
②送料操作障碍:落料冲切后因材料厚,变形较大,翘曲高,可适当校正,宽度变化临时不便做出调整,造成送料干涉不便。
③底座漏料孔中的伸出部分出现变形,甚至裂纹失效。因为此处较大的冲裁力作用在处于悬空状态的部位,底座又是铸铁材料,强度及韧性较差所致,进而影响凹模强度。
所以,不能适应大批量的生产作业,必须加以设计改进。
3.改进后的落料模
图8-8所示就是经过改进设计的粗冲落料模,它的主要特点是:
1)采用钢质加厚底座12的四导柱模架,再加上加厚型的凹模15,承压强度大幅度增加,底座中部不会再受冲压力影响而发生变形,更不会开裂折断。模架的寿命有了可靠的保证。
2)固定卸料板17的导料槽前端加宽,条料冲切后宽度的增加,也就不会对送料操作产生影响。
3)将传统的前推式挡料改为回拉式挡料定位。如排样图所示,落料冲切时材料扩展的冲击力再也不会作用在挡料销16之上,反而会使材料远离挡料销,所以挡料销再也不会被冲击力折断。
4)模具的其他方面基本没有变化。但进入批量生产后,由于材料厚度大,凸、凹模刃口容易变钝,若继续冲裁作业,对冲裁的质量就会带来很大的影响,甚至会对凸、凹模刃口带来损伤。因此,返修刃磨刃口就比较频繁,必须停止模具的正常工作送到维修处修理。刃磨凹模刃口受导柱长度的影响,还必须拆下来单独刃磨,再组装复原。需要占用很长的时间,所以不得不用增加模具数量的办法来适应生产的需要。
4.通用模架落料模
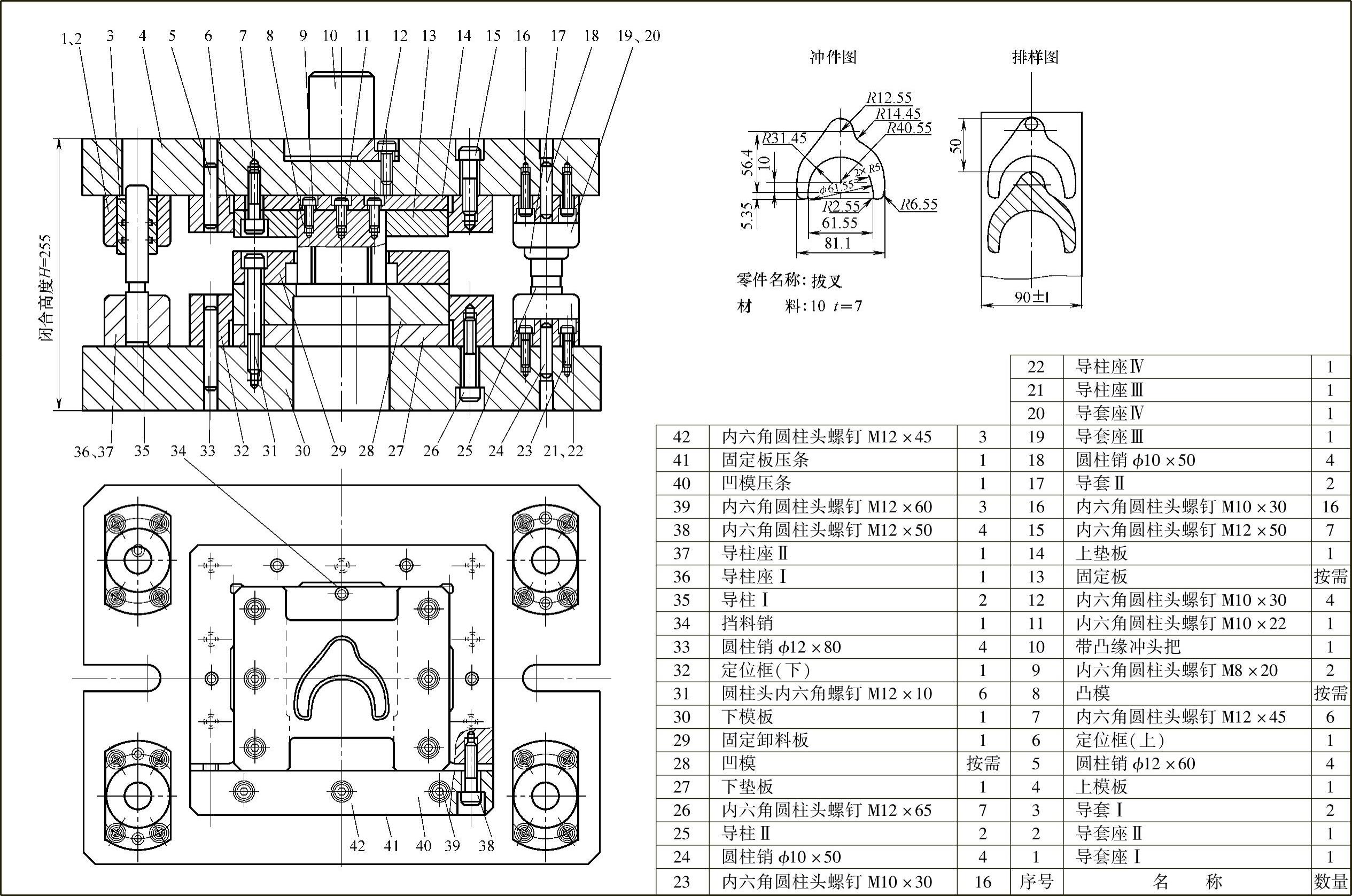
为解决模具维修、更换占用较多辅助时间,降低模具制作成本的问题,再次对落料模的设计加以改进。图8-9就是改进设计后的落料模。它的主要特点是:
1)将模架改为通用的结构形式,上、下模分别安装固定有方向、位置对正的上定位框6和下定位框32。正面开口,分别用七颗圆柱头螺钉固定和四颗圆柱销锁定。框内三面用来给固定板13和凹模28定位。
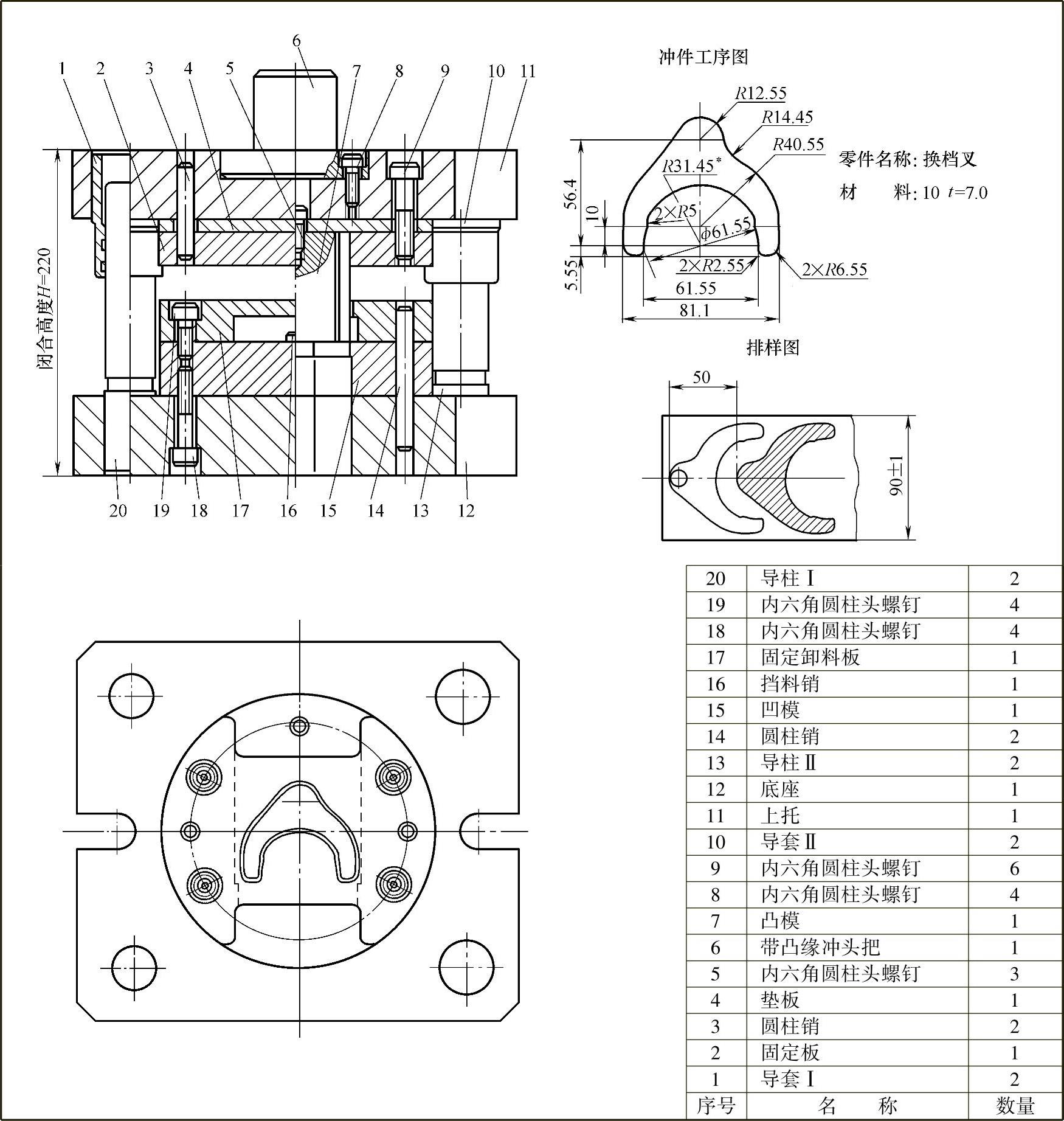
图8-8 改进设计的落料模
2)凹模28为矩形,外形形状、尺寸均有严格要求,与下定位框32形成良好配合实现凹模在模具中的定位。制作时应保证型孔与外形之间的方向、位置关系要求。同样的道理,固定板13也是利用规则的外形与上定位框6配合实现定位,并保证外形和凸模8固定孔之间的方向、位置关系和凹模28一致。确保分别单独装配固定后,凸模8和凹模28型孔间有较好的配合关系,间隙的均匀变动量不超过0.1mm。
3)凹模28和固定板13利用定位框定位后,不再需要圆柱销来锁定方向、位置。直接用内六角圆柱头压紧固定,拆装方便,可以在机上快速更换,实现模架的通用。定位框开口一侧安排了专门的压条40、41,从侧面对凹模28和固定板13加压,保证定位的效果及工作时的稳定性。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-9 通用模架落料模
4)为了保证定位框的稳定性,不但用较多的螺钉拉紧固定,而且还共安排了四颗圆柱销来锁定位置,尤其开口两侧安排圆柱销,可以防止宽度尺寸发生变化,影响定位效果。
5)凹模28下面安排了加厚的下垫板27,可以提高型孔内凸出部分的抗变形强度。固定板13上面安排了适当加厚的上垫板14,便于为固定凸模8的螺钉9和11加工沉头孔。
6)为提高模架导向装置的装配质量,方便制作,选择了可拆卸导向装置。上、下模板4和30不再需要组合镗孔。
7)模具制作要点:
①凸模8、凹模28更换件必须按设计要求制作。凹模28型孔还要保证与外形的方向位置关系,确保装入定位框后位置偏差小于0.1mm。固定板13也同样如此。
②凸模8和固定板13孔的配合过盈量不宜过大,在保证牢固的情况下便于装配,防止出现偏斜影响与凹模型孔的对正。
③凸模、凹模的制作数量可根据实际需要决定。固定板制作2~3块即可。固定卸料板未安排销钉锁定,凸模通过孔可适当加大一些。装配时利用螺钉过孔适当限制位置时,不会与凸模发生干涉。数量上也可安排一件备份。
④凸模制作时,应注意保证两端面与型面垂直。上垫板14也可作两件,保证一件在正常工作时,另一件和凸模、固定板一起完成组装,可以加快更换进度。
⑤上、下定位框除了制作质量外,装配是非常重要的环节,尤其要防止开口部位尺寸的变化和上、下两部分方向、位置的对正。是保证快换效果的决定因素。
8)模具使用要点
①为确保和延长凸模、凹模的使用寿命,获得理想的剪切质量,必须保持刃口的锋利。所以应适时更换已变钝的凸模和凹模,并及时对刃口进行修磨、确保处于正常的工作状态。时间掌控可通过观察,记录等方式了解模具使用过程中的变化规律,从而制定刃口修磨计划。
②更换时应注意将组合面擦拭干净,保证定位的准确性。凹模及固定板压紧螺钉,应在确认定位可靠后再逐个压紧。上、下压条是确保凹模和固定板定位可靠和工作时稳定而设的。其作用不可忽视。应先压紧凹模和固定板,再压紧压条本身。
5.整修模
由于冲件外形有尺寸要求和表面粗糙度要求,必须安排对外形的整修,由于冲件材料较厚,必须安排2~3次整修方能获得理想的效果。各次整修的尺寸不同,但模具结构则基本相同。图8-10就是最后一次的整修模,它的结构特点是:
1)叉口内侧R32∗因后工序挤压变形时,台阶部分的材料将转移至此,所以圆弧半径大小应经过试验验证的方式来确定,而且还应最终反映到粗冲落料尺寸上。
2)工序坯件用开放式定位板12成形面定位,前方下面有通槽,便于清除整修冲切的碎屑。
3)由于是最后一次整修,凹模型孔必须满足冲件的最终成形及尺寸要求。R32∗则由挤压试验验证后决定。
4)模具选择中间导柱模架1,便于操作,带凸缘冲头把5,拆卸方便。
5)使用时应选用合适工具推送工序坯件,确保到位和余量均匀。
6)制作时除保证凹模11型孔质量外:还应保证定位板12的装配质量,确保定位侧面与凹模11型孔的方向,位置关系正确,从而保证冲件外形整修余量均匀。
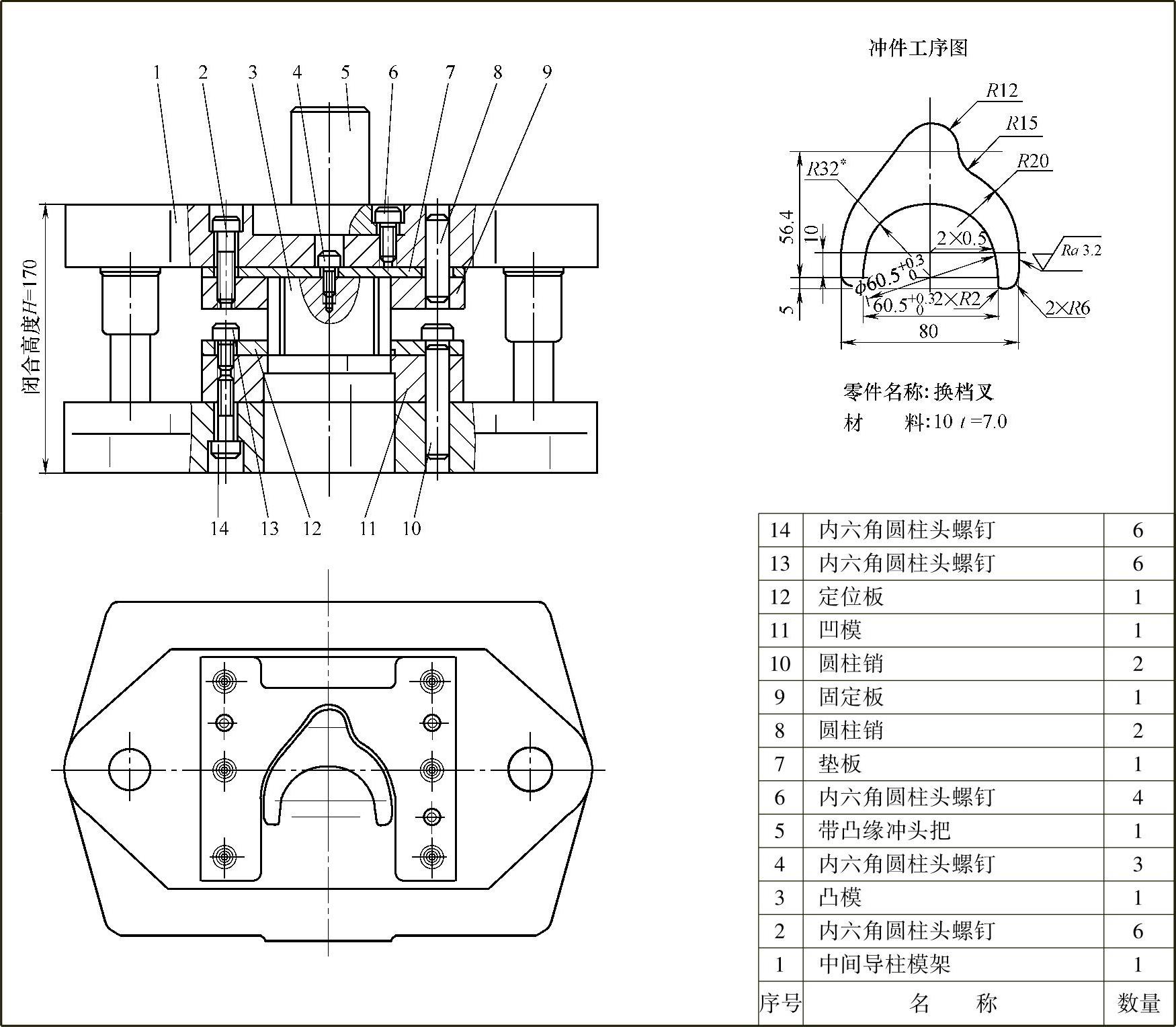
图8-10 整修模
6.挤压成形模
图8-11所示就是拨叉双面台阶的挤压成形模,它的基本特点和动作原理如下:
1)模具选择非标准中间导柱模架,加厚的钢质下模板23,加上加厚的下垫板17,有足够大的强度来支撑挤压时的压力。加上圆形的凹模14,模具结构紧凑。
2)上凸模6合模进入凹模14型孔,可利用孔口斜度导向,所以反复拆装都能获得理想的对正关系,不需要专门安排锁定。因此,模具上、下可拆卸的导向装置,均未采用圆柱销,制作简单,拆装方便。
3)上凸模6直通式,便于切割成形加工,装入固定板8,直接用内六角圆柱头螺钉7拉紧固定。
4)下凸模20和顶板22用螺钉21连接固定,既用于挤压成形,还用于推件出模,并在圆钢丝弹簧19的作用下,停留在凹模14孔口位置,便于取件和支撑下一个工序坯件,防止产生偏斜。
5)工序坯件利用凹模14的成形台阶面实现定位,利用孔口斜度导正,在上凸模6合模的推压作用下,顺利进入到挤压成形部位。
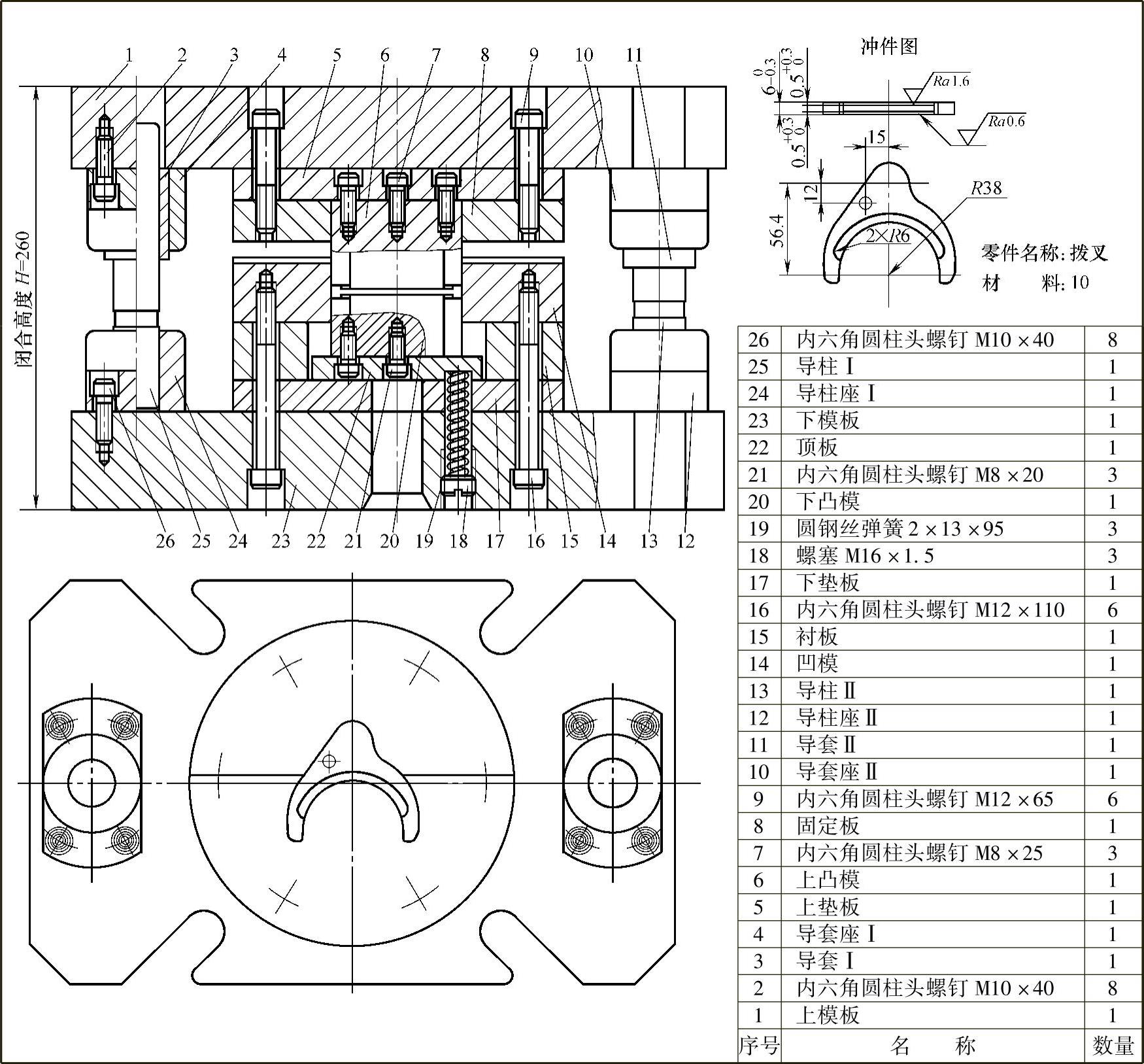
图8-11 挤压成形模
6)模具的动作原理:
工序坯件摆放在凹模14型孔内的下凸模10端面上,利用成形台阶实现定位;合模时上凸模6推动工序坯件进入凹模14型腔,当顶板22到位后两凸模开始成形台阶挤压作业;完成后分模,利用冲压设备液压顶出装置,通过顶板22和下凸模20将冲件推至凹模14孔部取出,再放入下一个工序坯件继续作业。
7)模具制作时,首先必须保证凹模14型孔满足冲件外形尺寸要求。两凸模与型孔配合良好,不能有太大间隙,以便挤入材料形成毛刺。凸模工作端棱边仅可轻微倒钝,不能倒角或作出圆弧,防止挤入材料。模具装配时,应让上凸模6和凹模型孔处于自然配合状态时,拧紧上、下模螺钉,单独装配拧紧可能发生位置偏斜。
8)使用时,首先应选择压力足够的压机来配合工作,并有足够的顶出力保证推件顺利。注意:在没有放置冲件时不能合模加压,以免对模具造成损伤。
9)上、下凸模用于挤压成形的凸出部分棱边多次使用后,可能变成圆角影响成形效果,可采用降低型面再磨台阶高度的方式返修,恢复凸模的正常功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。