



图7-24所示是一套冲切方式和定位方式已完成改进设计的级进模。模具改进的原因及结构如下:
1.模具设计改进前的状况
(1)模具结构的基本情况
1)冲件外形简单,中、下部有三个小孔,材料厚度2mm,20优质碳素结构钢。相对于材料厚度,孔的直径太小,冲切有难度。
2)模具选用弹压卸料的方式,利用弹压卸料板和小凸模的良好配合来保护小凸模。且小凸模固定部分还加粗并设过渡段。
3)制作完成的模具在试模时就出现了问题:仅冲出第一个完整的冲件,三个小冲孔凸模就全部断裂。后又更换几次凸模,均是如此。而且,三个冲孔凸模是整齐横向断裂,其余部分正常。经分析判断,是因为冲件材料较厚,落料时材料沿落料凸模四周向外扩张,冲孔凸模直径小,强度差,无法承受材料扩张形成的作用在工作端的伸出部分上的冲击力,其余受到弹压卸料板保护,所以形成横向剪切,加上淬火后脆性大。所以被整齐切断。解决的办法,是必须消除直接作用在冲孔凸模冲切时伸出弹压卸料板部分的横向冲击力。
2.更改设计后的模具结构(https://www.xing528.com)
1)采用台阶冲裁方式,即冲孔凸模长度小于落料凸模一个材料厚度以上,待落料冲切形成的材料扩张变形停止后,冲孔凸模才进入冲切工作状态,就不会受到横向冲击力的作用而折断,就可以改变这种凸模被冲折断的不利状况。其实,只要在折断凸模的剩余部分上重新刃磨出刃口,即可形成四种凸模的高度差。为了防出现其他问题,和重新制作模具时不会重复过去的错误,还是要对模具进行改进设计。
2)增设导头定距:用做定位的挡料销17,同样可能受到落料时材料扩张形成的冲击力而被折断。要想避开接触,又不影响正常定位,可以改单一挡料销定位为挡料销17加导头5定位,并在挡料销17位置安排和制作时,造成导头5将条料回拉一定距离再冲裁,挡料销17和材料之间出现一定的间隔距离,可以防止或减小材料扩张所形成的冲击力作用在挡料销上,就可避免受冲击力而折断。
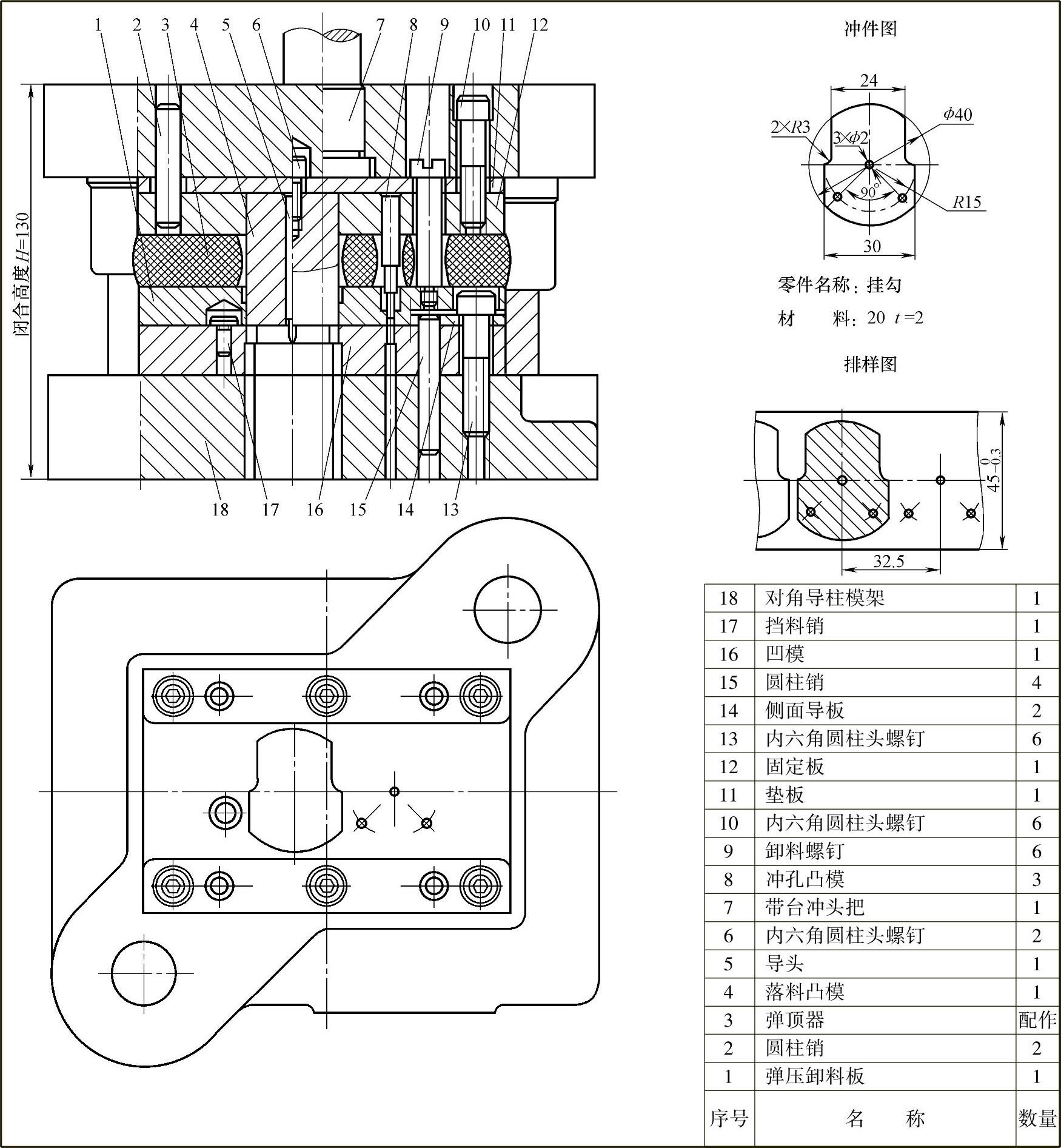
图7-24 改进冲切方式和定位方式的级进模
3)由于冲件孔较小,所以导头5固定端加粗提高强度,并直接用铆接方式与落料凸模4固定连接。
经过改进后的模具,完全进入正常工作状态,强度较差的冲孔凸模8是比较薄弱的环节,宜选择韧性及强度较好的材料制作,并适当备份,以便需要时更换。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。