



1.改进前的模具
图7-13所示是一套一模一件的级进模,它的特点是:
1)冲件为10F钢,厚度5mm,两端大小差异较大,大端还有一个圆孔。这种厚度的钢质冲切不适合用复合成形的冲切方式,所以选择了级进模。
2)采用单件横排方式,冲孔后下一步就落料,模具结构紧凑。但生产效率不高,材料利用率较低。
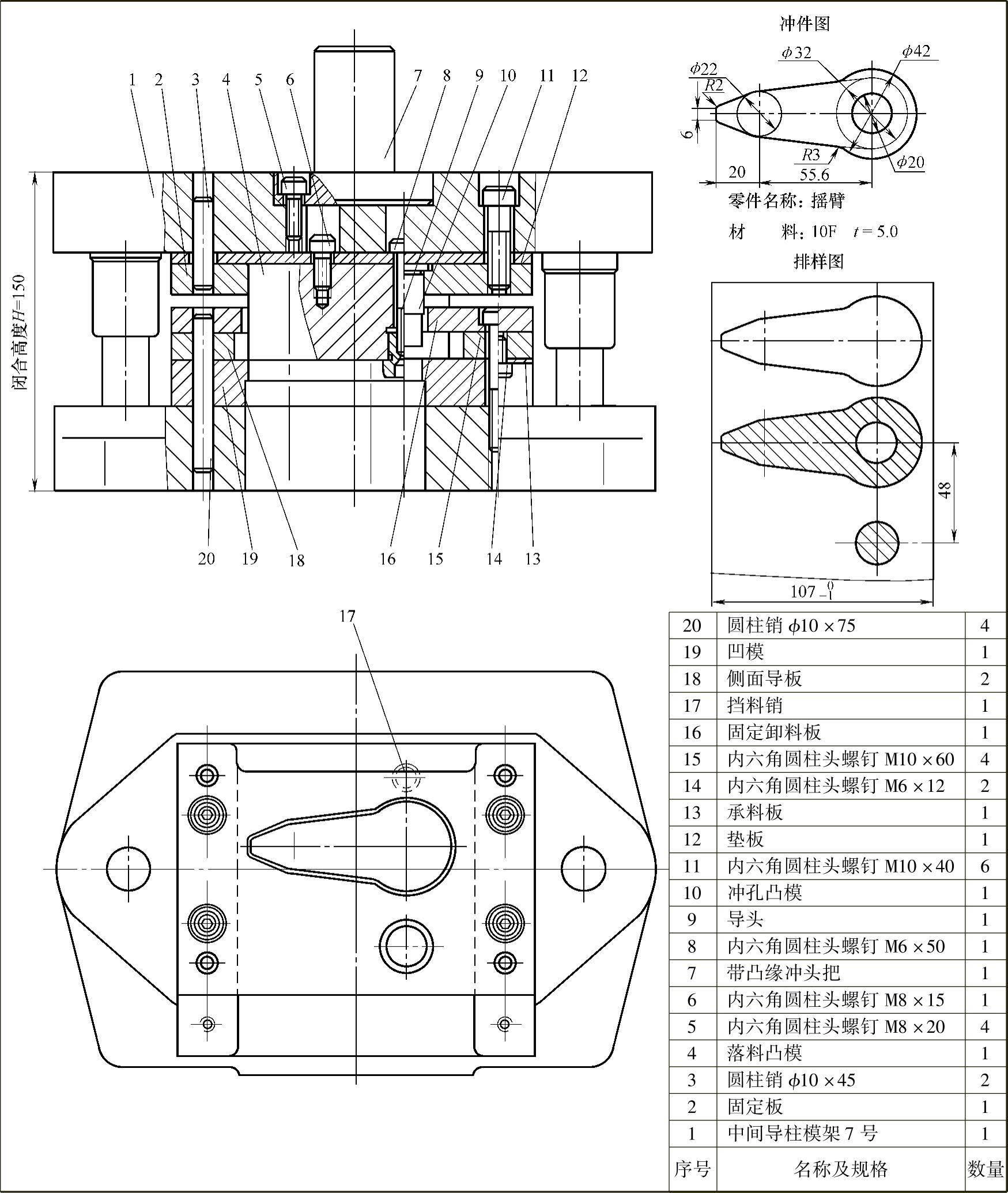
图7-13 单件排样级进模
3)选择纵向送料,挡料销17加导头9定位。冲件孔和外形的位置关系容易得到保证。采用回拉导正条料,可以防止落料时的扩张力冲断挡料销17。
4)双侧面导板18便于调整导料槽宽度和方向。
5)导头9用螺钉8拉紧固定,同时也可拉紧落料凸模4,但拆除不太方便。
6)模具选用固定卸料方式,卸料力大且稳定不变。安排承料板13,方便操作。
7)模具采用冲孔凸模10比落料凸模4短一个多材料厚度的台阶式冲裁,保护冲孔凸模10不受落料时材料的扩张力而发生偏斜。
8)选用标准中间导柱模架1,和带凸缘冲头把7。
9)由于生产效率和材料利用率偏低,适合于批量不大的生产规模。
2.改进后的模具
图7-14就是经过改进设计的模具,它的特点是:
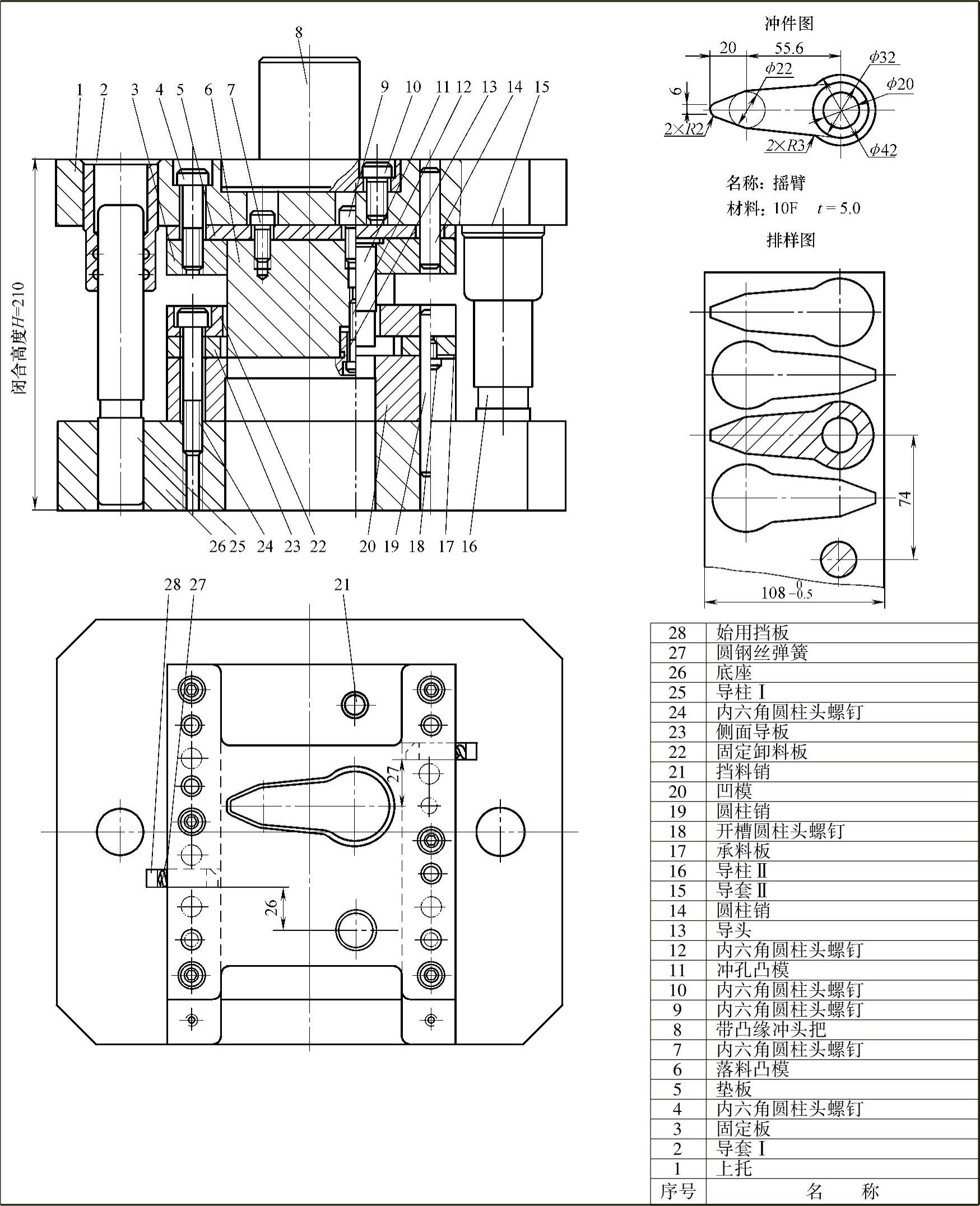
图7-14 交叉双排单冲级进模(https://www.xing528.com)
1)排样方式改为了两件交叉对排,材料利用率有明显的提高,这对材料费用在产品成本中占有相当比重的冲压零件,意义是非常重大的。
2)模具仍采用每模冲一件的形式,模具结构仍然比较简单,只是由于步距增大,模具的体积要较单件排样时大一些。
3)结构上与图7-13模具不同的是:
①安排了两处始用挡板28,为每条料头两步冲切定位。
②导头13采用螺钉12的压紧方式固定,拆卸方便,上模部分只需拆除带凸缘冲头把8,即可直接安装在平面磨床上整体刃磨凸模刃口,而且安装、转动方便、安全。
③模具选用非标准钢质模架,强度高、结构紧凑。凹模20也为加厚型,刃口部分较长,可以延长使用寿命。为了让模架得到充分的利用,在模具凹模20左、右两侧全长度范围,让过螺钉和始用挡板,安排了三组圆柱销安装位置,即俯视图上一组粗实线位置和大小不同的两组双点画线位置,用来在更换凹模时,不重复用原销孔(原孔也是不能用的)。而且,同一个位置的销孔,还可以通过由小到大变换几种尺寸,又可多获得更换的次数,这样就可以大幅度延长模架的使用寿命,降低模具制作成本。
4)制作时应注意的问题:
①侧面导板23的导料方向调整应是重点,以免对导头13导料发生干涉,导料槽宽度应为条料移动留出合适的空间,有导头23导正,冲件一般不会有位置偏差问题。过余紧张引起导料干涉反而不好。
②挡料销21的挡料位置宜适当靠前,以便造成回拉导正的状态,可以防止挡料销被材料落料时的扩张力冲断。
③凹模上的销孔位置误差应得到适当控制,保证在扩大孔径时,孔的形状完整。
④垫板5也可预留销钉通过孔,以便更换固定板3时选用。
5)使用时的问题。
①采用每条料先冲完一个方向再冲另一方向的方式比较合适,因为条件无法翻转,抽出翻转就会大幅度降低效率。
②冲完一个方向后,条料可能出现少量弯曲,若对送料有影响,可用简单方法适当校直。条料长度应加以控制,以便调头冲切时可直接进入正常定位。用现场验证的方式比计算决定更为可靠。
6)模具同样采用固定卸料,带承料板,台阶冲裁等方式,不再重述。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。