



如图7-5所示,是一个多孔冲件的影像图。冲件上有多达15个以上的形状各异的孔,还有部分与外形相通的缺口槽。有的孔甚至由30多条边来组成,形状怪异,仅一个孔也无法用一次直接冲切成形的方法来成形。所以,必须采用分解加分组的冲切成形方式,由多套冲孔模来组合完成全部的冲切成形。
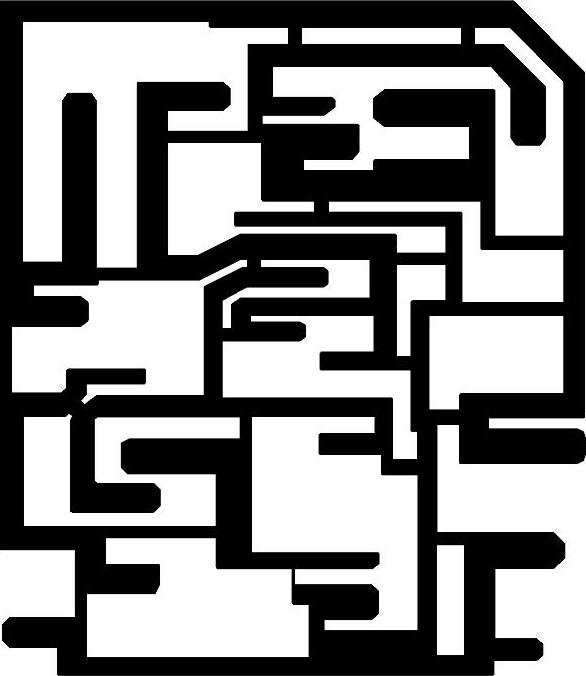
图7-5 冲件影像图
图7-6就是冲件的平面投影图。图7-7则是分解分组冲切内容的工艺安排。

图7-6 冲件平面投影图
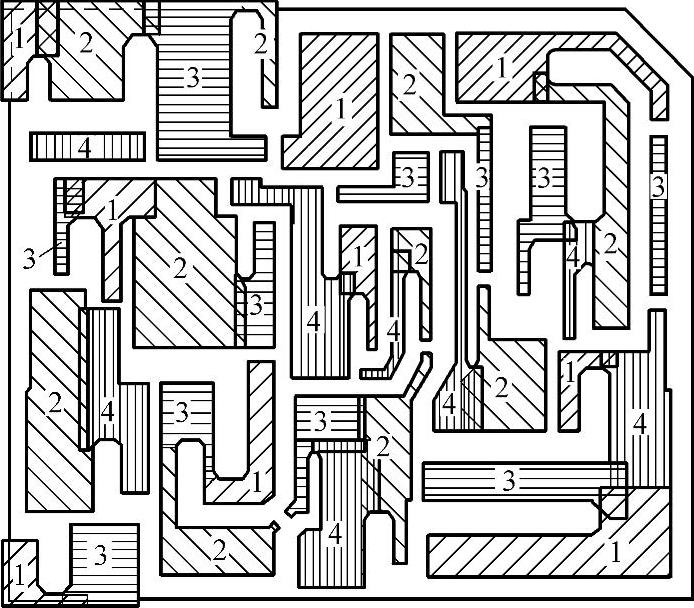
图7-7 分解分组冲切工艺图
从图7-7冲件分解分组冲切工艺图看到,将全部的成形内容,包括分布在中间部位的孔,和与外缘相通的各种形状缺口,其分为四组,也就是需要用四套冲孔模来组合完成全部冲切成形内容。而且,有的一个孔都要分解到不同的几套模具上冲切,有的孔甚至在所有的四套模具上都有冲切内容。
另外,为防止因对接错位而影响连接部位质量,还采用了超越冲切范围,形成多处共同冲切区域的状况。(https://www.xing528.com)
图7-8就是用来完成第1组冲切内容的冲孔模,它的基本特点是:
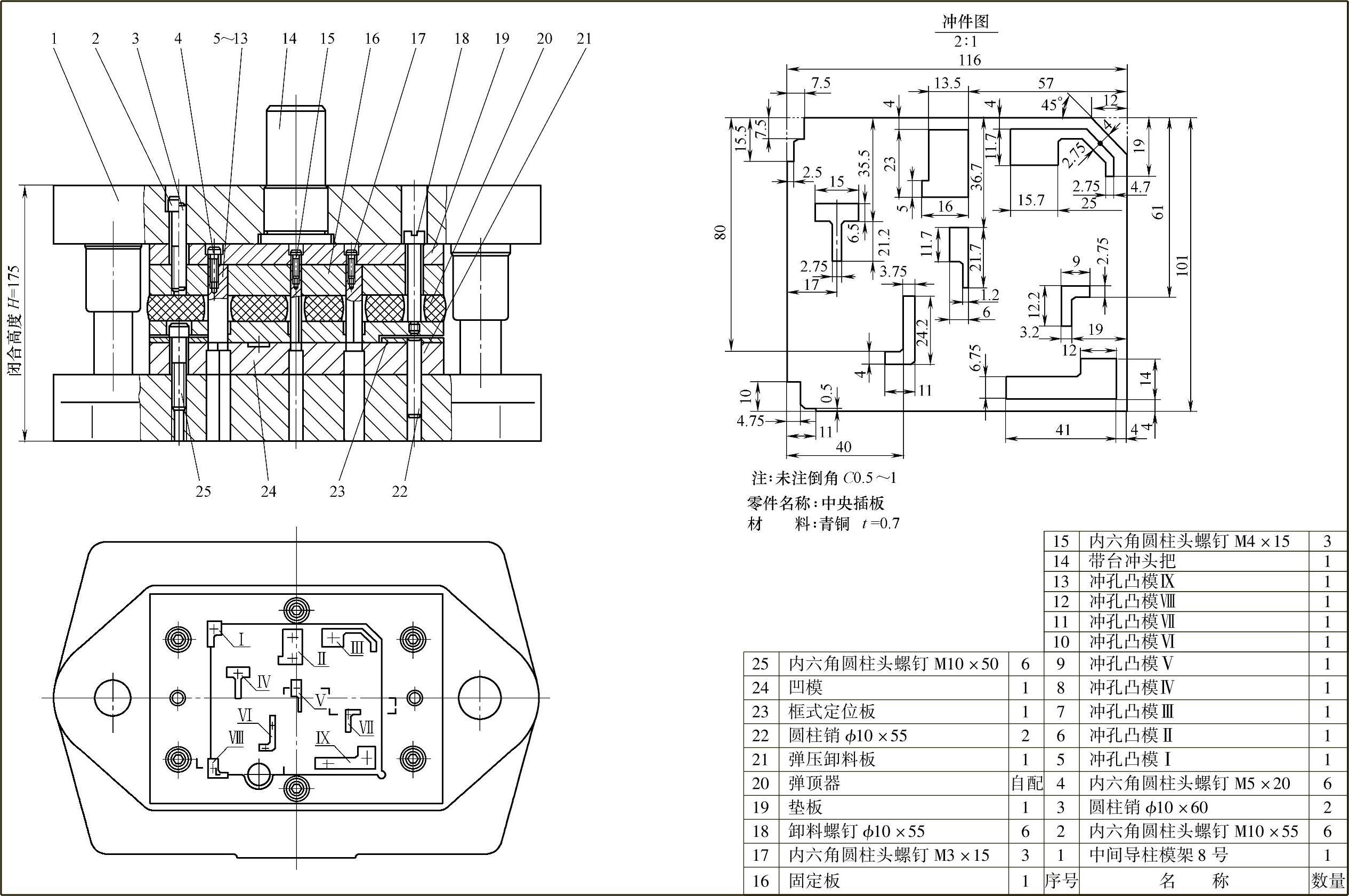
图7-8 多孔件分组冲孔模
1)冲切内容分布恰当,各孔形状简单,不会给制作、凹模强度和固定板型孔安排带来过多不便。
2)凸模全部采用直通式,便于用线切割方式从同一块坯料上切割分离出所需不同形状的凸模。不但可以节约材料,还能节省坯料制作的时间和加工费用。
3)凸模全部采用螺钉拉紧的固定方式,螺孔位置应选择在宽度较大的部位,螺钉规格也随凸模实体的宽度大小而定,确保螺纹的有效配合和防拔脱能力。
4)完成外形冲切的工序坯件,用整体框式定位板23定位。为方便取件,在靠近操作者的图示下方的定位板边缘开了一个圆弧缺口,并在凹模24的相应位置加工了一个浅圆坑,以便完成冲孔后用简易工具协助取出冲件。
5)模具选用弹压方式卸料。弹压卸料板21中间有凸出的台阶,高出定位板23的厚度,有利压料。
6)由于是分解分组冲切,同时用外形、而不是用先冲的孔来定位,所以冲孔可不分先后,只要有设备配合,都可以各自进行冲切,不会发生干扰。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。