



【摘要】:图7-1所示是一套大间隙冲切的落料模,它的主要特点是:图7-1 大间隙模具1)同一套模具,在不作任何改变的情况下,可以冲切成形从0.5到4mm厚度,包括钢、铜和铝及其合金的金属零件,且能有较好的断面剪切质量。钼丝走过时形成的缝隙就自然形成了凸、凹模之间的间隙,用0.11mm粗的钼丝切割的间隙,加上分别对凸、凹模型面的修研,最终双面间隙约为0.27mm。
图7-1所示是一套大间隙冲切的落料模,它的主要特点是:
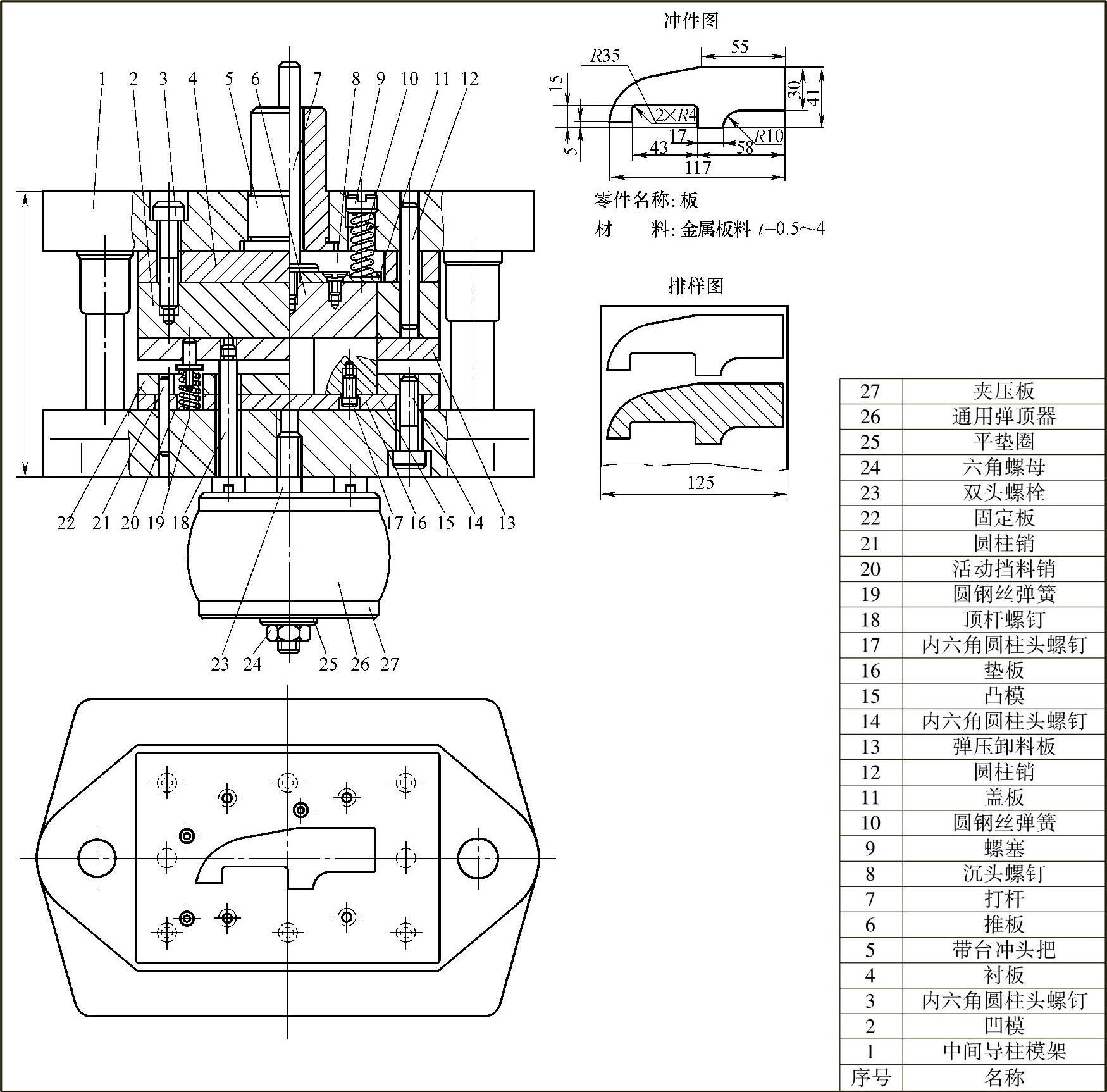
图7-1 大间隙模具
1)同一套模具,在不作任何改变的情况下,可以冲切成形从0.5到4mm厚度,包括钢、铜和铝及其合金的金属零件,且能有较好的断面剪切质量。
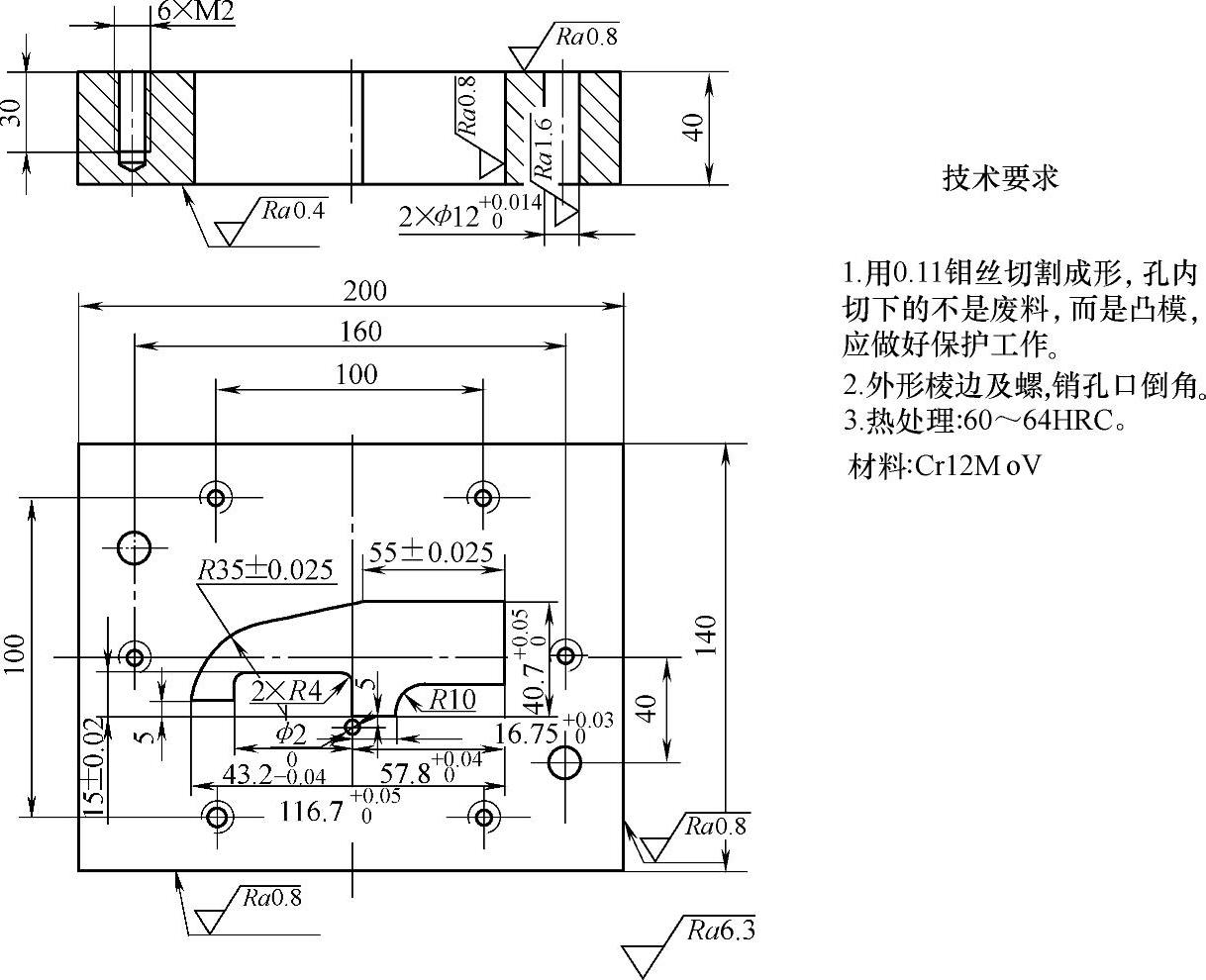
2)凸、凹模用套裁方式切割成形,从凹模型孔中切下的一块材料,就直接用来作凸模。如图7-2所示,就是凹模零件图。钼丝走过时形成的缝隙就自然形成了凸、凹模之间的间隙,用0.11mm粗的钼丝切割的间隙,加上分别对凸、凹模型面的修研,最终双面间隙约为0.27mm。对于冲切厚度2mm以下的金属板材,自然是大间隙了,但对于冲切3mm以上的材料其实应算做小间隙。图上的ϕ2就是切割时的穿丝孔,安排在直边的延长线上,不会留下对接痕迹,距刃口5mm,不会影响凹模强度,尤其凹模是没有扩孔的直刃口。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-2 凹模零件图
3)模具选择倒装形式,便于在下模安排模外可调弹压装置,解决压料和卸料问题,才能为不同材料厚度的冲裁时,提供最为理想的服务。如大间隙冲薄材料时,较大的压料力才能有较好的剪切效果,而较厚的材料冲切又必须用较大的卸料力才能保证卸料顺利。
4)模具选用活动挡料销20为条料送进提供导料和定位,圆钢丝弹簧19为活动挡料销20提供活动用的弹性压力。
5)上模安排附加弹压的刚性打料装置,对于冲切薄软材料,用压料来改善冲切状态,对于冲厚材料,则是配合刚性打料,防止推料障碍。凹模2为直通型孔,与推板6配合长度大,导向性好,也不易发生偏斜。推板6为组合式,便于成形加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。