



图6-13所示是一套冲孔、切槽、拉深、落料四种工艺组合的级进模。它的主要特点是:
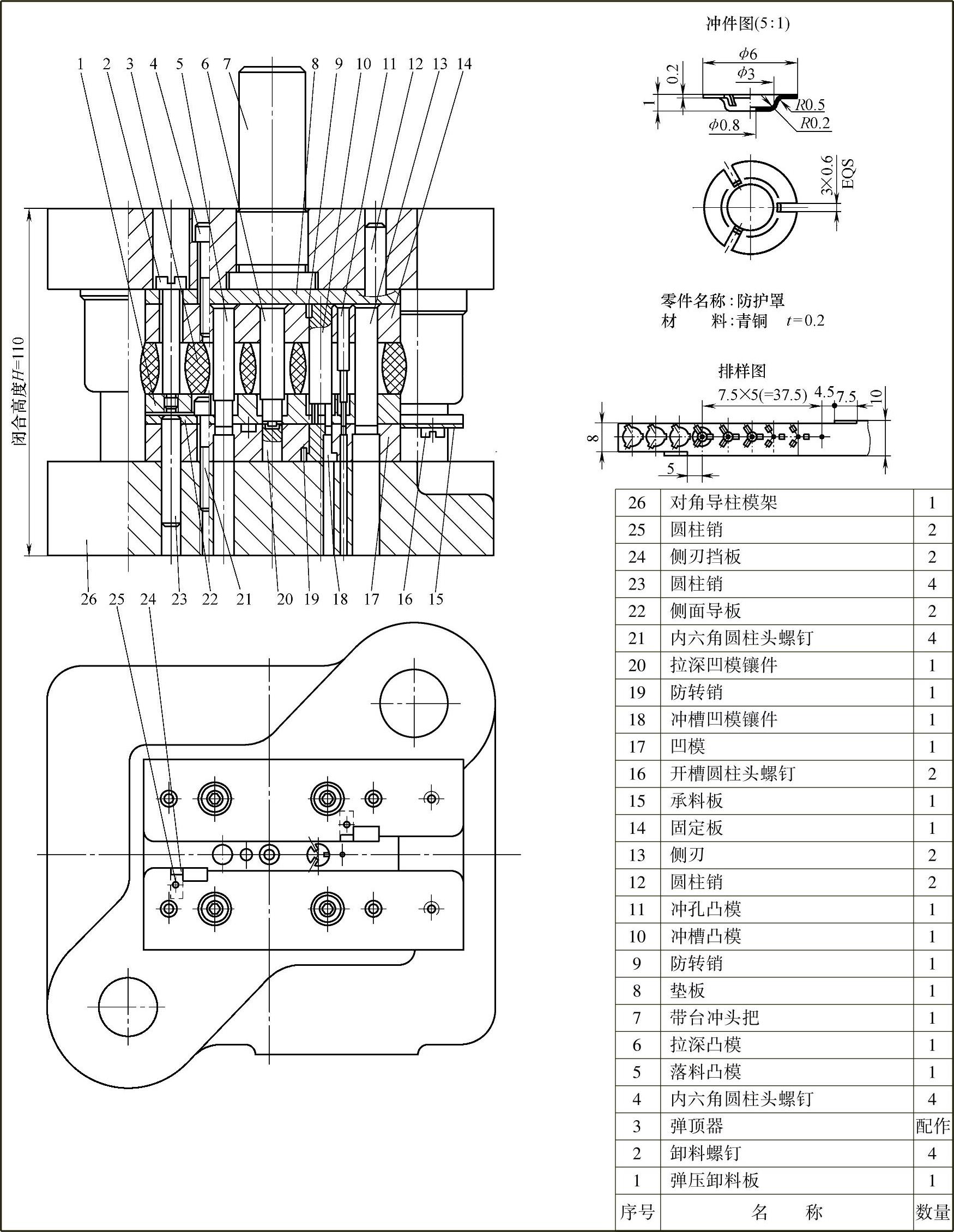
图6-13 冲孔切槽拉深落料级进模
1)冲件尺寸很小,材料为0.2mm厚的青铜带。除了带凸缘拉深外,中心要冲一个直径ϕ0.8的小圆孔,外围还均布有三条0.6mm宽的窄槽。只有将不同的冲压成形内容分开完成,才便于模具的安排,所以选择级进模。
2)模具的级进顺序。第一步:利用侧刃13完成定距冲切;第二步:完成中心圆孔冲切;第三步:完成三槽冲切;第四步为空步;第五步:完成拉深成形;第六步:又是空步;第七步:完成落料冲切,即可获得成形完整的冲件。
3)两处安排空步,是为便于固定板14凸模固定孔的安排,便于装配时位置的调整。
4)凹模17采用局部整体组合的结构形式,为制作、维修、更换提供方便。其中冲槽凹模镶件18安排了防转销19锁定已调正的方向。拉深凹模镶件20并不存在拔模力量,所以只作成圆柱形与凹模17孔紧配即可,未采取防拔脱措施,更便于制作,返修和长度修配。
5)冲孔凸模11固定端加粗,并设有过渡段,既改善了工作时的强度,又可防止应力开裂。
6)冲槽凸模10三槽为一个整体。固定端加粗为圆形,用防转销9来锁定已调正的方向。工作部分比较单薄易变形,调整也比较困难,制作零件时应适当多备坯同时制作,选用其中合格的装入模具,余下的合格件可用来作维修更换的备件,应妥善保存。
7)凹模上第六步空步位置,为条料拉深的凸出成形安排了合适大小的让位孔,防止成形受压变形。(https://www.xing528.com)
8)模具选择双侧刃13加挡板24定距,条料全长度都能得到充分利用,定距稳定、可靠、精度持久。
9)模具采用橡皮为弹顶器3的弹压卸料方式,具有卸料和压料的双重功能。加上承料板15的配合,操作方便、稳妥、安全。
10)模具制作的重点如下:
①冲槽凹模镶件18及冲槽凸模的制作,还有装配时的方向,位置调整。
②冲孔凸模11的制作和装配。
③装配时冲切凸模、侧刃13与拉深凸模的长度调整。
④侧刃13定距冲切长度的控制,防止累积误差对冲件位置关系的影响,以及侧面导板22导料槽宽度和导料方向的调整。
11)使用时注意的重点是:选择滑块锁定可靠稳定的冲压设备,模具安装时的冲压深度调整,确保冲件成形合格,模具使用安全。
12)模具易损件是冲槽凸模10,也是维修更换的重点。任何一次维修、更换都要仔细检查各凸模的长度关系是否正确。还包括拉深凹模镶件20的成形深度,必要时都必须予以修正,不把问题带到使用现场。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。