



如图6-12所示,是一套切口、弯曲、冲孔、落料四种工艺组合的级进模。它的主要特点是:
1)冲件呈长圆形,除一端有一个长圆孔外,另外还有两处不同状态的切口弯曲成形,选择级进模用分步冲切成形的方式是比较理想的工艺选择。但模具结构、尤其是成形动作关系比较复杂,制作、尤其是装配有一定难度,使用时模具冲压深度的调整应格外小心。
2)模具的级进顺序:
第一步,利用侧刃13完成定距冲切,同时切口弯曲凸模12完成冲件右端5×2高度1.5成形的切口弯曲;第二步,除完成首步相同的内容外,未增加新的冲切成形内容;第三步,加一个切口凸模11的切口内容;第四步,又无新的冲切内容;第五步,由弯曲凸模10将切口凸模11切出的部分完成弯曲;第六步,又不增加新内容;第七步,由冲孔凸模8完成冲孔;第八步,又轮空;第九步,才完成落料冲切,获得完整成形的冲件。
3)模具级进次数多,每一步之间都空一步,有利固定板型孔的安排和装配时对凸模位置的调整。但由于步数多,侧刃冲切后的定距误差积累可能影响冲件各部分成形的位置关系,所以制作时一定要严格控制定距误差。
4)为保证切口后高出的部分不卡在凹模型孔内而影响正常送料,在两处切口孔安排了弹压顶出装置。专门弯曲孔的弹压装置则是为弯曲高度提供一个较为灵活的支撑,使用时比较安全。
5)为防止切口的高出部位在送料过程中停留时被弹压卸料力和冲压力作用而变形,在每个相应的停留位置的凹模面上,都加工了一定大小和深度的凹坑来提供让位。为了加工方便,将让位部分连成了一片、形成了图示的形状。
6)由于冲件有凸出的成形部分,不能采用一个推一个的漏料方式,除非每个冲件都一次冲切,同时直接完成漏料,不在凹模型孔停留。增加安排带弹压的落料推件板29,则采用每冲完一件就推出一件,冲件不会重叠受压而变形。推件板还为凸出部位加工了让位槽。确保不会受压变形。在弹压条件下完成落料冲切,冲件大面会比较平整。
7)下模的弹压装置的弹压力都是可以调整的,用弹簧的三处还可以任意拆装,更换方便,还有利模具装配间隙调整时的对光检查和用纸试切。(https://www.xing528.com)
8)冲孔安排在切口弯曲之后,孔的成形质量不会受变形的影响。冲孔凸模8固定部分为加粗的圆形,用防转销7锁定调正的方向。
9)条料由双侧面导板32导料,双侧刃13定距,对于要送九步才能完成全部成形内容的模具,条料全长度都能得到利用至关重要。选用侧刃挡块25可以保证定距的可靠性及稳定性。制作有困难时,也可选用侧刃挡板来挡料定距。带承料板17,操作会更加方便、稳妥和安全。
10)模具选用弹压卸料方式,好的压料效果会使条料、冲件平整、剪切状态好,有利保证剪切质量。选用圆钢丝弹簧16做弹顶器,力量应足够。也可以用橡皮来做弹顶器。
11)模具制作的重点,在于各种用途不同,高度也各不相同的凸模的关系调整,确保协调一致,互不干涉,模具使用安全。
12)模具使用时,重点在于安装时冲压深度的调整,主要是两处切口弯曲的高度应同时满足各自的尺寸要求,还要选择滑块锁定可靠的冲压设备,确保冲件尺寸稳定,模具安全。
13)经过返修的模具,均应认真检查各凸模长度的协调性。
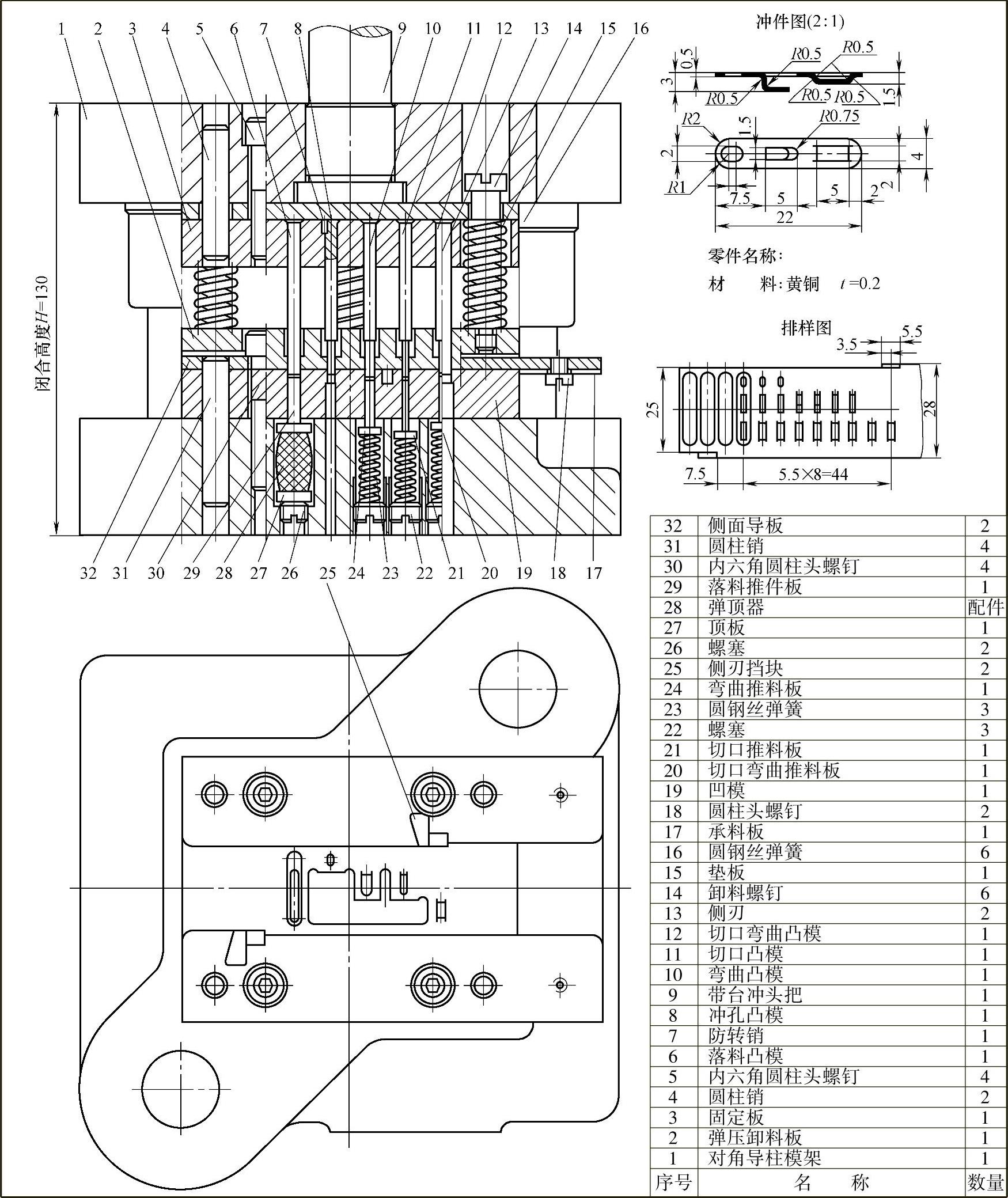
图6-12 切口弯曲冲孔落料级进模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。