



如图5-45和图5-46所示,就是两套内外飞边单独冲切的切边模。由于冲孔尺寸较大,材料为钢质,所以采用单独冲切的方式。以免模具体积过大,增加制作难度和劳动强度,使用也不够方便,分布较大的漏料问题还需要解决。
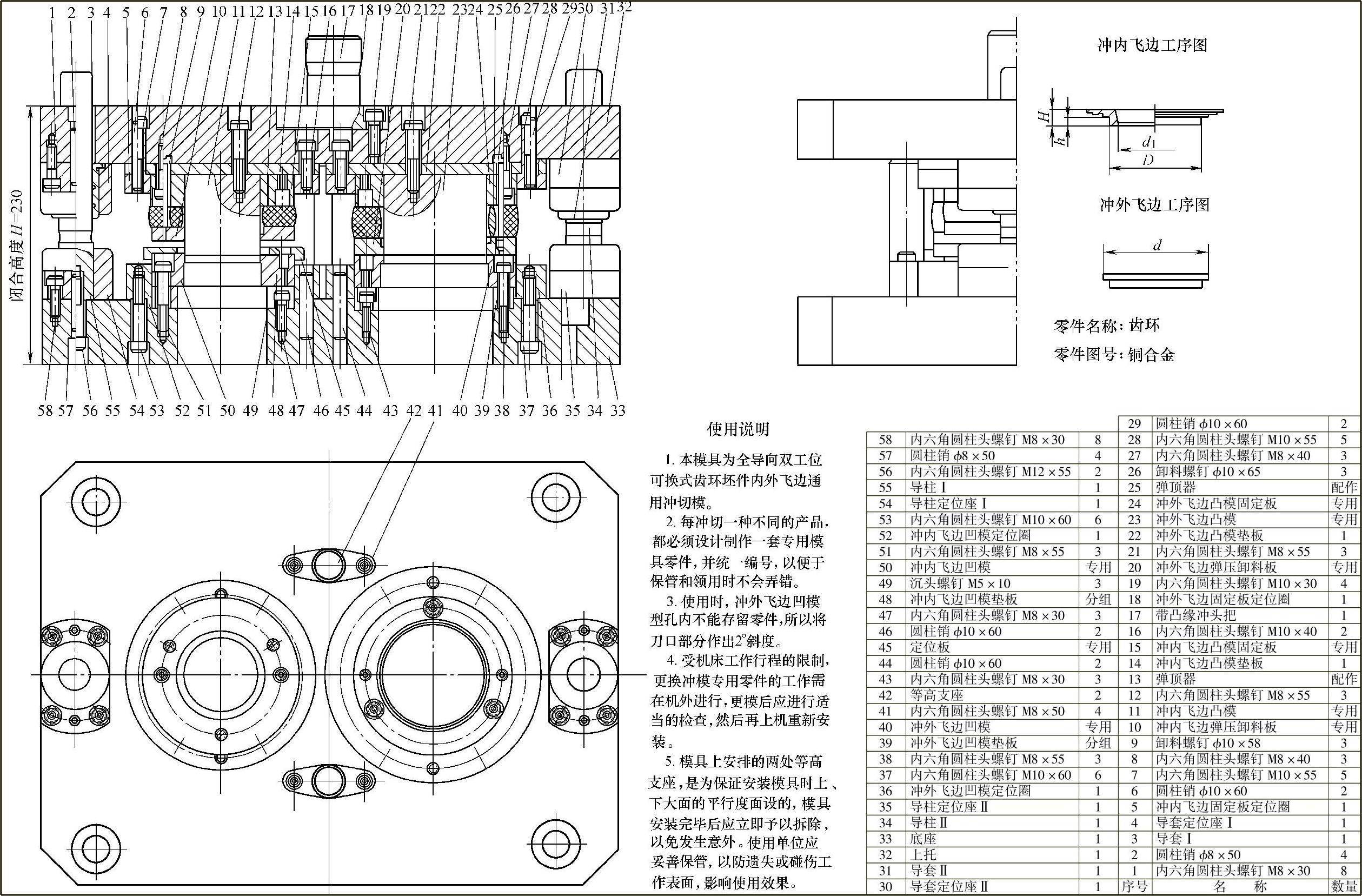
图5-43 通用双工位切边模
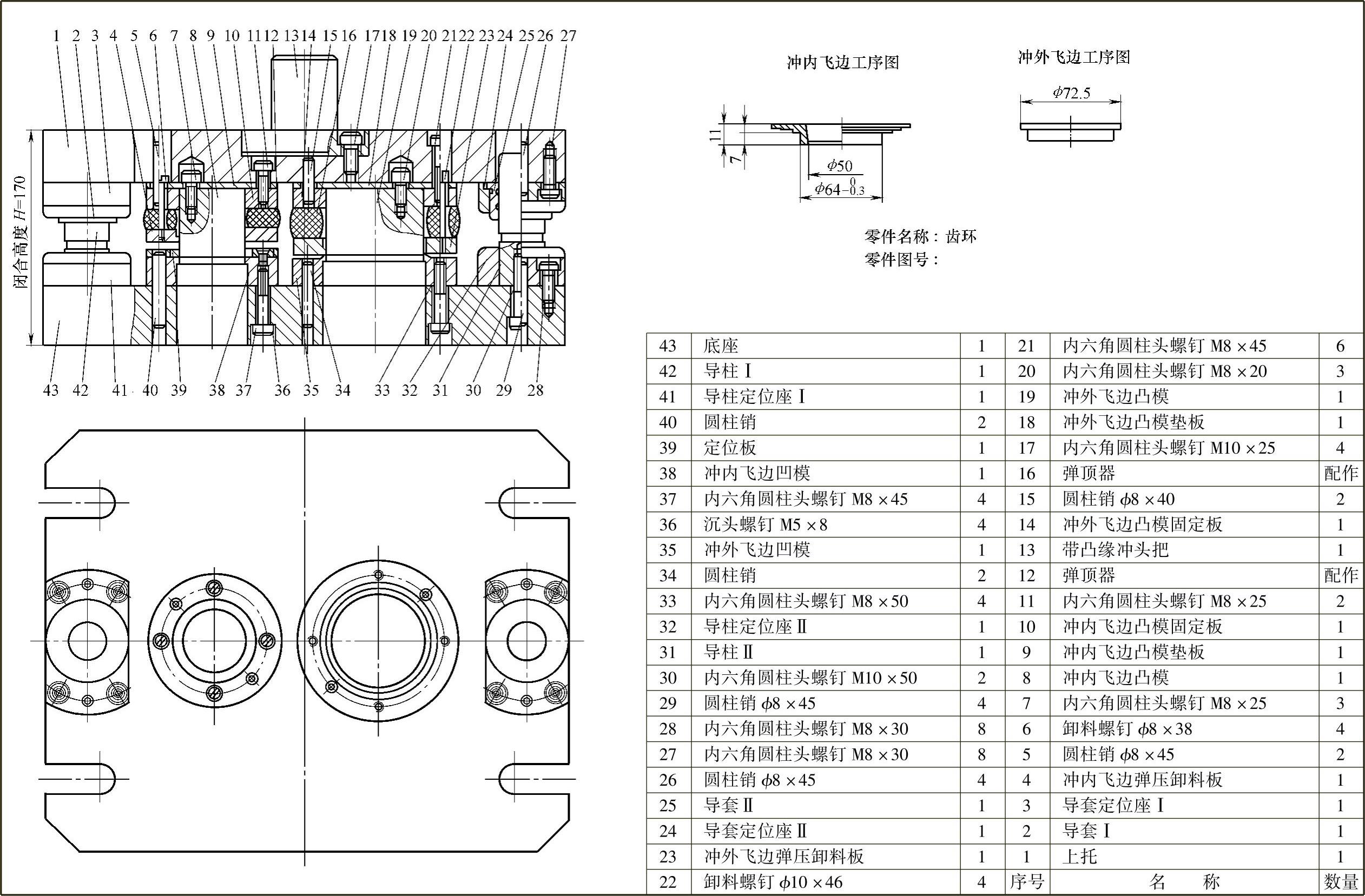
图5-44 专用双工位冲切模
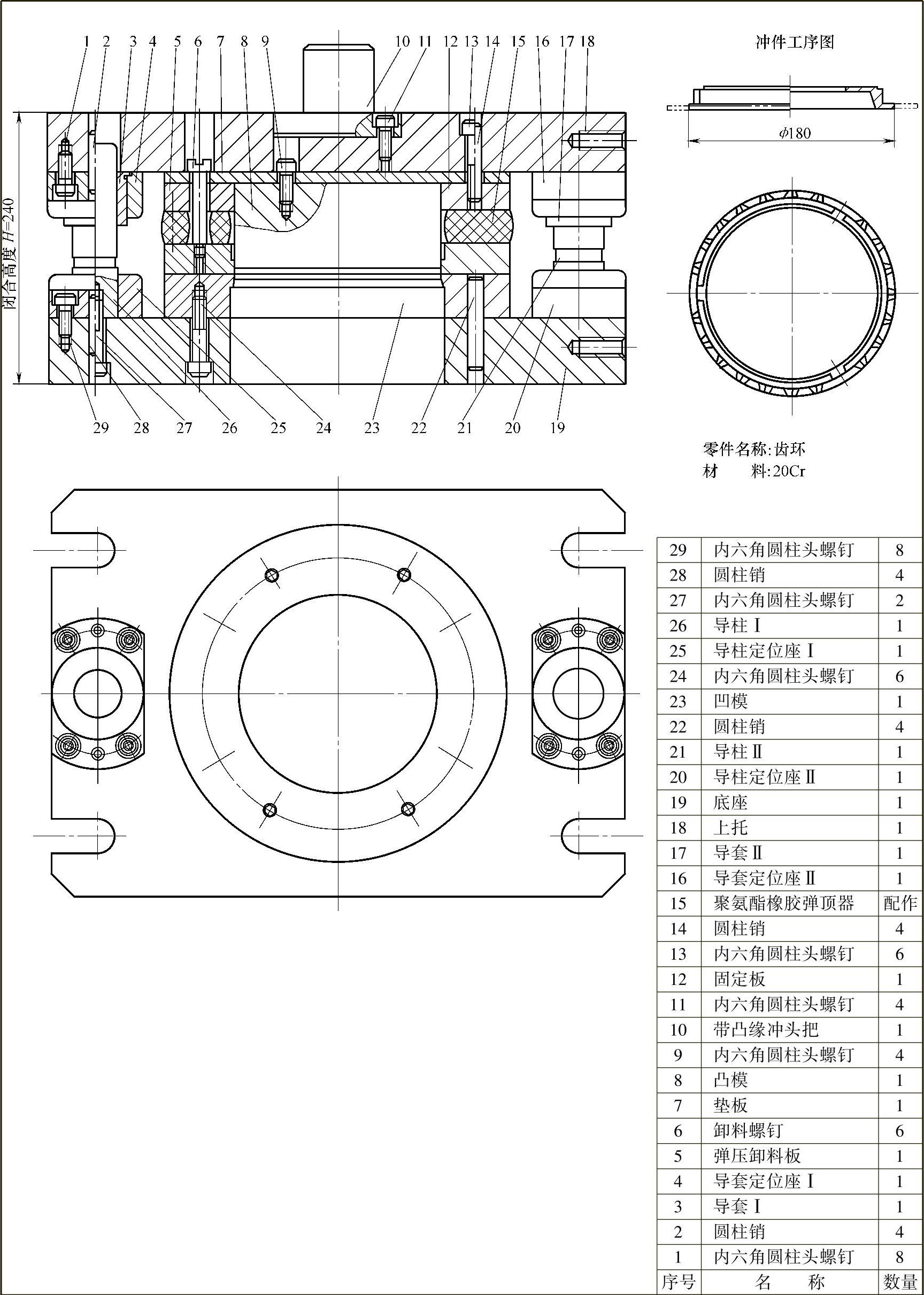
图5-45 外飞边、切边模
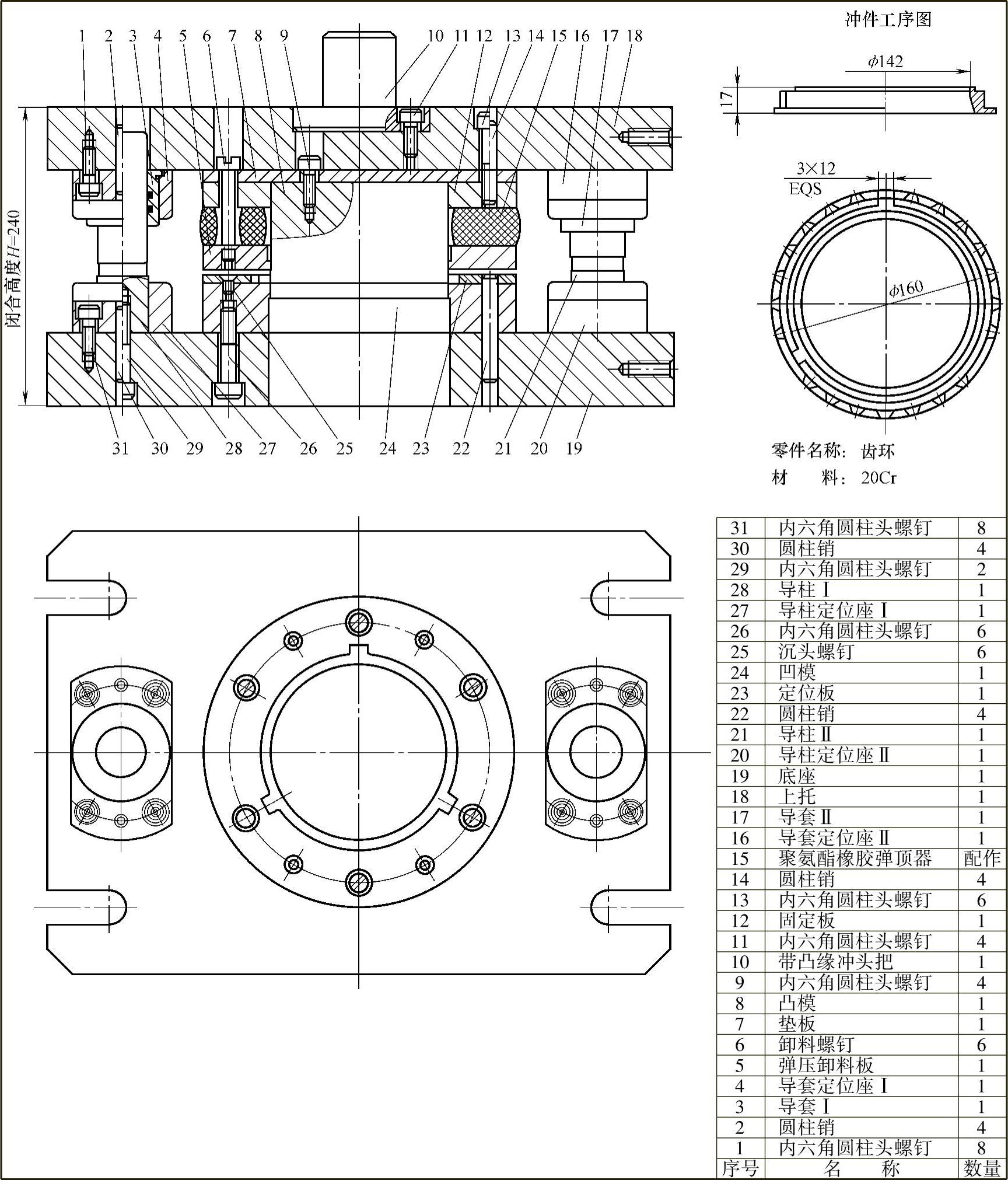
图5-46 内飞边、切边模(https://www.xing528.com)
模具的基本结构形式,定位卸料方式和双工位切边模大致相同,需要注意的是:
1)用于漏料的孔较大,若在较大设备上使用,工作台中间没有漏料孔,必须安排较高的垫铁来满足漏料的需要,所以模具必须在悬空状态下工作,底座的中间部位受漏料孔影响,强度较差。所以设计时应考虑加大底座的厚度和宽度来提高承压强度。垫铁摆放时,间隔距离也不宜过大,以能保证不干涉漏料,压板受力部位不悬空即可。使用过程中还要及时清理漏出的废料或冲件。
2)弹顶器选用聚氨酯橡胶才会有较大的弹压力,确保卸料顺利。弹力不足时应及时更换。
3)为延长模架的使用寿命,可只更换失效的工作零件,保留其他零件,可以降低模具成本。由于销钉孔是用组合配作方式作出的,不能重复使用,可采用将销孔逐步加大的方式,达到用一销孔位置就可以更换几块凹模的目的。另外,再在同一圆周上其他未加工孔的位置重新安排一组或多组销孔,这样就可以达到一套模架长期使用的目的。
4)当用聚氨酯的弹压卸料方式无法实现更大卸料力时,则可安排卸料力更大,更稳定的固定卸料方式。
如图5-47所示,就是一套分体式固定卸料的切边模。由于采用整体式固定卸料板,摆放和取出工件不便、所以采用分体形式固定卸料板19。只是采用这种方式卸料时,应先冲外飞边,以免造成冲内飞边模具要为外飞边预留较大的让位空间,结构不紧凑。
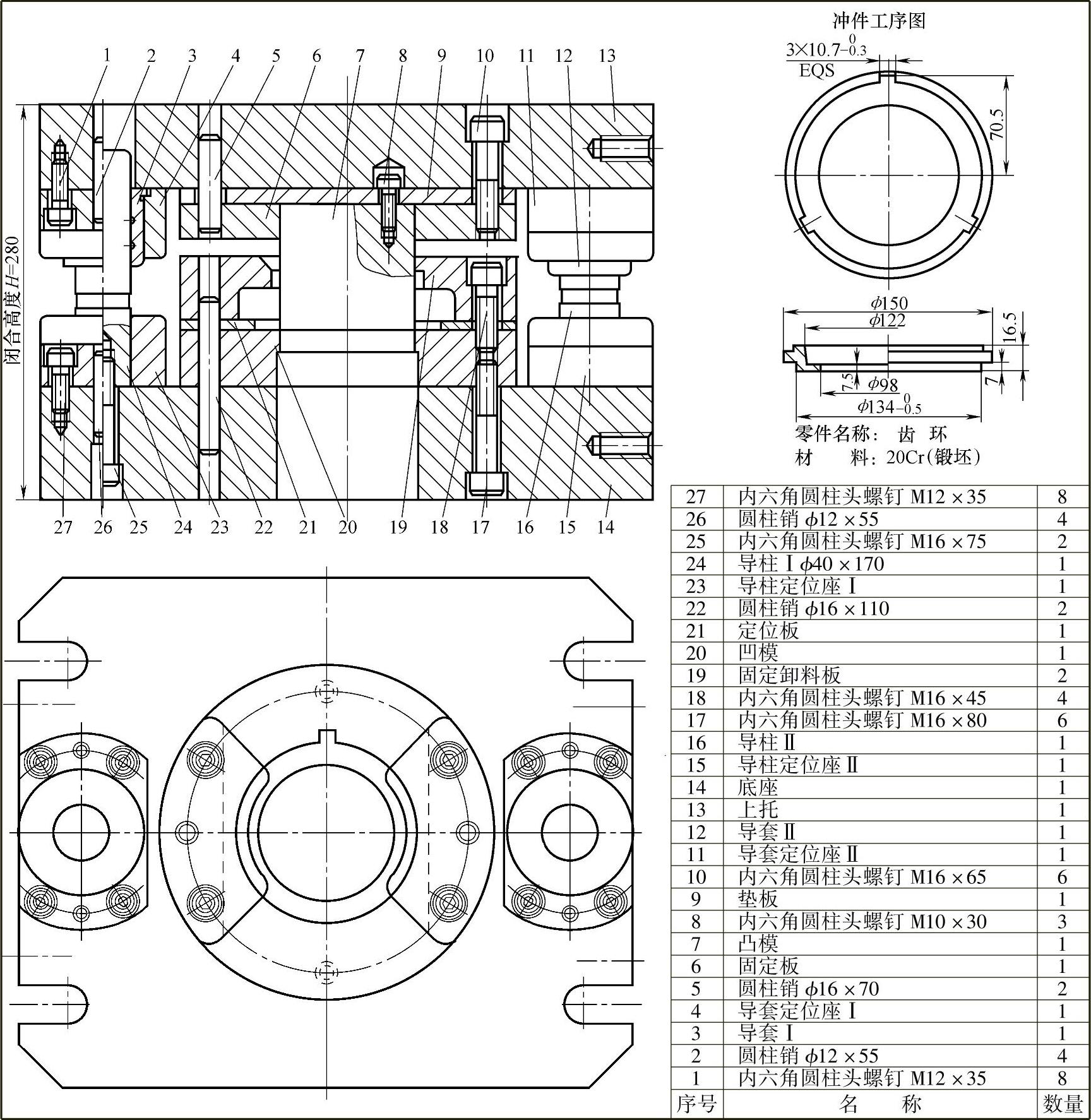
图5-47 固定卸料切边模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。