



图5-33所示是一套小尺寸、薄软材料冲切成形的级进模,它的主要特点是:
1)冲件尺寸小,材料既薄且软,按理选用复合冲切成形方式应是最为理想的选择。但是,凸模强度也许不存在问题。由于四个孔距离太小,不利于冲孔凸模的固定,尤其是装配时的位置调整。即使用级进冲切成形的方式,也不便将四个圆孔安排在同一步冲切,因为仍然会因凸模的拥挤而不便于固定板的安排和装配时的调整。
2)所以采用了如排样图所示的分组冲孔的方式。将中间孔和其余分布在同一圆周上的三个孔分成两组(也是两步)来冲切。而且三个相同的ϕ2.1mm孔必须同时安排在一步,有利保证它们间的分布位置要求。
3)由于冲件材料薄、软,凸、凹之间应接近无间隙配合的状态,还选择了弹压卸料,有理想压料的方式,落料孔还安排了弹压推件装置,共同创造一个良好的剪切状态。加上刃口锋利,较快的冲切速度,方能获得冲件较好的剪切质量。模架也宜选用导向精度更高的Ⅰ级精度。
4)使用时宜选择精度较高的冲压设备,送料操作也应小心谨慎,切忌用力过猛和送料不到位,引起操作误差,造成冲件偏心。
5)当冲件更薄、更软时,还是应尽可能选择复合冲切无间隙类模具,如图5-34的复合模。不仅如此,还选用了浮动式冲头把,避免冲压设备精度对模具导向的影响,采用滚珠导柱模架则更为理想。由于不需要大的打料力,所以采用弹压推件方式脱模,还可以利用弹性推件力压料,确保冲件平整和形成好的冲切状态,弹顶器11直接利用接头10压紧,拆卸和装配、更换方便。图面上用文字方式指出了这种结构形式模具的应用说明,包括制作方面应注意的问题,可供参考。(https://www.xing528.com)
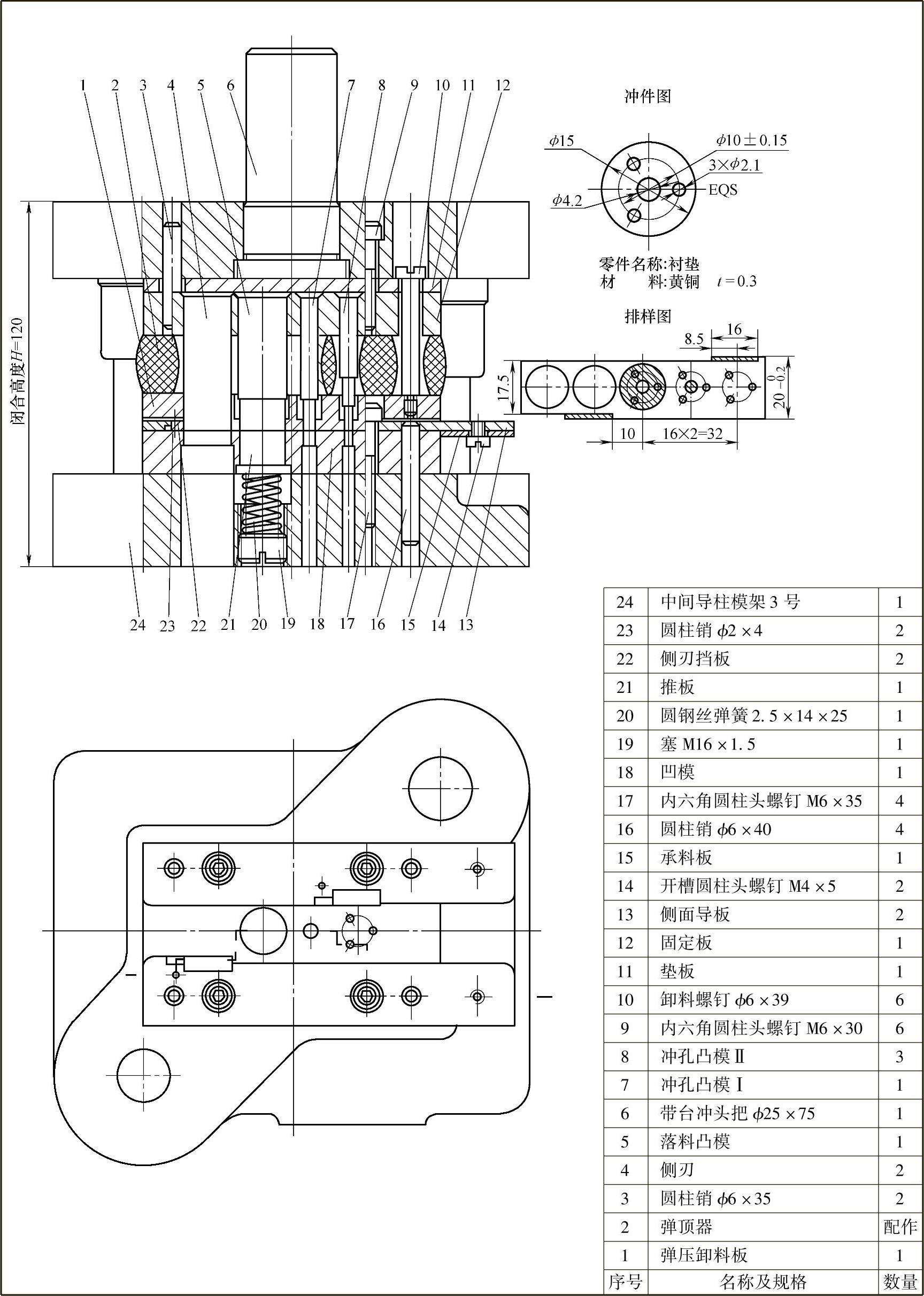
图5-33 薄、软冲件级进模
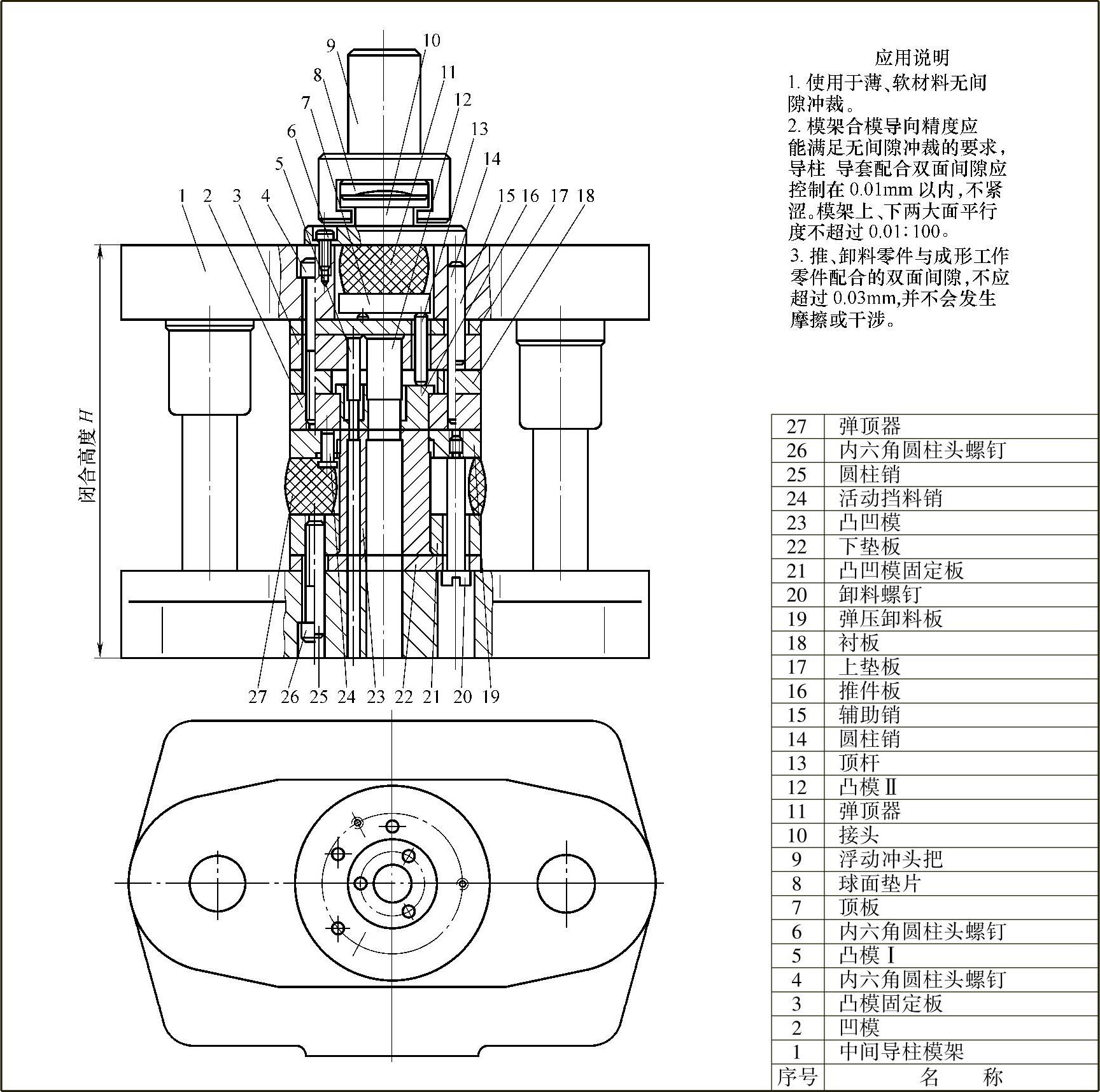
图5-34 无间隙冲裁复合模的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。