



【摘要】:图5-30所示是一套用冲孔方式将两个冲件自然分开的级进模,它的主要特点是:1)由于冲件一端有一个较深的窄槽,不利采用落料方式冲切成形。图5-28 级进模Ⅷ图5-29 级进模Ⅸ图5-30 级进模Ⅹ6)图5-31则是集中了前两套级进模的主要特点,即用成形侧刃直接成形冲件端头,再用同一个成形冲孔凸模同时完成两个冲件有槽一端的成形冲切,并将两个冲件分开。前端废料被自然形成分离,利用条料送进被推离模具。图5-31 级进模图5-32 级进模Ⅺ
图5-30所示是一套用冲孔方式将两个冲件自然分开的级进模,它的主要特点是:
1)由于冲件一端有一个较深的窄槽,不利采用落料方式冲切成形。
2)采用两件对排,用同一个成形凸模同时完成左右两个冲件有槽一端的冲切成形,而且实际上已将两个冲件分开,达到了切断的目的,并在同一步完成冲件另一端冲孔。相隔一步后,仅用一个简单的长圆落料凸模6,就获得了两个冲件,生产效率高,模具结构紧凑。
3)冲槽裁开凸模9,用于裁开方向的尺寸,略大于冲件宽度,不会留下因组合冲切定位不准而产生的痕迹。
4)模具还选择了比较常见的双侧刃11和侧刃挡板19的定距方式;弹压卸料带承料板结构形式;直通式成形凸模和侧刃;纵向送料,中间导柱模架,带台冲头把等。
5)模具制作的重点在于:保证凹模18各型孔之间的方向、位置关系及导料、定距装置在装配时的位置、方向调整,从而保证冲件的成形质量和两个冲件尽可能的一致性。
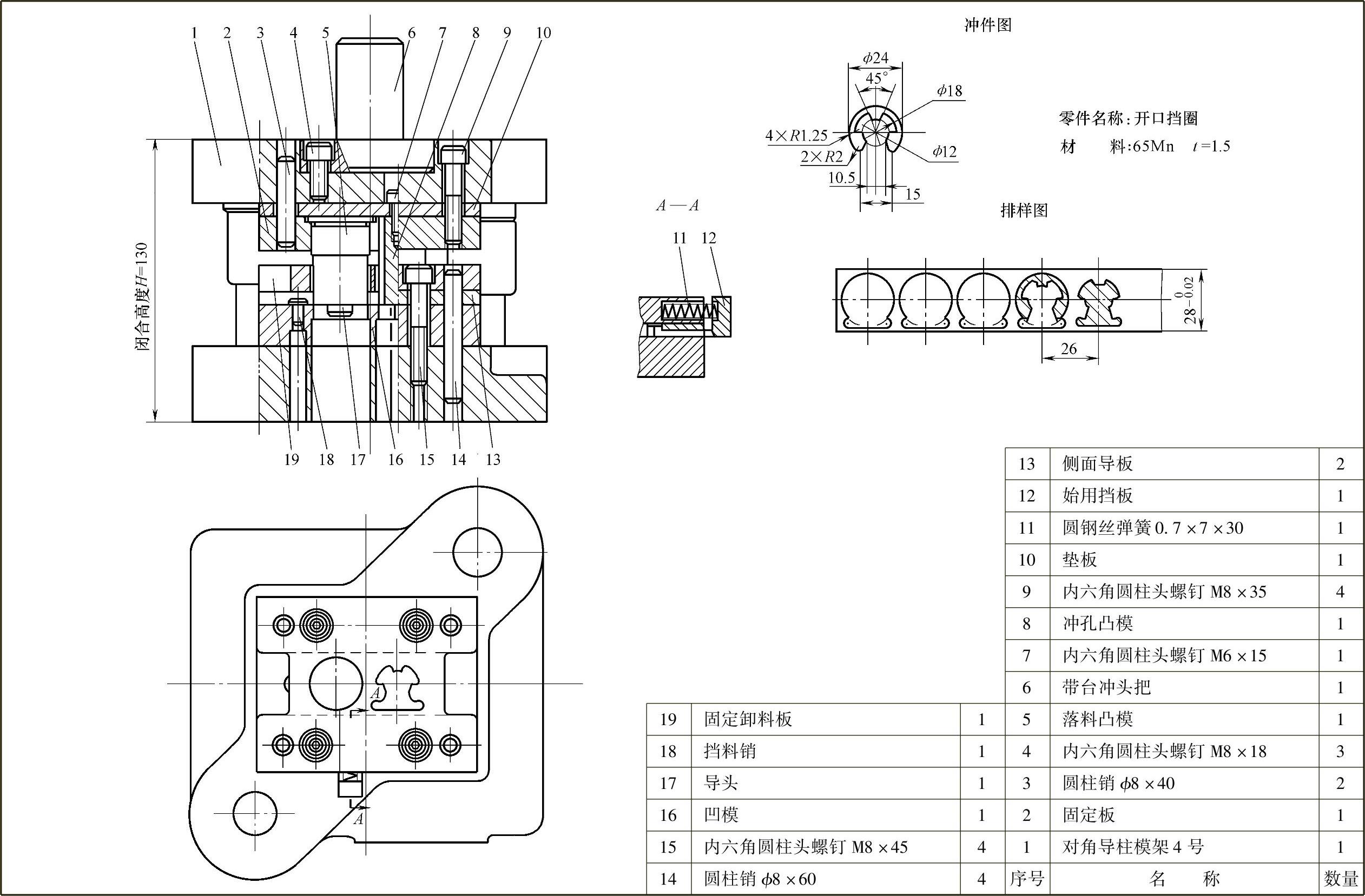
图5-28 级进模Ⅷ
 (https://www.xing528.com)
(https://www.xing528.com)
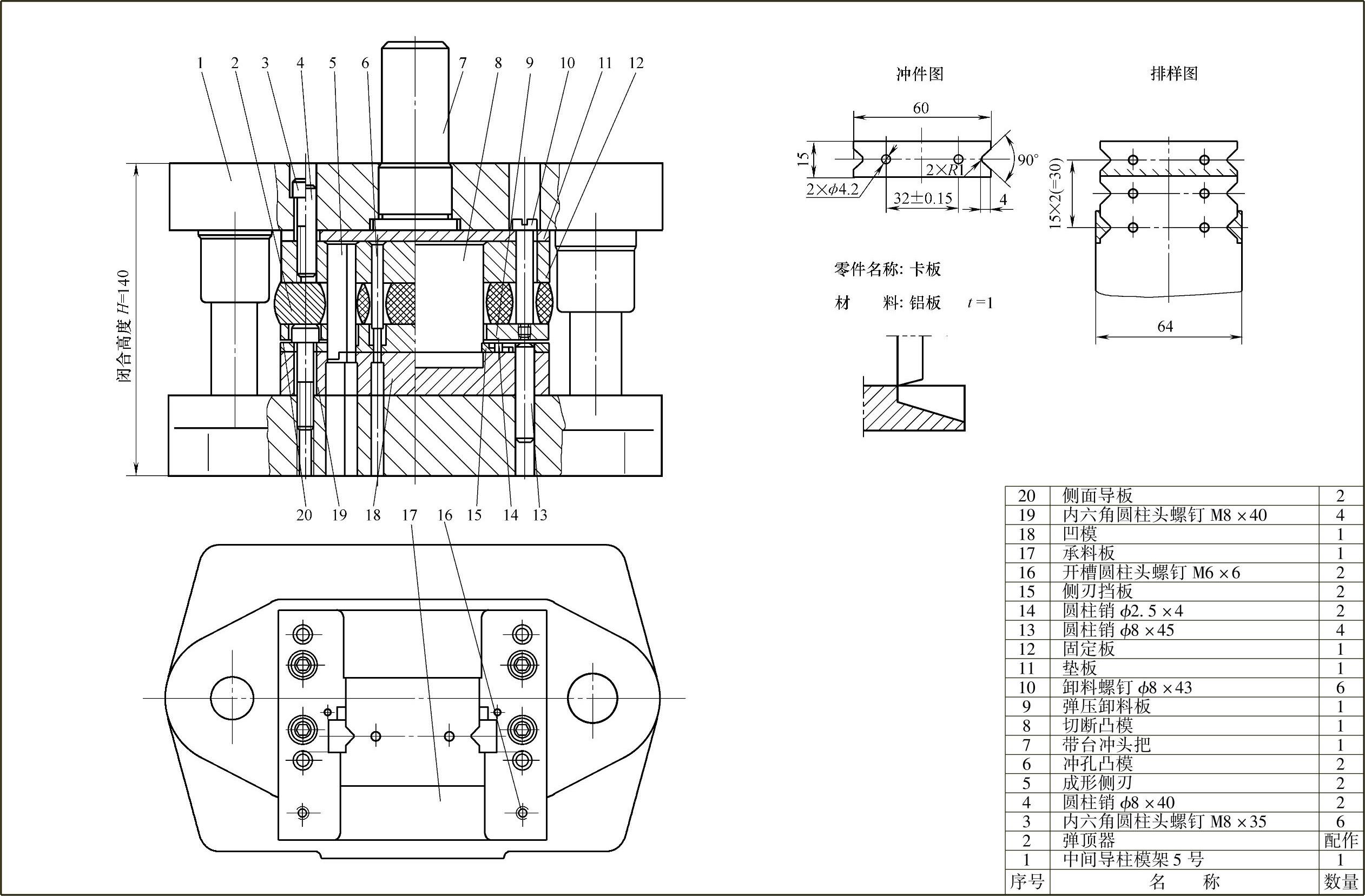
图5-29 级进模Ⅸ
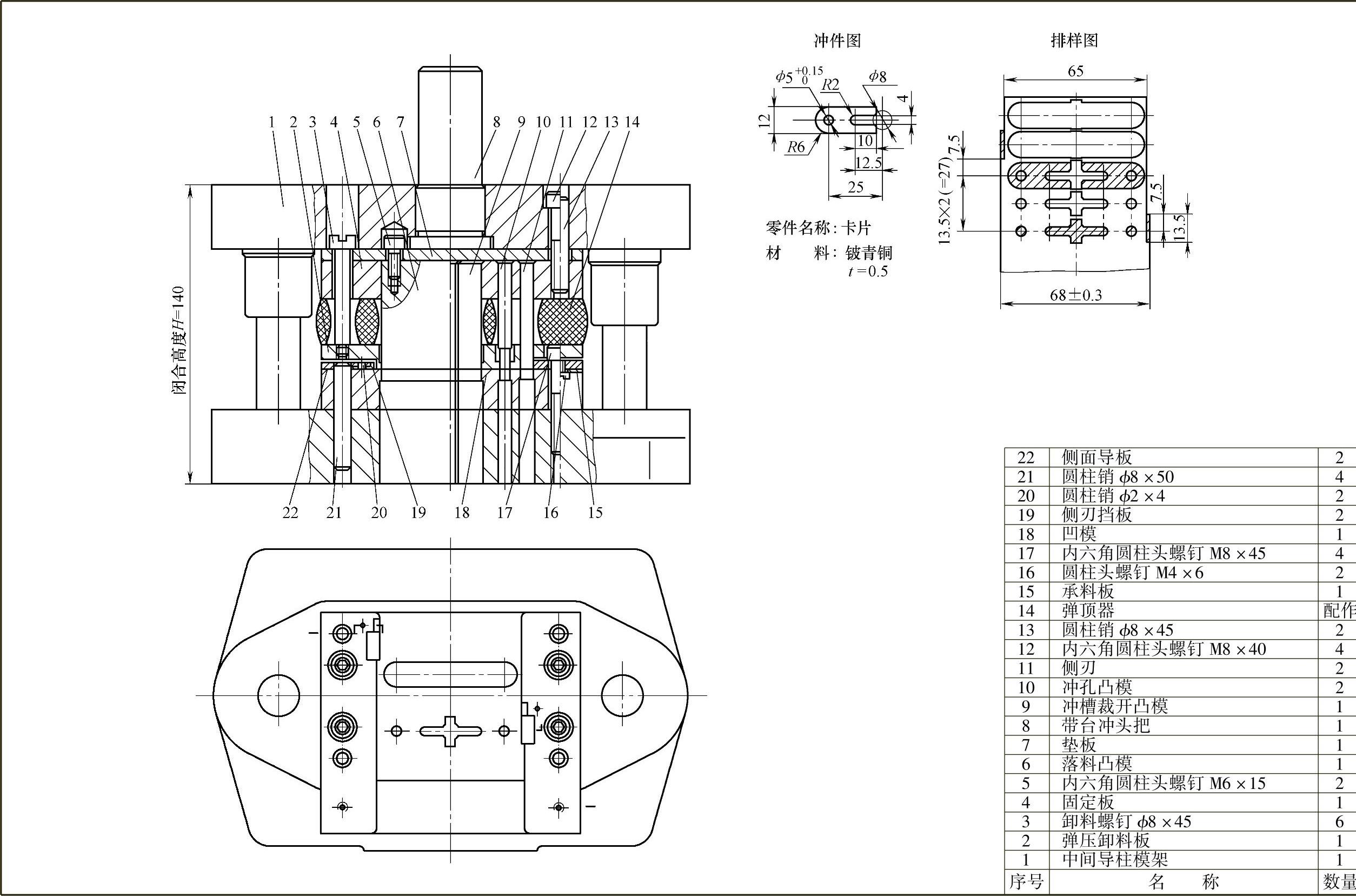
图5-30 级进模Ⅹ
6)图5-31则是集中了前两套级进模的主要特点,即用成形侧刃直接成形冲件端头,再用同一个成形冲孔凸模同时完成两个冲件有槽一端的成形冲切,并将两个冲件分开。再用一个形状简单的落料凸模10同时完成两个冲件的落料冲切。前端废料被自然形成分离,利用条料送进被推离模具。成形侧刃4安排在第二步冲切,首步冲孔时条料前端送至侧刃能够冲切少许即可(但不能不到位),最后一个落料冲切,后端只要有足够的落料搭边,就可为冲切提供定位,不会浪费材料。
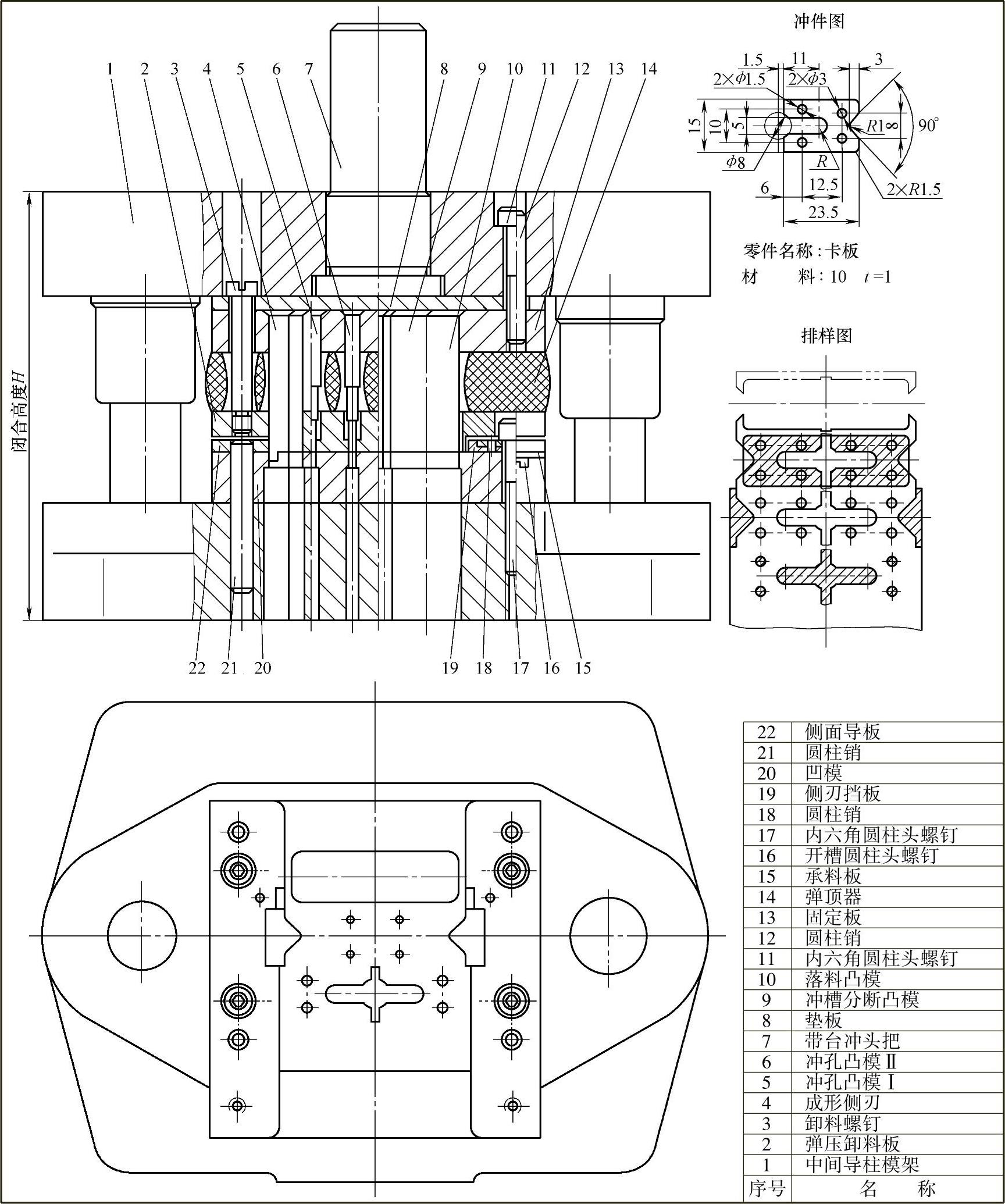
图5-31 级进模
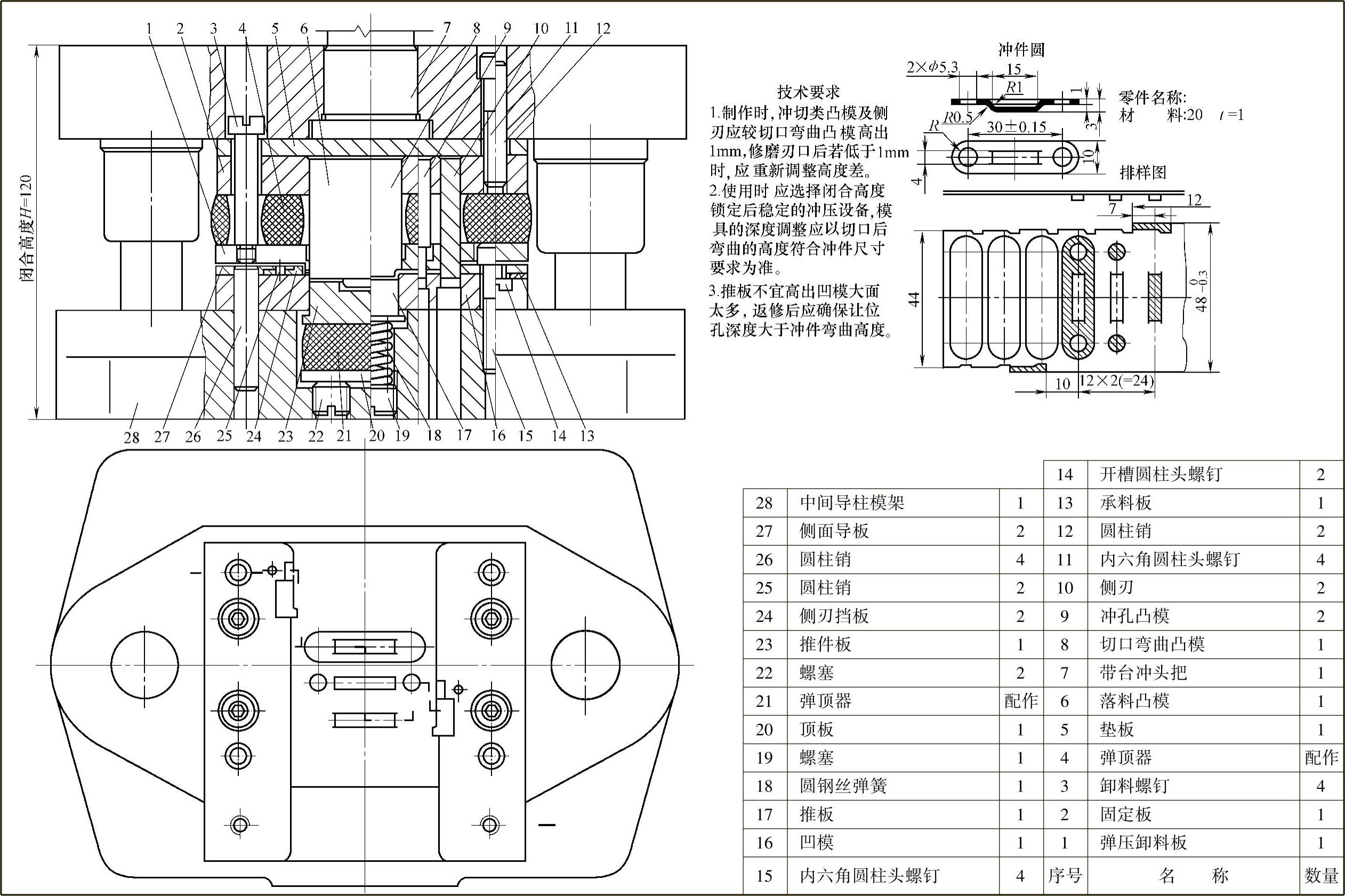
图5-32 级进模Ⅺ
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。