



【摘要】:如图5-27所示,这是一套一模两件、少废料排样级进模,它的主要特点如下。剪切部位在凹模20上的漏料孔为冲件提供了足够的让位,不会因干涉引起变形。4)落料凸模5和切料凸模4的冲切范围都超过条料宽度,保证冲切完全,冲件上不留痕迹。5)选择固定卸料方式,可以利用固定卸料板15的孔与切料凸模4的良好配合关系,防止单边冲切的侧向力引起偏斜,影响剪切质量。图5-27 级进模Ⅶ6)模具还安排了单侧固定的承料板14,为操作提供方便。
如图5-27所示,这是一套一模两件、少废料排样级进模,它的主要特点如下。
1)利用冲件的形状特点,采用交叉对排无废料排样的方式,除了有冲切圆孔、无法避免的结构性废料外,没有其他废料产生。材料利用率高。而且一模两件,生产效率也有所提高。
2)模具采用一个落料、另一件切断分离的方式,成形零件得到了简化,还可防止冲切位置不重合在冲件外形上留下不美观的痕迹。剪切部位在凹模20上的漏料孔为冲件提供了足够的让位,不会因干涉引起变形。
3)条料送进首步先用始用挡料板12定位,确保第一个冲件的完整性,首步同时完成了左右两个冲件的冲孔。第二步及以后则利用挡料销16来定位。落料凸模5前端直边与挡料销16紧贴,由于不参加冲切,可以将与挡料销接触的局部刃口倒钝,以免形成剪切影响正常定位。
4)落料凸模5和切料凸模4的冲切范围都超过条料宽度,保证冲切完全,冲件上不留痕迹。
5)选择固定卸料方式,可以利用固定卸料板15的孔与切料凸模4的良好配合关系,防止单边冲切的侧向力引起偏斜,影响剪切质量。(https://www.xing528.com)
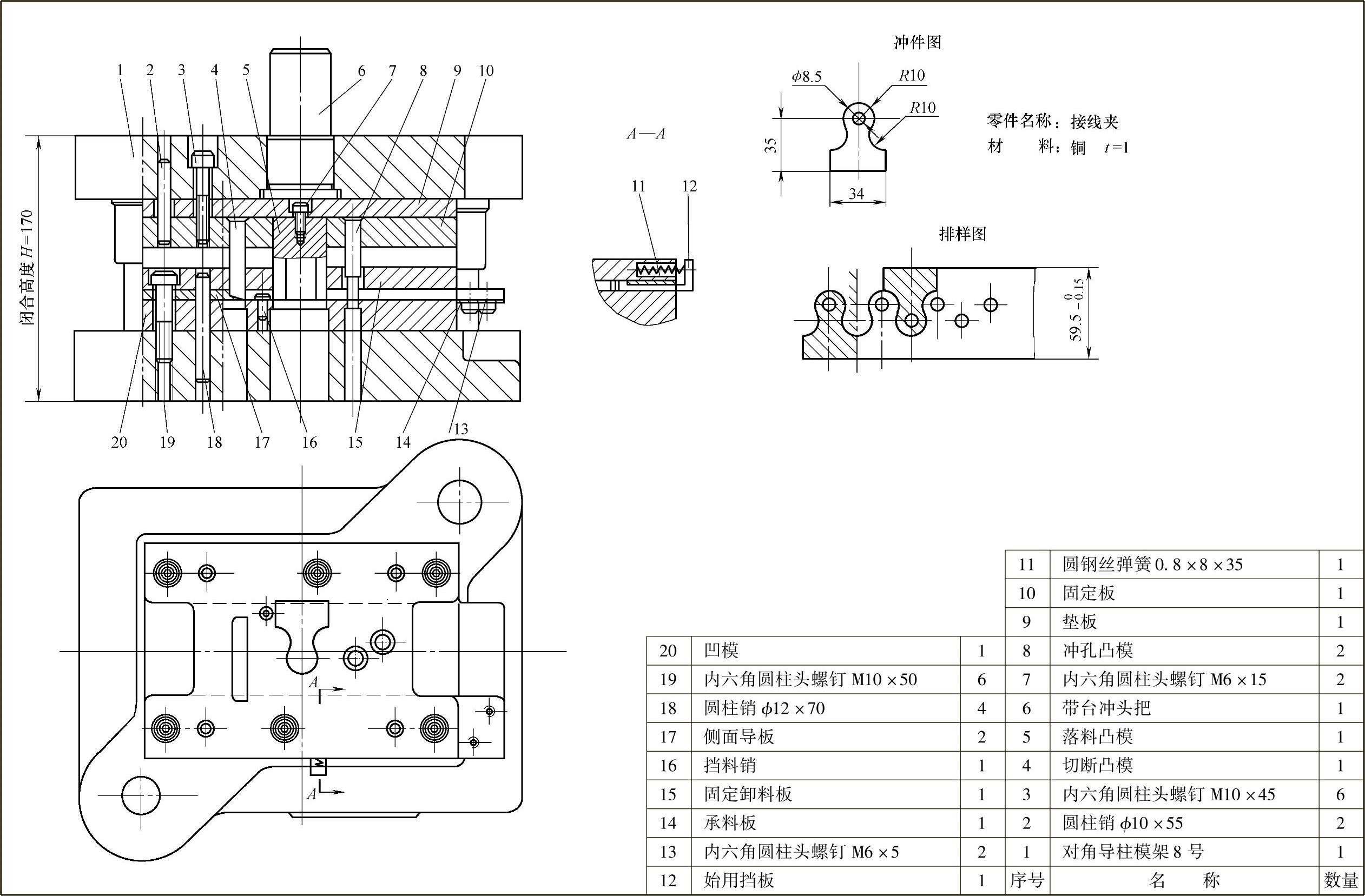
图5-27 级进模Ⅶ
6)模具还安排了单侧固定的承料板14,为操作提供方便。
7)制作时必须解决好侧面导板17的导料槽与凹模型孔的方向、位置关系,以及与条料的配合关系,下料时条料的宽度误差也应严格控制,防止因配合太松而影响冲件质量的稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。