



图5-18所示是一套冲孔、落料工艺组合的导板式级进模。
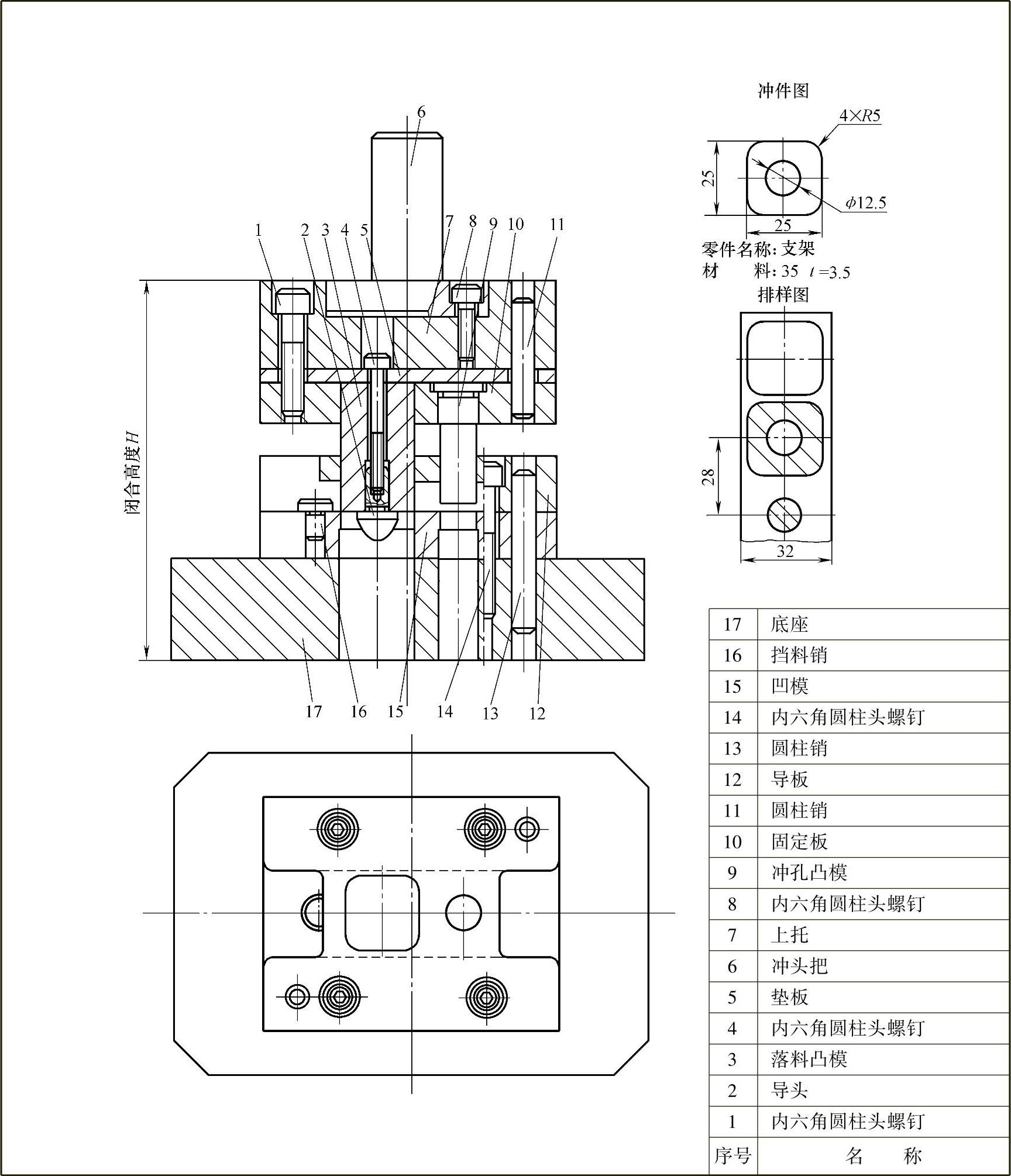
图5-18 导板模
1.冲件分析
冲件形状简单,矩形四角带较大圆弧,中间一个圆孔,尺寸也无过高的精度要求,材料为35钢,厚度3.5mm,不适合采用复合冲切成形,采用级进冲切成形的方式比较适合。当冲件数量不多时,可以采用导板模的结构形式,可以减少费用。有导板为凸模提供导向,加上凸、凹模配合间隙较大,基本可以满足生产要求。模具上机安装也不存在什么问题,使用方便。
2.模具结构及基本特点
1)导板12既为凸模提供导向,保证与凹模15型孔对正,又是固定卸料板负责卸料,还在下面开槽为条料提供导料,前后两端中部开缺,利于送料操作。
2)模具采用挡料销16加导头2的定距方式,冲件孔和外形的同轴度容易得到保证。导头2用螺钉4拉紧方式固定,牢固可靠,装拆方便。而且,拉紧导头2的同时,也完成了落料凸模3的拉紧固定。
3)模具还采用了阶梯冲裁的方式,冲孔凸模9比落料凸模3短一个材料厚度以上,可以防止落料冲切时因材料较厚形成的扩张力对尺寸较小、强度稍差的冲孔凸模9的不利影响。(https://www.xing528.com)
4)选择带凸缘冲头把6,拆装方便,利于整体修磨凸模刃口。
3.需要注意的问题
1)模具未安排始用挡料装置,每条料的首步送至落料孔边缘附近即可,不需要太准确。落料时导头自然会拉正位置。安排始用挡料装置也无不可。
2)导板12的导料槽的方向应与送料方向一致,由于导板上的型孔与两凸模有良好的配合关系,两孔中心的连线就决定了送料方向,制作时只须保证导料槽形成的导料方向与两型孔中心线平行即可。宽度宜适当大于条料宽度,以免导头导正时发生干涉,同时还可避免落料冲切后条料变宽造成的送料不便。
3)挡料销16的挡料位置宜靠前,造成导头2导正时往回拉的状态,可以防止落料冲切时材料的扩张变形冲断挡料销16。当挡料销位置已定无法移动时,可通过减少挡料销头部半径来解决。
4)凹模15热处理淬火可能引起型孔中心距的变化,为了保证与导板12型孔的位置关系,导板上的型孔可按已完成制作的凹模型孔的实际距离来制作为好。
5)当产品的批量较大时,还是应该选择有导向模架,如图5-19的级进模,使用效果会更好。安排了专门的侧面导板13导料,便于装配时调正导料方向,导板加长安装上了承料板11,送料操作更加方便。固定卸料板15不再用于为凸模导向,和为条料提供导向,制作和装配更加简单。导头3采用了螺钉4压紧的方式,拆装更加方便。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。