



【摘要】:尤其是冲孔较多的复合模,若采用顺装方式,将有多处废料需要用打料方式解决,不但加大了模具结构的复杂性,还可能受力不均,易出现干涉而影响正常打料。如图5-12就是一套冲多孔的复合模,仍采用了相同于图3-3的基本结构形式。图5-12 复合模对冲件材料软或薄以及平整度要求较高的复合模,还可以在刚性打料装置上附加弹性零件,与图1-3所示的复合模一样。图5-13的复合模,则是在推件板13的凸缘面积范围内,增设了四根圆钢丝弹簧5。
图3-3所示是一套典型的复合模结构形式,基本结构特点是:
1)倒装结构形式,活动挡料销20导料和定位,弹压卸料,上模设刚性打料装置,圆形凹模。
这是冲孔和落料工艺组合复合模的典型结构形式,它除了具有复合冲裁类模具的主要优点——冲件平整度好,成形各部分方向、位置精度稳定外,冲孔废料可以直接从凸凹模19型孔下端漏料孔出模。尤其是冲孔较多的复合模,若采用顺装方式,将有多处废料需要用打料方式解决,不但加大了模具结构的复杂性,还可能受力不均,易出现干涉而影响正常打料。如图5-12就是一套冲多孔的复合模,仍采用了相同于图3-3的基本结构形式。
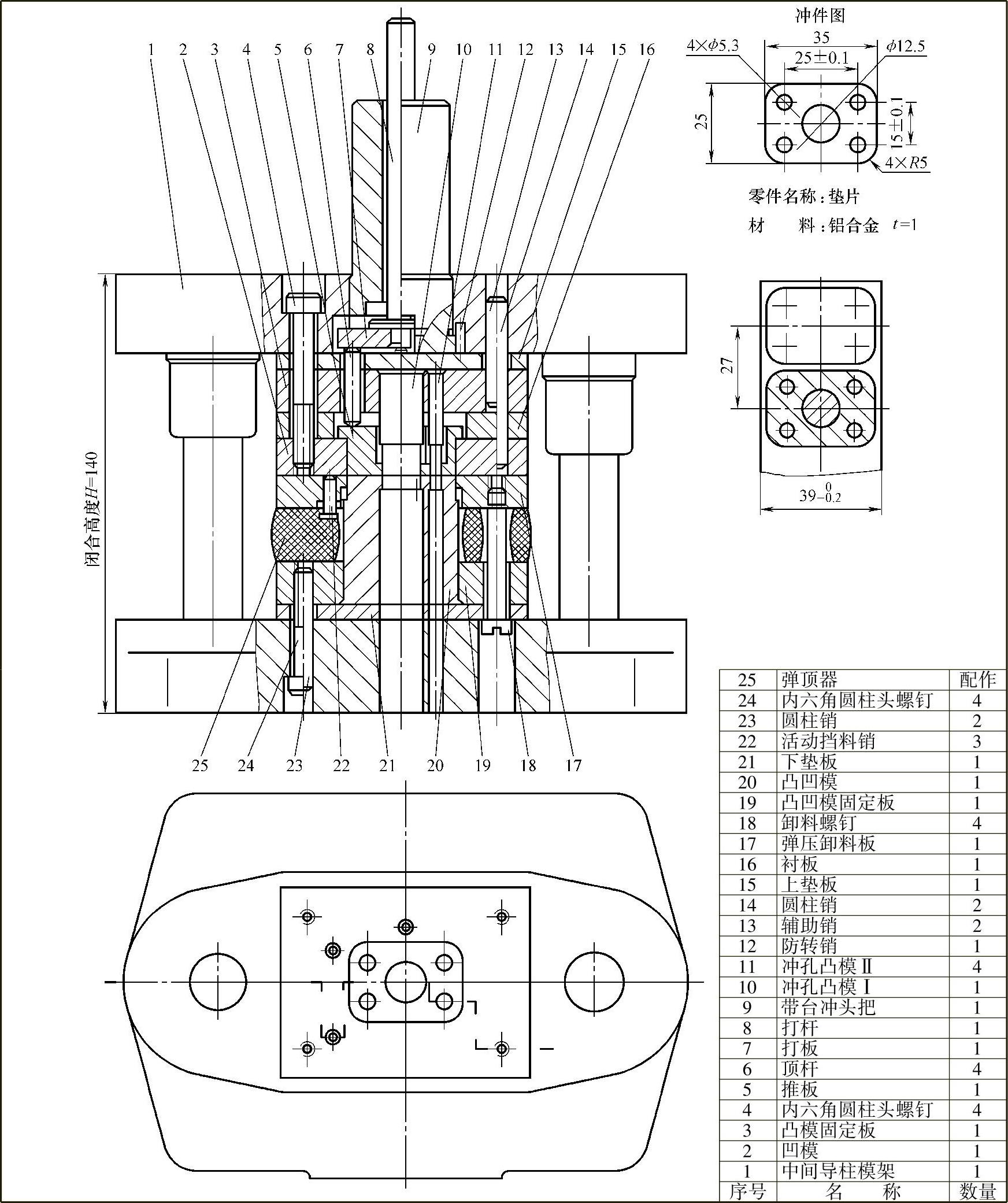
图5-12 复合模(https://www.xing528.com)
对冲件材料软或薄以及平整度要求较高的复合模,还可以在刚性打料装置上附加弹性零件,与图1-3所示的复合模一样。利用圆钢丝弹簧11附加的弹压力,不但可以保证冲件更加平整,还可以改善冲切条件,从而获得更好的剪切效果。
图5-13的复合模,则是在推件板13的凸缘面积范围内,增设了四根圆钢丝弹簧5。其作用首先是加大了冲切非金属夹布胶板的压料力,改善冲切条件,保证剪切面的质量。另一方面,由于冲件成形内容不对称,打杆9仅从中心发力,可能会出现力量不均衡,引起推件板偏斜,使打料动作因干涉受阻。有了圆钢丝弹簧5的协助,则可以有效防止推件板的偏斜,确保正常打料。
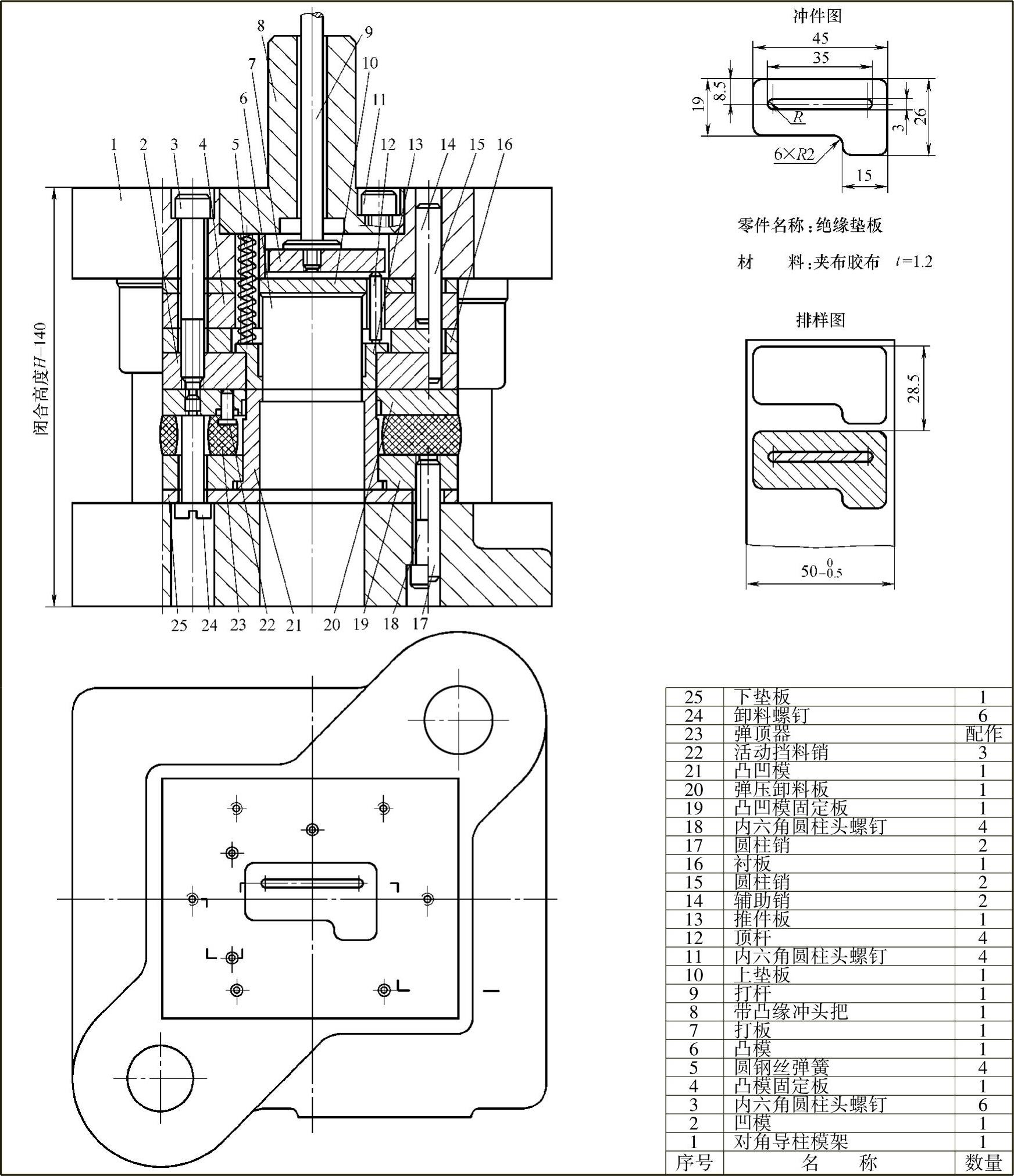
图5-13 复合模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。