



1.凹模外形的决定
(1)凹模的形状 冷冲压模具的凹模,对于冲裁类模具,只有圆形和矩形两种。圆形凹模多用于单独型孔,且型孔相互垂直的两个方向的尺寸大小比较相近,复杂程度不高的场合。用于多型孔时,也应是分布集中的圆孔的情况,而且主要是冲孔模,凹模才会选择圆形。除此之外都选择矩形。
圆形凹模的优势在于结构紧凑,便于外形加工,当中间型孔也是圆形时有利于热处理后用内磨方式精密加工,获得较好的形状及尺寸精度、表面粗糙度等,而且不受热处理变形及氧化腐蚀的影响。而矩形凹模和圆形凹模相比,也有其自己的特点:
1)不受型孔形状及方向、位置分布的限制,适应范围大。
2)设计制作有基准面,可用做划线、加工时安装测量、质量检测、装配时调整的基准。
(2)凹模的外形尺寸 决定凹模外形尺寸的基本原则,以型孔为基础,保证有足够、合适的面积来安排装配固定用孔,孔与孔之间、孔到外形边缘之间有足够、合适的距离,确保有足够的强度,装配时不会发生干涉。
1)计算法。首先计算出型孔在长宽两个方向上分布的最大坐标距离,再根据装配固定用孔的位置安排加上预留的宽度,无装配固定孔方向加保证基本强度要求的宽度,计算出一个基本尺寸,再结合标准凹模外形尺寸,且根据压力中心位置,照顾最薄弱、紧张一方,按照偏大原则来决定,如图4-29所示,根据型孔的分布状态,可以初步进行计算。
①型孔横向分布的最大坐标距离:
a=9×4+(9-5)=40
②型孔纵向分布的最大坐标距离:
b=(11.5+1+5※)×2=35
注:这里所加的5是两个侧刃的纵向厚度为6,其中1mm用于冲切已被计入,所以还应另加5mm宽度。
③横向为保证凹模的工作强度,型孔外侧两端各另加20mm,即
A=40+(20×2)=80
④纵向上,根据排样状态,选择横向送料方式,应加上安排装配固定用孔的位置,每边加20mm,即
B=35+(20×2)=75(https://www.xing528.com)
根据表4-14标准凹模外形尺寸,对照按型孔分布出来的凹模外形基本尺寸为长×宽=80×75,选择4号凹模,长×宽=100×80。
表4-14 标准矩形凹模外形尺寸
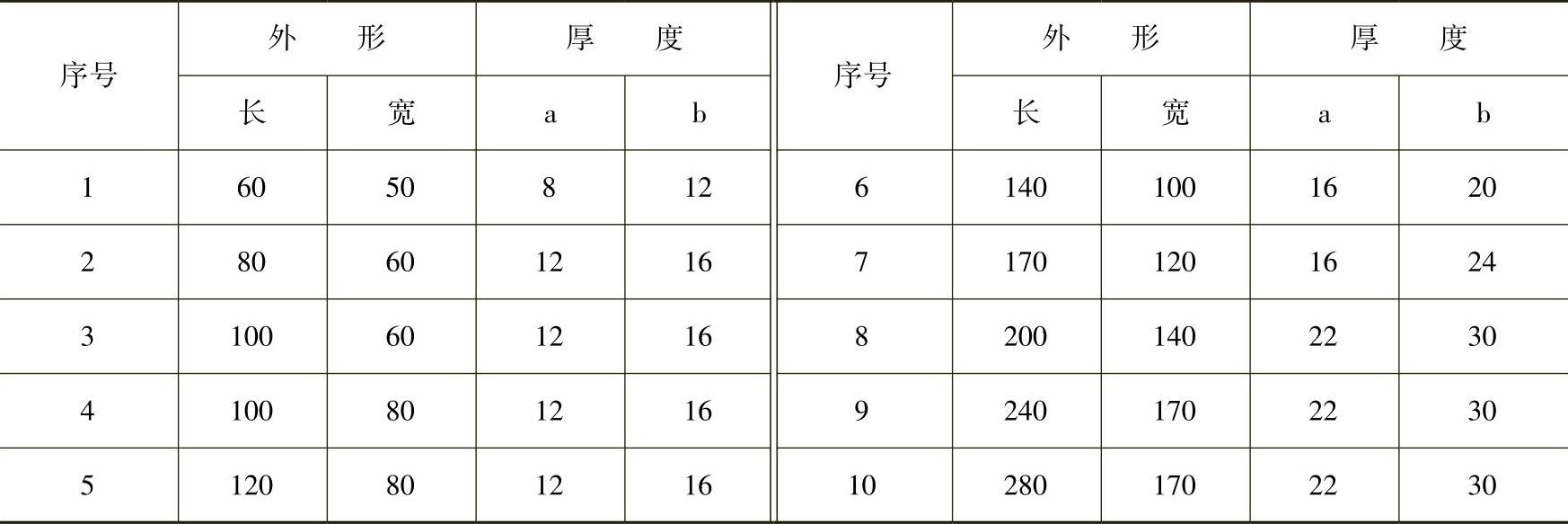
注:凹模厚度a型用于冲切薄、软材料;b型用于冲切厚、硬材料。
再按图4-32压力中心计算结果,横向左端型孔到外侧边缘最近,压力中心距左端型孔外侧距离为26.22,50-26.22=23.78,较原来预留20mm还大一些,所以选择是正确的。而右侧余地更大,设计时还可将首步侧刃往后退一步,更利于提高凹模强度,也有利于固定板型孔的安排和装配时对凸模位置的调整。图4-35就是最终确定的凹模外形及型孔分布状态。
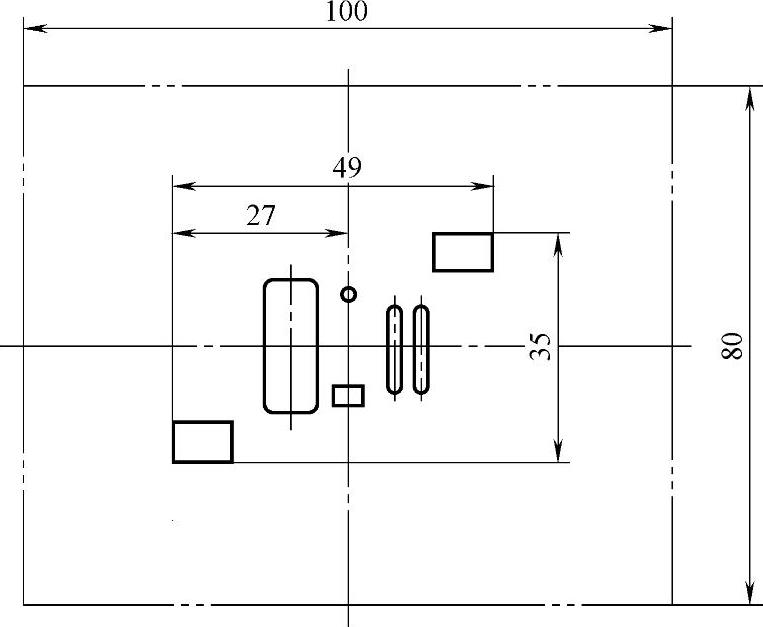
图4-35 按型孔分布决定凹模外形尺寸
2)作图法。按1∶1的绘图比例,将凹模型孔按规定的形状尺寸及方向、位置关系全部画出。再根据装配固定用孔的分布位置,预留相对合适的间隔距离画于型孔外侧,然后用比较测量或直接从外侧孔壁向外再延伸一个有足够合适强度的宽度,获得一个基本外形尺寸,再依照宁大勿小的原则选择最为接近的凹模外形尺寸。必要时可用压力中心来核查,避免出现单侧强度薄弱的状况。
2.模架的选择
(1)标准模架的规格 不同规格的标准模架用于不同外形尺寸的凹模,才能保证合理、经济,也就是说,一旦凹模的外形尺寸被确定,模架的规格实际上也已可以确定。
(2)模架的闭合高度 每种相同规格的标准模架,都有两种不同的闭合高度供不同需要的模具选用。其中闭合高度较大的,常用于组成零件较多的复合模,或者成形高度较大的模具,其余的则选择闭合高度小的一种。
(3)导向装置的位置分布 导向装置的分布会对模具的使用操作造成影响。选择时应依据送料方向,工序坯件的摆放等情况决定。如:中间导柱模架虽然稳定好,但不能用做横向送料,用于单工序较大冲件局部冲压成形,工序坯件易受导柱的限制和干涉。对角导柱模架可用于纵、横两个方向送料,也可以用于大型件左上角局部冲压成形,但用于纵向送料时不便安排承料板。后侧导柱模架由于重心偏离导向零件中心,少被选用,但它却可用于纵、横两个方向送料,尤其利于大型件边缘局部冲压成形作业。所以,选择时应根据不同的工作内容,选择合适的导向装置分布形式。
(4)模架的精度 标准模架的精度等级分为Ⅰ级和Ⅱ级,主要的技术要求体现在导向零件装入后与模板大面的垂直度,上、下模板外侧大面的平行度及导柱、导套的配合间隙。Ⅰ级精度的模架用于无间隙、小间隙冲裁类模具,或要求导向精度很高的成形类模具,如冷挤模。一般情况则选择Ⅱ级精度模架。稳定性要求高的可选择四导柱模架,要求使用寿命长的,可选择滚珠导柱模架。
(5)非标准模架 当选用标准模架不能满足特殊模具的要求时,可根据不同需要设计制造非标准模架。其原因包括:凹模外形尺寸特殊;闭合高度不合适;标准模板的材料和厚度无法满足模具的强度要求;导向装置的结构形式、规格、数量及位置安排等有特殊的要求等。非标准模架是按实际需要设计的,会更为合理、适用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。