



根据生产纲领或生产计划,结合冲件的综合特点——结构形状、尺寸大小、精度及其他相关技术要求、材料种类、厚度等,将冲件合理有序地排列在毛坯条料上,就是排样。任何首次从条料上分离出冲件都需要排样。
1.排样的目的及作用
1)确保冲件的完整性及较高的材料利用率。
2)采用不同零件的套裁排样或混合排样,相同零件的多排排样,不但可以大幅度提高材料利用率,还可以提高生产效率,减少模具的数量和冲压设备占用,使冲压设备的能力得到充分的发挥。
3)可以采用分组冲切或分解冲切的安排方式。解决难加工零件的冲切成形,提高成形工作零件的强度,简化成形工作零件形状,降低加工难度,延长模具使用寿命。
4)决定级进模各步冲切内容及导料定位方式,分析、计算决定条料宽度,即基本确定了模具的主体结构及凹模外形尺寸。同时,也在一定程度上决定了模具的复杂程度和体积大小。
2.排样的种类
(1)有废料排样 排料时在前后冲件之间,冲件和条料两侧之间都留有余料,这种余料称为工艺废料。这是比较常用的排样方式,特点是:冲件外形完整,质量稳定,废料有足够强度来满足送料操作的需要。
(2)少废料排样 排样时除了冲件冲孔形成的不可避免的结构性废料外,尽可能减少或避免冲件前后之间或条料两侧的工艺废料的排样。其特点是:材料利用率高于有废料排样,多用于形状简单、尺寸精度要求偏低的冲件。
(3)无废料排样 有少量结构性废料或没有冲孔的冲件,除了有可能的首尾两端余料外,没有其他废料的排样。材料利用率很高,但要受到冲件结构形状的影响,应用受到限制。
3.典型排样方式介绍
(1)单件直排排样 如图4-17所示的单件直排排样,属有废料排样,一模一件,模具结构简单紧凑。
(2)单件斜排排样 如图4-18所示,冲件为两端小中间大的菱形,采用斜排方式可以有效提高材料利用率。

图4-17 单件直排排样
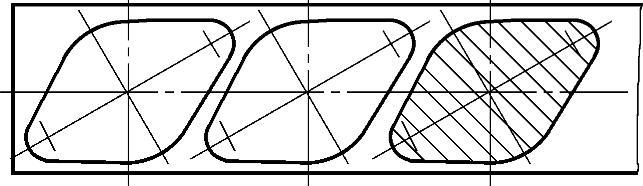
图4-18 单件斜向排样
(3)双排排样 如图4-19所示,采用双排排样方式,可以共用零件之间的搭边,提高材料利用率。而且从两种不同的双排排样方式还可以看出,交错排样时的工艺废料比并排平行时更少,材料利用率会更高,若采用如图4-20所示的交错多排排样,材料利用率更会大幅度提高。而且,由于每次冲切获得零件数量的增多,模具的生产效率也会随之增加。但模具的体积也会增大,当冲件形状比较复杂时,模具的复杂程度和制作难度也会增大,所以,不可无限制增加排数,尤其冲件尺寸较大和较复杂时,更应谨慎从事。
(4)少废料和无废料排样 如图4-21所示,排样时先利用冲件的形状特点,采用切断式落料的分离方式。除冲孔有少量结构性废料外,实现了无废料排样,但这种排样方式必须有理想的冲件外形才能实现。
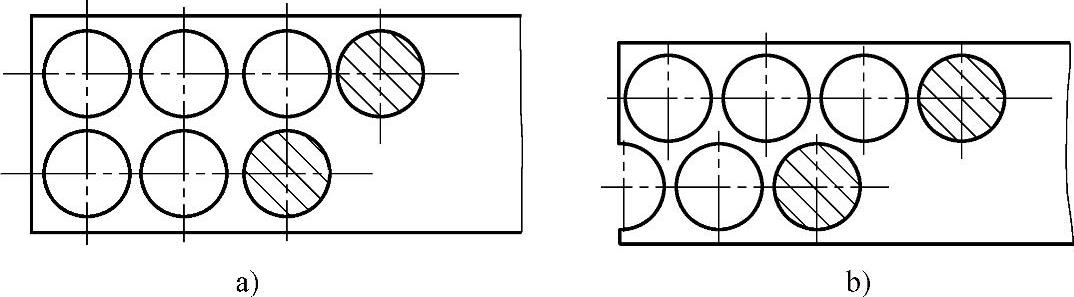
图4-19 双排排样
a)双排平行排样 b)双排交错排样

图4-20 交错多排排样

图4-21 少废料和无废料排样
a)少废料排样 b)无废料排样
(5)套裁和混合排样 图4-22a是两种零件三排套裁排样,大垫圈孔内冲出的废料,经冲小孔就是另一种小规格的垫圈,且是采用交错的排样方式。材料利用率和生产效率都很高。图4-22b则是两种零件混合排样,利用较大零件排样中的余料,冲切成形另一种尺寸较小的零件,同样可以提高材料利用率和生产效率。选择这两种排样方式的条件是:冲件材料种类和厚度相同,形状和尺寸关系有条件作出套裁和混合排样的安排。

图4-22 套裁和混合排样
a)套裁排样 b)混合排样
(6)交错双排单件冲切排样 如图4-23所示,由于冲件外形两端大小不一致,采用交错对排的方式能有效利用材料。而采用每模一件的单冲方式可以保证模具结构紧凑,由于冲件材料较厚,也有利于采用台阶冲裁的方式,防止冲孔小凸模受落料时材料形成的张力而发生偏斜,造成间隙不匀,啃刃或折断。
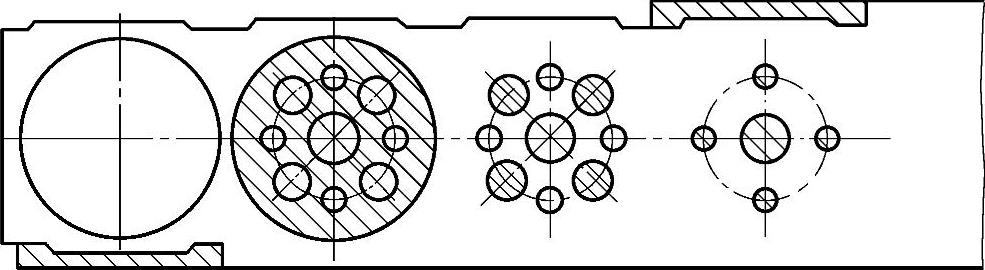
(7)分组冲切排样 如图4-24所示,一个圆形冲件除中心处有一个圆孔外,在外围同一圆周上还分布大小不同的两种八个孔。由于孔间壁厚较小,不利于安排用复合模冲切成形,即使用级进模成形的方式,也是将冲孔分为两组来完成,凹模型孔间才能有足够的强度,固定板型孔间也有较大间距来确保强度,也为装配时调整凸模位置提供方便。

图4-23 交错双排单件冲切排样
(8)分解组合冲切排样 如图4-25所示,矩形冲件除四角各有一个圆孔外,中心处还有一个由五个圆弧组成的非圆异形孔。排样时将这五个圆弧用五个圆形凸模分为两组冲切而形成最终的形状,分解后没有了加工难度大的异形凸模和孔,全部都变成了圆形,简化了结构形状,制作难度得到降低。

图4-25 分解组合冲切排样
(9)标准排样图的画法 图4-26是一个三种不同零件的混合套裁排样,正常冲裁情况下,每冲压一次可获得三种五个不同的冲件。这也是排样图的标准画法:
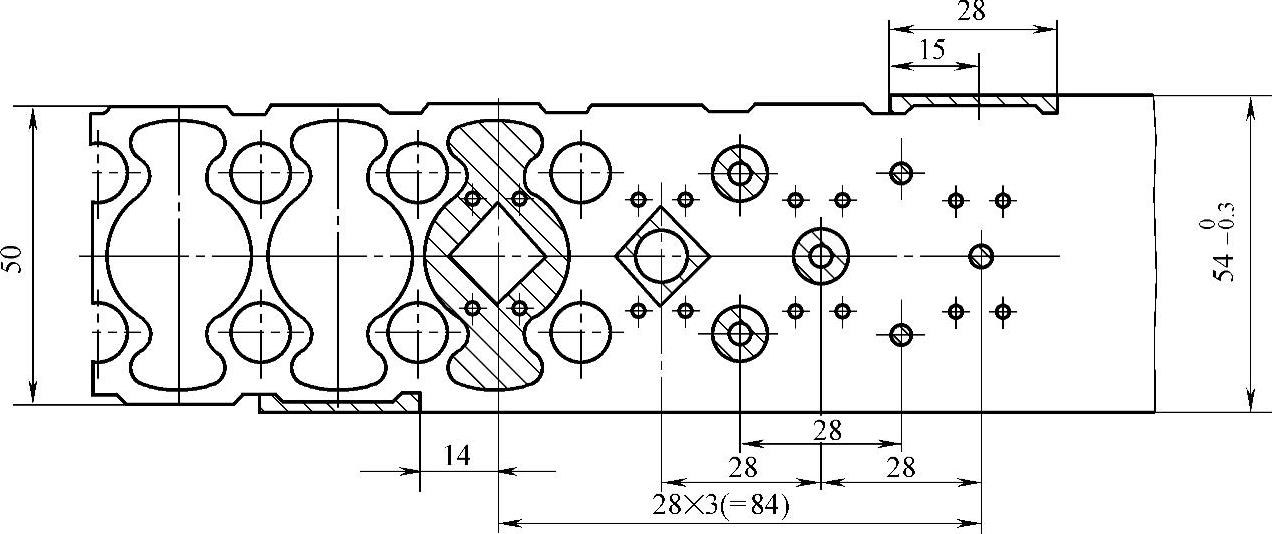
图4-26 混合套裁排样
1)有明确、清楚的冲件排列方式。
2)有冲切成形过程的具体安排,每个实际冲切位置都用斜线加以表示,已完成冲切的部分则用空白方式表示。
3)用侧刃方式定距时,按正确的位置安排,画出冲切的形状,前端已成废料的也必须画出。
4)条料前端至少应画出一个已完成落料的废料孔。
5)排样图上应标注的尺寸包括:步距大小、每个冲件从冲孔到落料的级进次数及距离、定距侧刃和冲切内容的位置关系、条料冲切前后的宽度尺寸等。
6)冲件有轧制纹向要求的,应采取恰当方式作出表示,以提醒有关环节注意。
4.搭边
完成冲切后,冲件和冲件之间,以及冲件和条料边缘之间的余料,就叫搭边。
(1)搭边的作用
1)确保冲件的完整性。
2)保证冲切后的余料有足够的刚度,方便送料操作。
3)保证正常的冲切条件和压料效果,防止太窄的边缘被拉入凸、凹模间隙形成不正常毛刺等。
(2)影响搭边宽度的因素
1)材料的软硬状态:软质或脆性材料搭边宽度宜偏大,硬质材料可略偏小。
2)材料厚度:搭边宽度一般和冲件材料厚度成正比,约为材料厚度的1~1.5倍,但最小不少于1mm,厚度5mm以上材料可取下限。
3)用侧刃定距时,条料两侧搭边宽度应另加侧刃冲切宽度。
4)非金属材料冲切时的搭边宽度应较金属材料加大一倍。

图4-27 排样时的搭边
5)冲件间的搭边宽度可略小于条料两侧的搭边宽度。
图4-27和表4-8、表4-9就是不同排样状态下各种金属及非金属材料搭边的宽度。
表4-8 金属材料冲裁时的搭边 (单位:mm)(https://www.xing528.com)

(续)

注:用夹板自动送料的搭边数值可较上表减少20%。而用勾形自动送料则增加20%。
表 4-9非金属材料冲裁时的搭边 (单位:mm)

5.条料宽度的决定
(1)条料宽度的基本尺寸
条料宽度的基本尺寸可用公式计算来获得:
1)不带侧压装置时:B=D+2(a+Δ)+b
2)带侧压装置时:B=D+2a+Δ
式中 D——冲件与条料送料方向垂直的最大尺寸;
a——条料两侧搭边的宽度尺寸;
Δ——条料宽度允许的公差;
b——两侧面导板导料槽与条件宽度的间隙。
采用多排排样时,还应加上增加排数冲件间的搭边宽度。
(2)条料宽度的偏差
1)条料宽度的偏差为负,上限为零。
2)用于落料模时,薄材料偏小,厚材料应偏大,公差值应小于搭边宽度的1/3。
3)条料宽度直接用于导料的,偏差应偏小,至多不应超过冲件允许偏差的1/4。
4)用侧刃方式定距时,条料宽度偏差允许稍大,但应保证侧刃冲切宽度不小于材料厚度。
5)切断式无废料排样时,条料宽度偏差应小于冲件公差的1/3,并应控制在冲件尺寸公差带的中部。
6.导料槽宽度为条料预留的间隙
有间隙能保证送料操作顺利,间隙过大又会影响冲件成形部分的位置精度及稳定性。其原则是:
1)薄材料可偏小,能提高导料精度及稳定性,厚材料宜偏大,可以防止落料冲切后条料宽度增大带来的送料不便。
2)导向要求较高的间隙不宜太大,如用于级进模冲切时,以免引起冲件成形部分的位置偏差。当用于较厚材料,落料后条料会变宽,影响正常送料时,可只加宽前端有干涉部分的导料槽,保证后端仍能正确导向。
3)采用导头定位的,允许间隙偏大。
7.材料利用率计算
(1)计算的目的 通过对不同排样方式的计算,筛选出材料利用率更高的方案,以便综合其他相关因素,给排样方式的最终决定提供准确的数字依据。
(2)计算的方法 若采用单张板料(或单位面积材料)上获得的冲件实际占用的面积来计算,太过复杂和麻烦,尤其当冲件结构形状比较复杂时,计算就更加困难,实际上也无必要。
采用相同(或不同)规格的板料和不同的剪裁下料方式,按不同的排样分别计算出所能获得冲件的数量来进行比较,就可以非常直观地反映出比较的结果,即获得冲件多的必定材料利用率高。这种计算方法,不会受到冲件结构形状复杂程度的影响。
(3)计算实例 如图4-28所示,同样冲切外形为ϕ18的冲件,选用板料规格为2000×1000,条料规定长度为500。分别采用横裁和纵裁两种不同的下料方式。计算三种不同排样方式每张板料上所获得的冲件数。
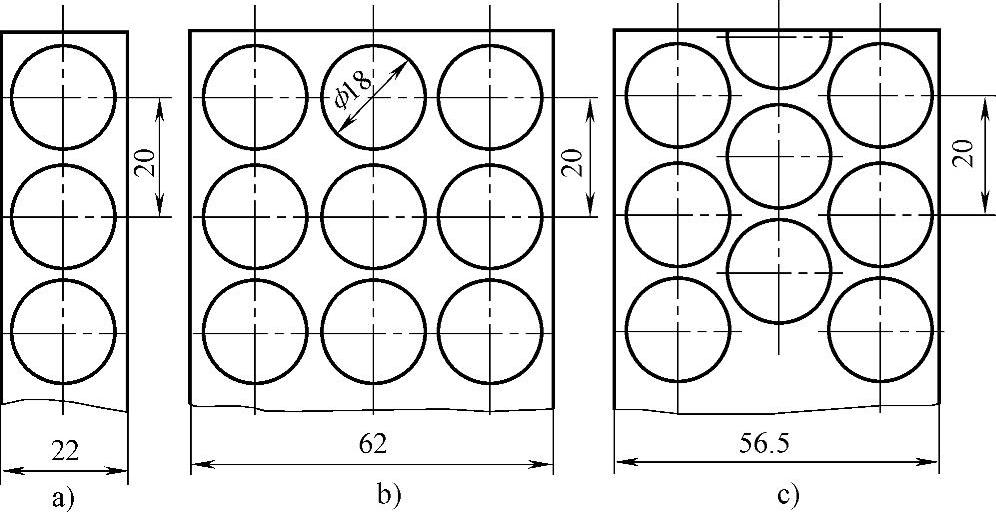
图4-28 不同排样方式比较
a)单排排样 b)三排并排排样 c)三排交错排样
1)单排排样:
①每条料上可获得的冲件数:500÷20=25(件)
②横裁下料可获得的条料数:2000÷22=90.990×2=180(条)
注意:宽度的0.9就是条料宽度不够,是不能用的,所以将2000长度剪为22时,只能按90计算。
③每张板料可获得的冲件总数:25×180=4500(件)
④纵裁下料可获得的条料数:1000÷22=45.4545×4=180(条)
⑤每张板料可获得的冲件总数:25×180=4500(件)
可见这个零件的这种排样方式,选用2000×1000规格的板料,所获得的冲件总数是完全相同的,不受下料时剪裁方向的影响。
2)三排并排排样:
①每条料上可获得的冲件数:500÷20×3=75(件)
②横裁下料可获得的条料数:2000÷62=32.2632×2=64(条)
③每张板料可获得的冲件数:75×64=4800(件)
④纵裁下料可获得的条料数:1000÷62=16.1316×4=64(条)
⑤每张板料可获得的冲件数:75×64=4800(件)
可见三排并排排样用同样规格的板料,每张料要比单排排样多获得300个冲件,显然材料利用率要比单排排样要高约6.7%,而且不受下料时剪裁方向的影响。
3)三排交错排样:
①每条料上可获得的冲件数:500÷20-1=74(件)
注意:由于交错排样,中间会有一个不完整零件应减去。
②横裁下料可获得的条料数:2000÷56.5=35.3935×2=70(条)
③每张板料可获得的冲件数:74×70=5180(件)
④纵裁下料可获得的条料数:1000÷56.5=17.717×4=68(条)
⑤每张板料可获得的冲件数:74×68=5032(件)
可见三排交错排样在同样的板料上获得的冲件更多,而且横裁和纵裁两种下料方式所获得的冲裁数也是不同的。所以不难看出:
a.不同的排样方式会有不同的材料利用率。
b.相同规格的板料,也会因下料时剪裁方向不同而有不同的材料利用率。而且,选择不同规格的板料,也会有不同的结果。
c.通常情况下,采用多排、交错排样、交叉排样、特殊冲件的斜排等都会在不同程度上提高材料利用率,套裁排样和混合排样更是如此。
d.在冲件有轧制纹向要求时,应在排样和裁剪方式上采取措施,切不可单方面追求高材料利用率。
e.选择和决定排样方式时,还要综合考虑模具的体积、复杂程度和制作难度、冲压设备的能力及产品生产批量大小等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。