



冲头把是中、小型冷冲压模具的必要组成零件,公称力较大的冲压设备上使用的模具一般不安排冲头把。
1.冲头把的用途
冲头把的主要用途是解决冷冲压模具在冲压设备上的中心定位,并与滑块形成固定连接,将滑块的动作和冲压动力传递给模具,完成正常的冲压成形作业内容。上模安排有打料装置的,打杆从冲头把中心的孔通过,利用冲头把的长度对打杆的有效限制,可以防止偏斜影响正常打料动作,还可以在冲头把内安排弹簧,完成压料和辅助打料脱模。
2.冲头把的种类
(1)安装固定在模架上的冲头把 图3-63就是几种常用来安装固定在模架之上托上的冲头把:
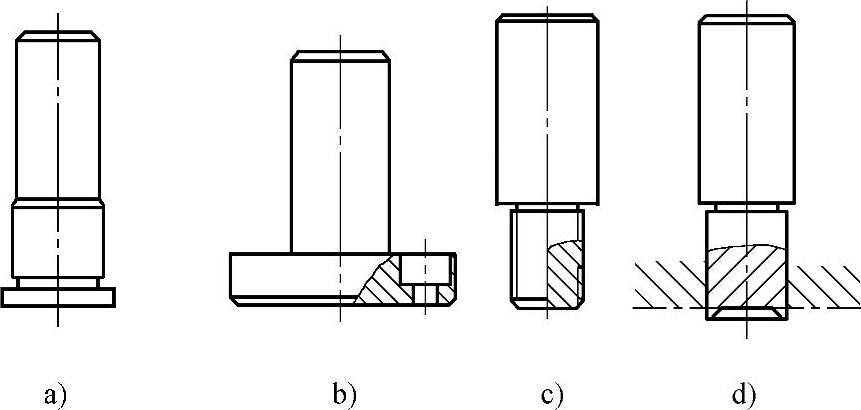
图3-63 安装在模架上的冲头把
a)带台冲头把 b)带凸缘冲头把 c)带螺纹冲头把 d)铆接冲头把
1)图a——带台冲头把:这是中、小型冷冲压模具常被选用的一种结构形式。用过盈的配合方式压配在上托孔内,下端有凸缘可以防止拔脱,牢固性较好。可以拆卸后再装入,但不宜多次拆装,以免拉伤配合表面或影响连接的牢固性。装入后,凸缘端面不得高出上托大平面,否则会影响上托与垫板的正常贴合。装配段的长度不得大于上托的厚度,即装入后配合段不能高出上托上平面,倒角部分应略低于上托上端面,确保模具与冲床滑块端面的良好贴合,以免给模具的正常工作带来不利影响。与滑块连接部分的长度应足够合适,不能有锥度或倒锥,装入后应垂直于上托上端面,确保连接质量。通常,带台冲头把固定后不需再用防转销锁定方向,更不能依靠防转销来解决装配的牢固性问题。但当冲头把用于有刚性打料装置的模具,固定端加工有叉形打板让位槽时,如图3-64的冲头把,则要安排防转销锁定已被固定的方向。
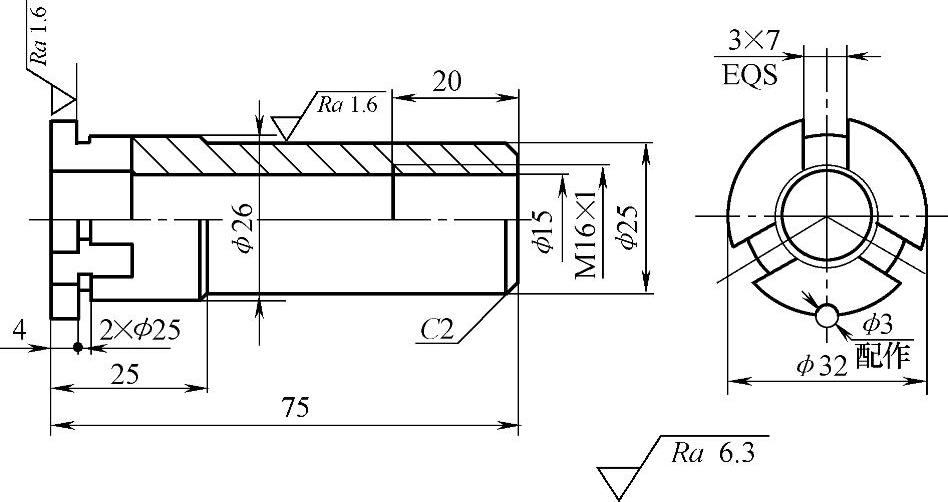
图3-64 有打板让位槽的冲头把
冲头把上除了有三叉形的打板让位槽外,中心还有打杆通过孔,顶端带螺纹,是用来调整弹簧压力用的,可见模具采用的是附加弹压的刚性打料装置。
2)图b——带凸缘冲头把:常用于中型以上的冷冲压模具,用螺钉固定在上托的不通孔中,同时也解决了防止拔脱的问题。最大的特点是装配、拆卸方便,便于不拆卸整体刃磨上模刃口。模板上用于装配的孔为不通孔,保持了下大面的平整度,不会出现悬空,可以帮助支撑垫板承受冲击压力。当上模有打料装置时,不必在冲头把上为打板安排让位槽。可在模板下半部直接加工成形通孔即可。是一种应用比较多的冲头把类型。
3)图c——带螺纹冲头把:固定端用螺纹与模板或相关模具零件完成连接固定。拆卸比较方便,模板上的孔小,不会影响其他装配固定零件的正常安排和模板强度。但工作时容易发生松动不够安全,拧紧后应另加防转的螺钉来锁定。此时不能用圆柱形的防转销,因为装入后无法退出,形成不可拆卸的固定连接。在模板上加工螺纹孔不够方便,所以,用螺纹冲头把连接的零件是圆形才好。常用于一些生产数量不多的简易小型模具。
4)图d——铆接冲头把:冲头把固定端略小于工作端,用小过盈方式配合压入装配固定孔,再用铆接的方式完成最终固定,形成不可拆卸的固定连接。经修平后大面平整。制作简单,但铆接稍有不便,可能出现轴向间隙而影响工作时的稳定性。适用于临时性简单模具,正式模具则不便选用。(https://www.xing528.com)
图3-65是用浮动组合方式完成模具和滑块连接的冲头把。接头用螺纹连接方式固定在上托上,浮动冲头把则与冲床滑块固定在一起,接头和球面垫片叠放在一起从浮动冲头把下端的缺口推入实现浮动连接。其优势是:避免用刚性连接方式时,冲压设备滑块移动的精度对模具合模精度的影响或干涉,确保模具自身的导向精度不变。而且,模具可在作业过程中根据需要随时退出连接移开,或进入连接投入作业。常用于冲压设备精度不高,薄、软材料的小间隙或无间隙冲裁模具。
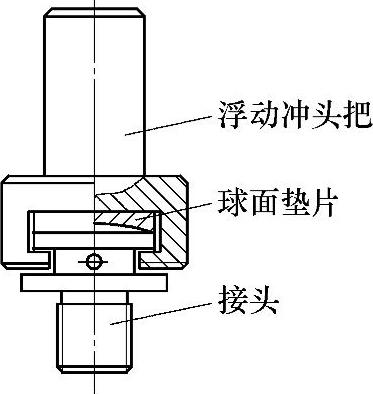
图3-65 浮动冲头把组合
(2)直接与凸模连接的冲头把 冷冲压模具中,有一部分弯曲成形类模具,不需用模架导向,而且还将凸模直接与冲头把相连接,只需要能传递动作和动力即可,组成零件少、结构简单、制作方便、还节约材料。
如图3-66就是三种直接与凸模连接的冲头把。其中图a为矩形冲头把,大端加工成矩形,便于与凸模组合加工连接固定的销孔。图b为圆形冲头把,制作稍显简单,与滑块贴合面积大,但组合加工销孔不够方便。图c则是直接用两颗螺钉拉紧,制作简单、装卸方便。
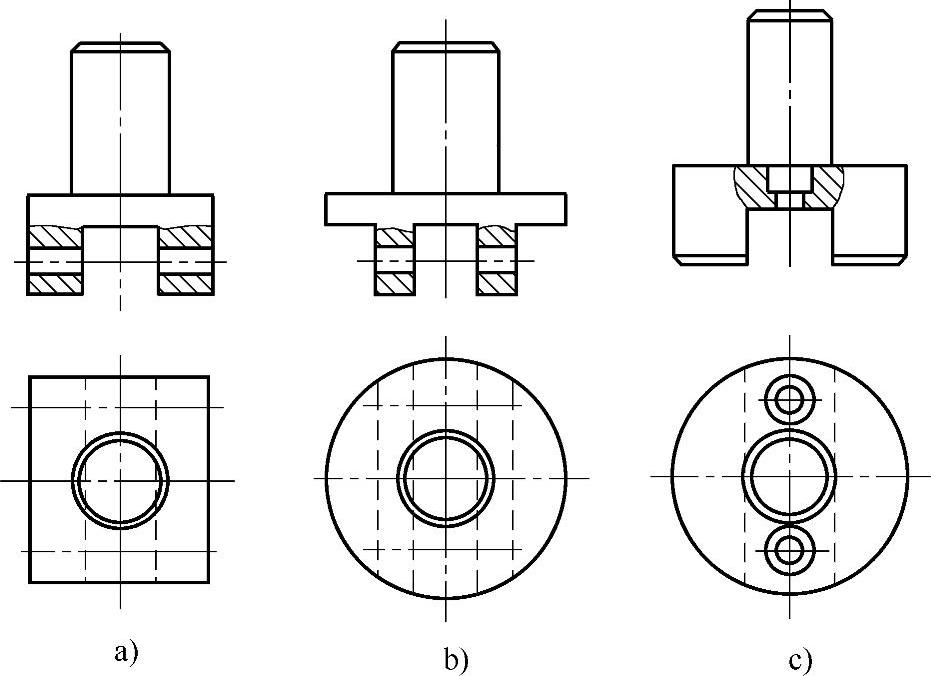
图3-66 直接与凸模连接的冲头把
a)矩形冲头把 b)圆形冲头把 c)螺钉拉紧冲头把
(3)通用型冲头把 通用就是可以为多种不同的冲压内容服务,可以提高冲头把的利用率,有的还可以在机上直接实现快速更换,缩短了更换的辅助时间,适用于多品种,小批量的试制性生产。
图3-67就是三种比较适用的通用冲头把:
图a为用螺钉从侧面顶紧的方式固定凸模,中心圆孔与凸模固定端有良好的配合关系,可以用作中心定位,顶紧螺钉从侧面对凸模上的斜面缺口实施压紧,达到紧固和防止拔脱。还可利用斜面与工作端非圆成形的方向关系完成方向锁定,并可实现机上快速更换,适用于凸模频繁更换的场合。图b则是利用凸模固定端的螺纹直接与冲头把完成连接固定,冲头把孔口有一段光孔与凸模配合,完成中心定位,确保使用过程的稳定性。凸缘则用来传递冲压力,保护螺纹。机上更换快速、方便,但不能锁定凸模成形的方向。适用于多品种、没有方向要求的场合。图c则是用螺钉从中心拉紧的方式固定凸模,固定的效果好,固定端与冲头把孔的配合应更紧密一些,提高中心定位精度和使用过程的稳定性。但不能在机上实现更换,所以,适用于有一定数量、不需频繁更换凸模的场合。
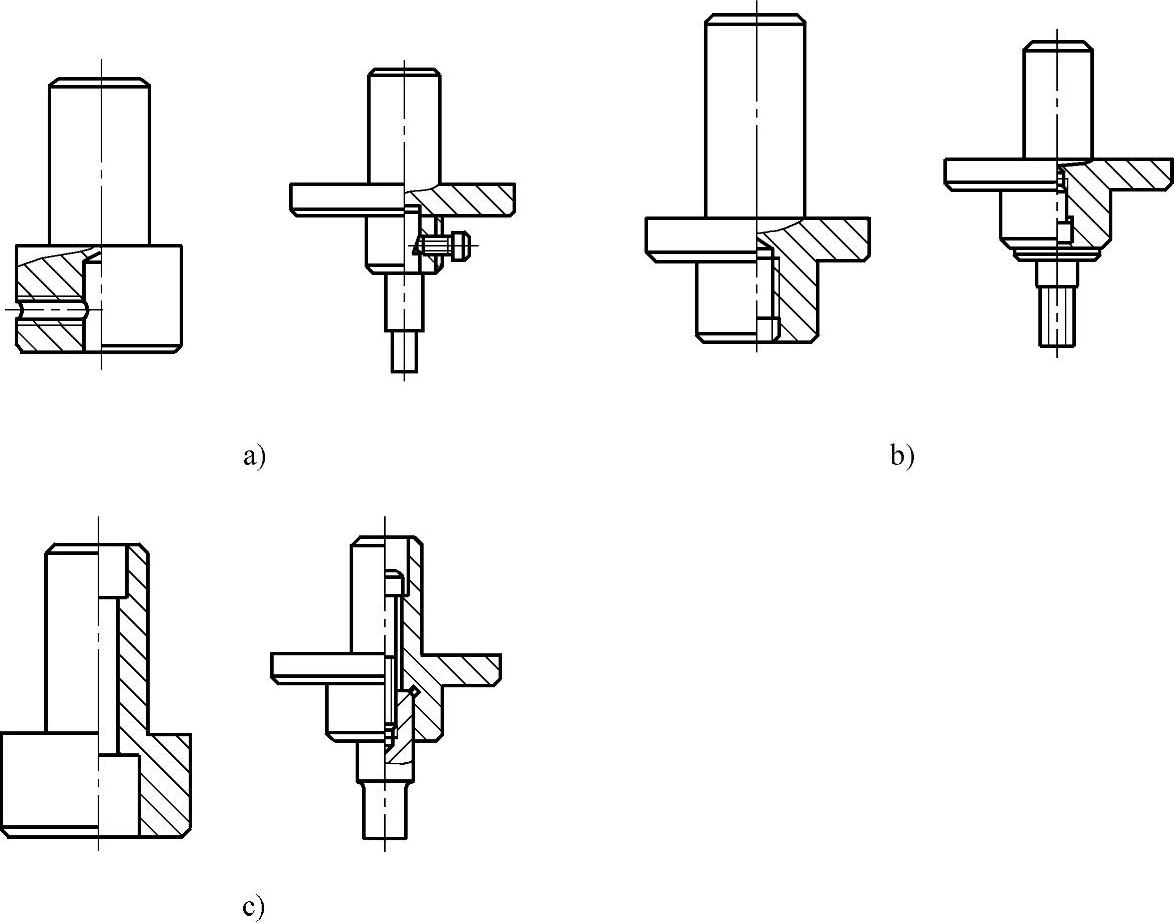
图3-67 通用冲头把
a)用螺钉顶紧固定 b)用螺纹连接固定 c)用螺钉拉紧固定
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。