



凸凹模是只有复合类模具中才有的一种特殊形式的模具工作零件,因为它同时有凸模和凹模才有的两种功能。如图3-3复合模的凸凹模19,冲切时,与凸模6配合成形冲件的孔,与凹模1配合成形冲件的外形。但凸凹模的工作部分都不直接决定冲件的形状和尺寸,这也是冲裁类复合模中凸凹模的固有特点。而成形工作内容中有非冲裁成形工作内容时就会有所不同,有的就可能直接决定冲件的形状和尺寸。另一个相同点是冲件的外形和孔(或内部成形)的方向位置关系,则由凸凹模来决定。
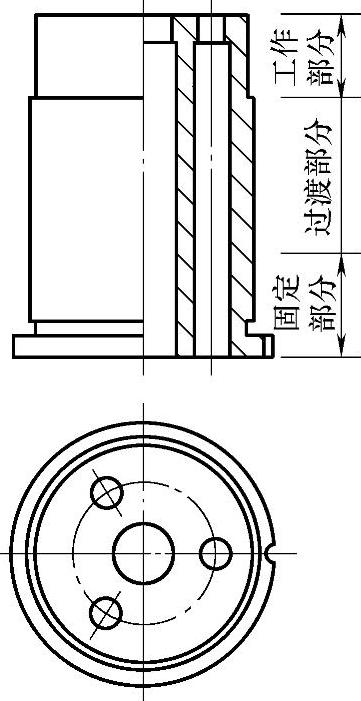
图3-25 凸凹模的组成
1.凸凹模的组成
凸凹模的组成和冷冲压模具的凸模基本相同,包括成形工作部分、固定部分和过渡部分三大部分。如图3-25所示的冲裁用凸凹模,上端为成形工作部分,外形为圆形,中心有一个稍大的冲切用孔,外围还均匀分布有三个稍小一些的冲切用孔。直刃口留有一段工作长度外,其余扩大以便漏料。中段为过渡部分,已经加粗增加了受力强度,形状仍为圆形。下端为固定部分,凸凹模采用凸缘方式固定,安排有退刀槽,便于磨削外圆及靠磨凸缘侧面时清根,装配时贴合更好。凸缘外侧装配调正后还须用防转销锁定方向,图上已作出表示,具体位置在装配时酌情而定,并无严格要求,包括防转销的直径大小,都可临时根据条件而定,主要是锁定效果。
2.凸凹模特点的分类
凸凹模按其特点分类,主要从两个方面,一是成形工作部分的用途和形状特点,决定凸凹模的复杂程度和制作难度;二是凸凹模的固定方式。下面介绍几种不同特点的凸凹模:
(1)圆形凸凹模 如图3-26所示的四种凸凹模,都是用于冲孔、落料工艺组合的,而且落料形状都为圆形。所不同的是冲孔的内容和固定方式有所不同,其中:
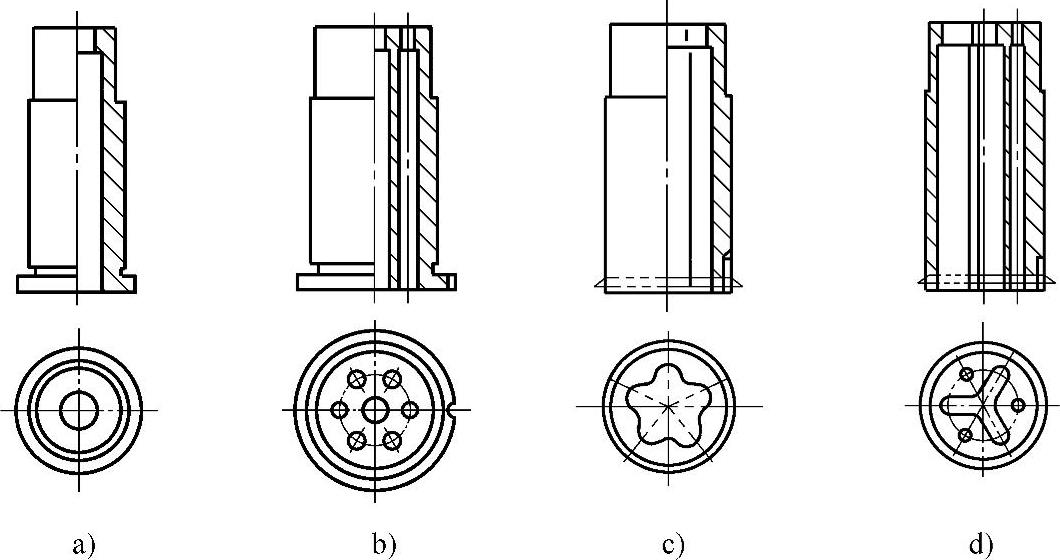
图3-26 圆形凸凹模
a)圆+圆凸凹模 b)圆+多圆凸凹模 c)圆+非圆凸凹模 d)圆+非圆+多圆凸凹模
1)图a:圆+圆凸凹模,即除落料为圆形外,还要在中心处冲一个圆孔,这是复合模中最为典型,且又最为简单的落料、冲孔工艺组合结构形式,制作简单、方便。固定端加粗强度好,利于分别配磨加工,装配时又不会损伤刃口。凸缘方式固定,安排了退刀槽,能提高加工质量。
2)图b:圆+多圆凸凹模,即除落料为圆形外,还要冲多个圆孔。图示凸凹模即是在中心冲一个圆孔,还在外圆同一圆周上,均匀冲切出另外六个圆孔。这种凸凹模孔的加工就比只在中心有一个圆孔的难一些,一是孔的数量多,另一方面必须保证孔与孔之间和孔与外形之间的方向、位置关系。固定部分同样加粗、凸缘固定、有退刀槽。所不同的是,在装配过程中,当凸凹模在合模状态与各冲孔凸模调整好间隙后,固定端必须用防转销锁定与固定板的方向关系。
3)图c:圆+非圆凸凹模,即落料是圆形,所冲的孔却是非圆形。图示凸凹模就是要冲一个梅花形的孔。这种凸凹模的加工除了要保证型孔与凸模的配合关系外,还要保证异形孔与外形的位置关系。采用铆接固定方式,固定部分和过渡部分为加粗的直通形式,也许能为保证工作部分各成形的位置关系提供帮助。同时,装配调正后,仍然需要用防转销来锁定凸凹模和固定板的方向关系。
4)图d:圆+非圆+多圆凸凹模,即落料是圆形,冲孔除了一个非圆成形孔外,还要冲多个圆孔。如图示凸凹模,中间有一个三叉形的非圆成形孔,另外还在叉间同一圆周上分别有三个孔需要冲切成形。这种凸模的加工同样难度较大,主要是如何保证孔与孔之间和孔与外形之间的方向、位置关系,装配时仍须用防转销锁定已调正的方向。
(2)非圆形凸凹模 这里指的非圆形,是指落料外形为非圆形,它们的结构特点、加工方式、固定方式也会与圆形凸模有所不同。图3-27就是几种非圆形凹模:(https://www.xing528.com)
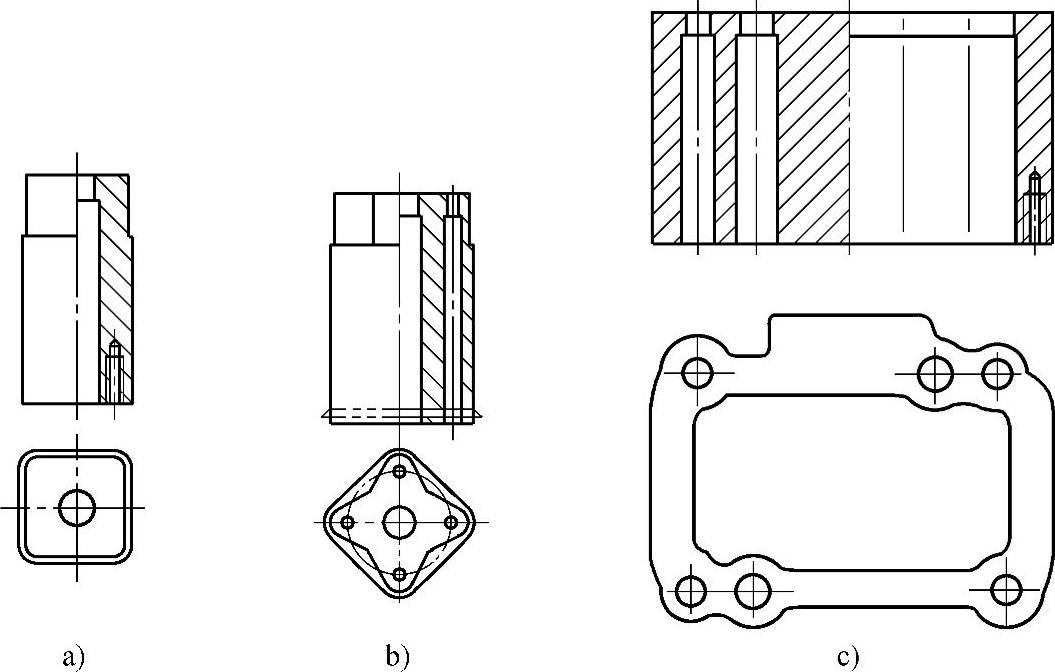
图3-27 非圆形凸模
a)非圆+圆凸凹模 b)非圆+多圆凸凹模 c)非圆+非圆+多圆凸凹模
1)图a:非圆+圆凸凹模,即落料为非圆成形,再冲一个圆孔的凸凹模。如图所示的凸凹模,外形正方、角部有圆弧,中心处有一个圆孔,也是这种类型中最简单、典型的,制作也方便,有多种加工方式可供选择。固定部分加粗,并用螺钉拉紧方式固定,都为加工方便提供了条件。
2)图b:非圆+多圆凸凹模,即外形为非圆成形,还要冲多个圆孔的凸凹模。图示凸凹模的外形,制作起来就要难一些,而且除中心处有一圆孔外,四角上还分别有一个圆孔需要冲切。所以,还要保证各孔之间和孔与外形之间的方向、位置关系,进一步增加了制作难度。尤其固定部分外形加粗且设计为简单形状来改善角部的强度。简化固定板孔的形状,所以凸凹模又不便用线切割加工成形。因此,保证凸凹模的加工质量是比较重要的问题,采用铆接固定,外形直通,对固定部分的外形加工倒比较有利。当尺寸足够大时,也可选用螺钉拉紧的方式。
3)图c:非圆+非圆+多圆凸凹模,当凸凹模外形为异形,且其中又有非圆的异形孔时,就是凸凹模形状最为复杂的一类,尤其有多个异形孔的,就会进一步扩大复杂程度。加工工作量及难度,各部分成形之间方向、位置关系的保证都比前述各种凸凹模更为困难。如图示凸凹模外形为直通形式,为线切割加工成形提供了方便,也为保证成形各部分的方向、位置关系创造了较好的加工条件。
(3)其他形式凸凹模 图3-28就是四种不同用途的四种特殊结构形式的凸凹模:
1)图a:是用于落料、拉深工艺组合复合模的凸凹模。工作部分外形用于落料分离出拉深用工序坯料,中间孔孔口有圆弧用于材料流动,还同时形成带凸缘拉深件根部圆弧。拉深用孔的深度要保证冲件成形的高度和推件零件的厚度有足够的活动余地,不会发生干涉。固定端加粗,凸缘固定方式,根部有退刀槽。
2)图b:是用于拉深、冲孔工艺组合复合模的凸凹模。工作部分外形顶端有圆弧,用于成形拉深件底部圆弧,中间孔用于与冲孔凸模配合在拉深件底部中心处冲孔,外形固定端加粗,工作部分的长度应在保证拉深高度时,为卸料零件提供足够的活动空间,不会发生干涉。凸缘固定方式,根部有退刀槽。
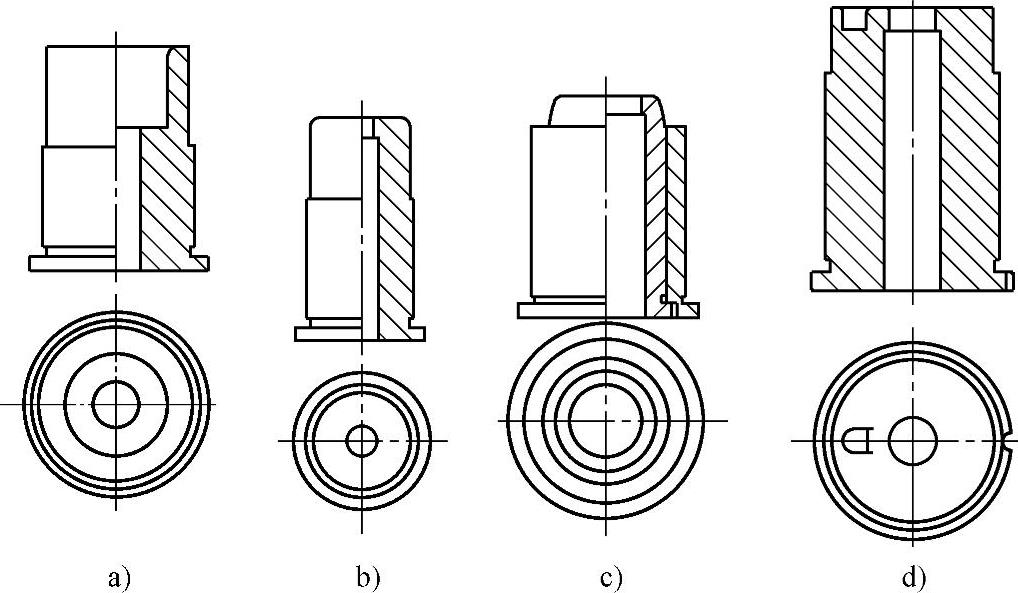
图3-28 特殊用途及形式凸凹模
a)落料拉深凸凹模 b)拉深冲孔凸凹模 c)组合式凸凹模 d)三工艺组合凸凹模
3)图c:是用于立体形零件冲孔、切边工艺组合复合模的凸凹模。由于两部分的冲切内容不在同一个平面上,采用组合的结构形式,是便于分解修磨刃口。只是要注意两部分刃口的高度差应尽可能与冲件一致,以免引起变形。主要用于要求不高的冲切,但生产效率会比分别冲切高一倍,模具数量减少,冲压设备占有减少,且能力能得到有效发挥。
4)图d:用于冲孔、切口、落料三种工艺组合复合模的凸凹模,总的结构形式并无特别之处。由于切口无废料,所以型孔不通。冲切成形后,冲件依靠冲孔和落料时与凸模和凹模型孔壁的摩擦力,将切口部分带离凸凹模,不会影响正常脱模。固定部分仍采用加粗、凸缘固定方式带退刀槽。由于切口限制了凸凹模的方向性,所以安排了防转销锁定方向。
除此之外,部分模具的其他组成零件,如推板、侧刃等,也可能会与冲件成形有一些直接的关系,但却不是专门的成形工作零件,所以不作专门介绍,在后面冷冲压模具典型结构的实例中将会有具体叙述。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。