



将板状坯料经加压变形,成为具有合适高度的直通或带凸缘的筒形零件的模具,就是拉深模。拉深多为圆形,异形件成形较难,工序坯件的展开形状和尺寸难以最终确定。成形后的拉深件外形美观、强度好、质量稳定。对材料的塑性,尺寸关系有较为严格的要求,拉深过程的起皱、掉底与多种因素有关,都应作好协调工作。
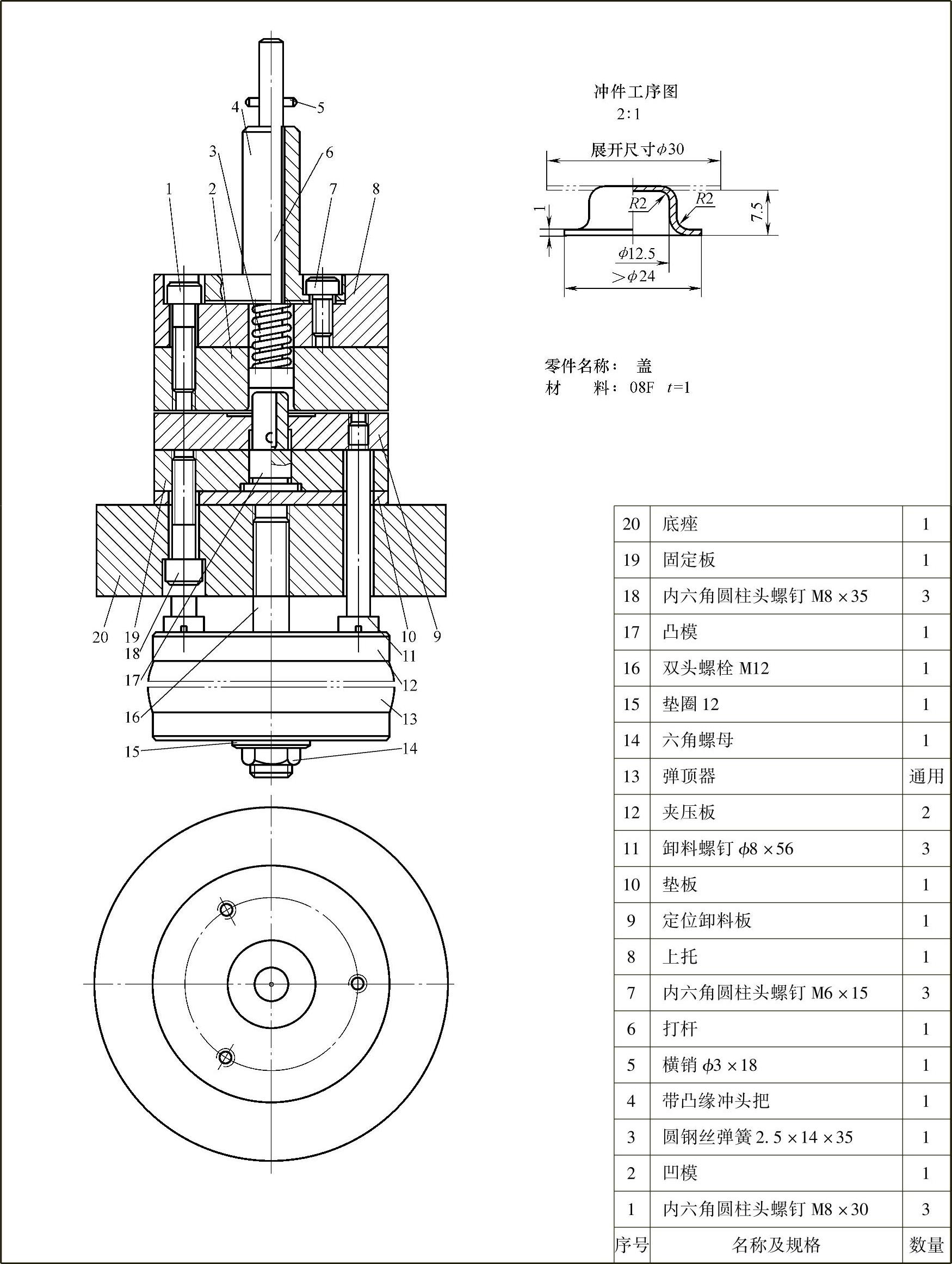
图3-6就是一套带凸缘拉深模。
1.冲件工艺分析
冲件为一带凸缘圆形拉深件,尺寸较小。圆筒部分尺寸标注在孔内,应由凸模来保证。高度方向直面部分较短,容易推件脱模。材料为08F钢,厚度1mm,坯件展开尺寸为ϕ30,应是为坯料定位的尺寸。
2.模具结构的基本特点
1)倒装结构形式,凹模在上模部分,并直接与上托形成固定连接。
2)工序坯件在定位卸料板中心环形凹进台阶中定位,开模状态坯件上大面也不低于凸模上端面,有利压料。
3)模具采用无导向装置结构模架,合模导向用坯料或相同厚度的软质材料在凸模和凹模之间自动找正,模具结构简单紧凑。而且上、下模均无须安排圆柱销来锁定相关零件间的位置关系,组成零件减少,加工制作、装配、拆卸更加方便。
4)下模设模外可调弹压装置,可用于卸模,还有一个重要作用是许多拉深成形时需要的合适的压料功能,确保坯料在一定压力的作用下变形流动,防止起皱和掉底。还能使定位卸料板开模时停留在上止点,为工序坯件的摆放定位提供方便,不会受到凸模的干涉。模外部分组成零件大多是通用的,不需在模具制作时和其他模具零件一起制作,只有当使用现有的不合适时,才会增加制作一组新的装置,在使用完后不必随模具入库保存,留在现场增加通用装置的品种和数量,供其他模具选用。
5)上模设附加弹压的刚性打料装置,增加弹性有助于压料,甚至当所需推件力较小时,弹性力就能完成推件,刚性打料则起到保险的作用。
3.模具零件的组成、用途和结构形式
1)件号1:内六角圆柱头螺钉,三颗螺钉用来连接固定凹模和上托,确保使用时不会松动。
2)件号2:凹模。中间型孔配合凸模完成拉深成形。外形为圆形,既省料又便于制作。厚度较大,直通式型孔,除了用于成形外,还要为打杆的推料端提供足够的配合长度,确保推件顺利。
3)件号3:圆钢丝弹簧。始终让打杆具有推压力,保持对冲件底面的压料状态,不易产生凸起,还能协助推件。
4)件号4:带凸缘冲头把。与上托固定连接,使用时与压力机滑块形成固定连接,传递动作和动力。
5)件号5:横销。用于为整体打杆的下止点加以限制,确保成功打料推件,还能保持与凹模型孔的正常配合。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-6 拉深模
6)件号6:打杆。用于打料推件,整体结构形式,制作简单。
7)件号7:内六角圆柱头螺钉。三个螺钉用来在上托上连接固定带凸缘冲头把,确保使用过程中不会松动。
8)件号8:上托。圆形外形和凹模大小一样,用来连接固定凹模和带凸缘冲头把,形成上模部分主体。
9)件号9:定位卸料板。既为工序坯件提供定位,还在模外可调弹压装置的作用下完成卸料和压料。成形过程中会与受压的材料流动产生摩擦,通常适当提高硬度解决耐磨的问题。
10)件号10:垫板。置于凸模、固定板与底座之间,承受和分散凸模冲压成形时的反向冲击力,防止底座局部受力变形影响作业的稳定性。
11)件号11:卸料螺钉。用来规定和限制定位卸料板上止点的位置,同时传递模外可调弹压装置的弹压力,帮助定位卸料板完成卸料和压料。
12)件号12:夹压板。用来将弹顶器的弹压力用刚性方式传递出去,圆形外形,其工作强度应能保证承受模具所需弹压力而不会变形,以免影响弹压效果。
13)件号13:弹顶器。厚度在10mm左右的弹性橡皮加工而成,使用时所需的厚度可根据需要决定。同次使用的材料软硬状态应一致,才能获得良好的使用效果。
14)件号14:六角螺母。用来调整模外弹压装置的弹压力。应选择厚型的,以防弹压力较大时造成螺纹部分损坏而失效,有时也可用两颗螺母来同时承压。
15)件号15:垫圈12。配合六角螺母调整弹压力。
16)件号16:双头螺栓。一头与底座连接固定,另一头配合六角螺母调整弹压力来满足需要,螺纹部分较长,增大调节范围。
17)件号17:凸模。成形并决定拉深件的内空尺寸,固定端加粗,凸缘固定方式。中心有孔从侧面相通,能用进气的方式防止拉深件推件脱模时形成真空引起零件变形,或底部凹陷不平。
18)件号18:内六角圆柱头螺钉。三颗螺钉连接固定板,垫板和底座,防止工作时松动。
19)件号19:固定板。安装固定凸模。
20)件号20:底座。除作为基础安装固定下模零件和模外可调弹压装置外,还要与冲床工作台完成模具的安装定位,固定连接。由于需在悬空状态承受冲压力,所以需要足够的厚度来保证强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。