



直接从坯料上冲切分离出外形零件的工艺方式就是落料。落料模通常结构比较简单,且不受冲件形状复杂程度的影响,对条料的送进导向及定位也无过高的要求,更不会对冲件的成形质量造成影响。
如图3-1就是一套典型的落料模:
1.冲件及排样
冲件似蝶形,形状简单,没有细长的伸出和凹进,也无严格的尺寸精度要求。材料为10钢,厚度为1.2mm,比较适合采用冲切分离成形。
排样采用单件排样的方式,一模一件,模具结构简单紧凑,方便制作,成本低。排样时利用冲件形状的特点,将前端锥形部位尽可能伸入前一件后端敞开部位,可在一定程度上提高材料利用率,降低材料成本。
2.模具的总体结构特点
1)根据冲件长、宽方向尺寸差较大的特点,采用纵向送料方式,模具结构更加紧凑。
2)条料用双侧面导板导向,稳定可靠。挡料销定位,生产效率不如侧刃高和准确,但可节省用于侧刃冲切的材料,且落料模的定位方式一般不会直接影响冲件质量。
3)模具采用弹压卸料方式,在正常完成卸料的同时,还可以起到一定的压料作用,改善冲切条件,防止或减少条料变形而影响操作,卸料平稳无噪声。便于观察和退出条料。用橡皮做弹顶器弹力均匀。
4)模具选标准的中间导柱模架,稳定性好,操作方便。
3.模具零件组成、用途及结构形式
1)件号1:标准的中间导柱模架,用来连接固定模具其他组成零件,使用时还用于与冲压设备的安装固定,传递冲压设备的动作和冲压力。
2)件号2:弹顶器。材料为具有弹性的橡皮,橡皮所产生的弹压力主要用来推动弹压卸料板,将完成冲切后的条料推离凸模,实现卸料。同时还可以通过弹压卸料板实现压料,使条料平整,总冲切条件得到一定改善,有利于提高冲切质量。薄软材料多用弹压卸料方式。
3)件号3:圆柱销。上模安排两颗圆柱销,用来锁定固定板和上托的位置关系,从而将安装在固定板上的凸模锁定,保证与下模凹模型孔的位置关系不变。
4)件号4:内六角圆柱头螺钉在上模安排了四颗,用来连接固定上模相关零件,但只有拉(压)紧固定的作用,不能准确锁定相互之间的位置关系。内六角圆柱头螺钉的紧固效果优于开槽圆柱头螺钉。(https://www.xing528.com)
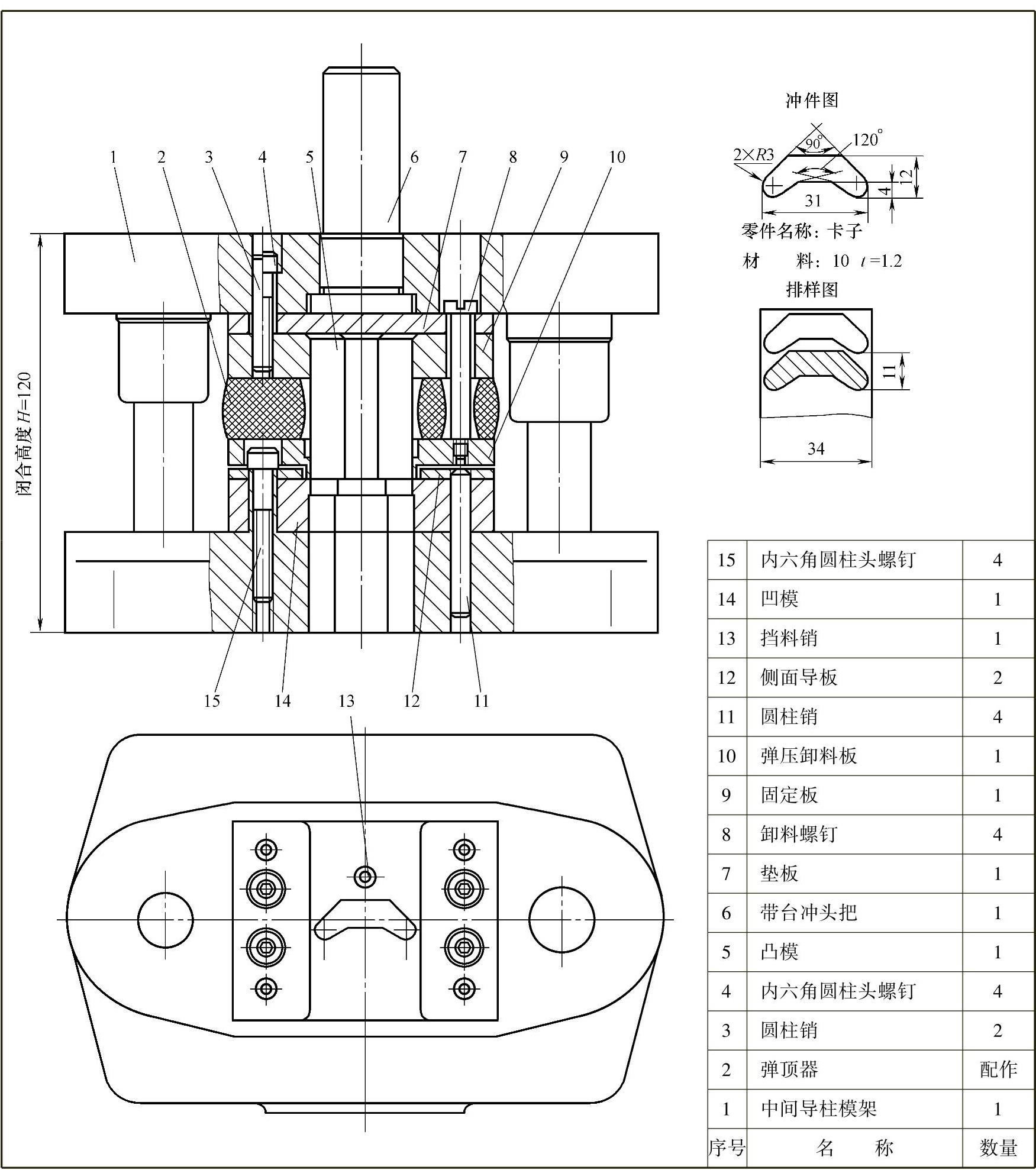
图3-1 落料模
5)件号5:凸模。在落料时是用来配合凹模型孔形成剪切来成形冲件的,但它不直接决定冲件的最终形状,尤其是尺寸。结构为直通式,便于异形凸模采用线切割方式加工成形,用铆接方式固定在固定板上。
6)件号6:带台冲头把。这是中小型冷冲压模具比较常用的一种结构形式,装配固定在模架上托之上,用来与冲床滑块固定连接,以便传递动作和冲压力。同时也为模具在冲压设备上的安装提供中心定位。
7)件号7:垫板。安排在固定板和上托之间的垫板,经热处理淬火后具有较高的硬度,主要用来承受凸模工作时的反向冲击压力,防止直接作用在硬度较低的上托大面上引起变形,使模具工作不稳定。
8)件号8:卸料螺钉。就是用来限制弹压卸料板停留位置的专用螺钉,将弹压卸料板的压料大面控制在不低于凸模工作端面的位置,并以此配作弹顶器,保证弹压卸料板有足够合适的预压弹压力。
9)件号9:固定板。其作用主要是安装固定冷冲压模具所有的凸模,尤其在多凸模时,还要保证相互之间的方向和位置关系,并达到牢固和稳定,再通过上模的内六角圆柱头螺钉和圆柱销,实现与相关零件的固定连接和位置锁定。
10)件号10:弹压卸料板。作用是借助弹顶器的弹压力,实现冲切后条料套在凸模上的卸料,且在冲切时提供压料。
11)件号11:圆柱销。用于锁定侧面导板、凹模相互之间,及与模架底座之间的方向、位置关系。要锁定任何一个板状零件的方向、位置关系,至少需要两颗圆柱销,由于侧面导板是分体形式由单独的两块组成,每块安排了两颗圆柱销,所以,下模就需要四颗圆柱销。
12)件号12:侧面导板。是用来为条料送进提供导向的,保证送料方向正确,并对左右偏摆作出了限制,确保冲切成形的零件完整。
13)件号13:挡料销。用来规定和限制条料送进的距离,确保冲件外形完整,两件之间有合适的搭边,使材料的利用率得到有效保证。
14)件号14:凹模。其工作用型孔直接决定落料冲件的外部形状和最终的尺寸。在适当的位置安装固定挡料销,借助下模内六角圆柱头螺钉和圆柱销,与下模相关零件形成固定连接并锁定方向、位置关系。
15)件号15:内六角圆柱头螺钉在下模同样安排了四颗,用来将侧面导板、凹模和底座固定连接在一起。确保在工作过程中牢固和稳定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。