



冷冲压模具是为产品生产服务的专用工具,如果没有产品,模具也就没有存在的必要。所以,冷冲压模具的首要依据就是产品。
1.产品零件图
产品零件图就是代表产品的正规技术文件,图面上所反映的内容都是模具设计的重要依据。包括:反映冲件结构形状的全部视图、完全的尺寸标注、尺寸公差要求及其他相关的技术要求、材料的种类或牌号、材料厚度、冲件名称以及编号等。
如图2-1就是一个产品零件图,图中有清楚表示冲件结构形状的视图,尺寸标注完全,两圆孔中心距还标注了公差要求。没有特殊要求,冲压件一般不标注表面粗糙度。零件名称是垫板,实际工作中还应有不重复的零件图号。材料为10钢,厚度0.7。有了这个表示完整的零件图,冷冲压模具设计就有了最为重要的依据。

图2-1 产品零件图
2.产品零件
在模具设计时,还可能出现另外一种情况,即没有产品零件图,只有一个成形的样品。如图2-2所示,就是一个产品实物图,这时的工作首先必须完成实物到正式零件图的转换,然后才能进入具体的模具设计。具体操作过程是:先对样件进行测绘,形成一个零件草图;对材料的牌号进行辨认;送产品设计或用户签字认可;最后完成正式零件图的转换。图2-3就是经转换确认的正式产品零件图。这样就可以进入后面的程序了。
3.产品加工工艺
在冲压产品中,除其中一部分可以只经一套冷冲压模具就可以完成全部的成形加工外,有的产品零件还可能需要多套冷冲压模具分别完成不同的冲压成形内容,或者在冲压成形的前后还要安排非冲压成形的其他加工工序,才能最终获得理想的产品零件。对于这种产品仅凭产品零件图是无法进行模具设计的,还要有正式的加工工艺,结合产品零件图,了解冲压成形各工序的具体成形内容和要求;了解前工序已完成成形的情况,以便选择恰当的定位方式,保证各成形间的方向、位置关系;了解后工序的加工成形方式,以便为后工序预留足够的加工余量,或为后工序加工提供方便等。如图2-4所示的带凸缘拉深件,凸缘要进行成形切边,还要成形四个圆孔,一套模具一道工序是无法完成的。至少还应有一个拉深成形的工序,获得如图2-5这样一个工序坯件,才能再安排冲孔、切边工序。而且冲孔和切边是用一套模具完成全部内容,还是安排两套模具分别完成,工艺文件上肯定也会有具体安排,模具设计也必须按工艺文件的要求进行。设计有困难时,必须与产品工艺师协商,工艺更改后,再按修改后工艺安排的成形内容设计模具。
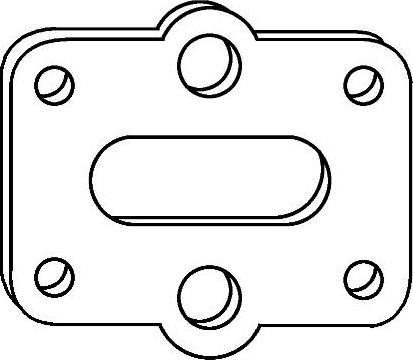
图2-2 产品实物样品(https://www.xing528.com)

图2-3 产品零件图
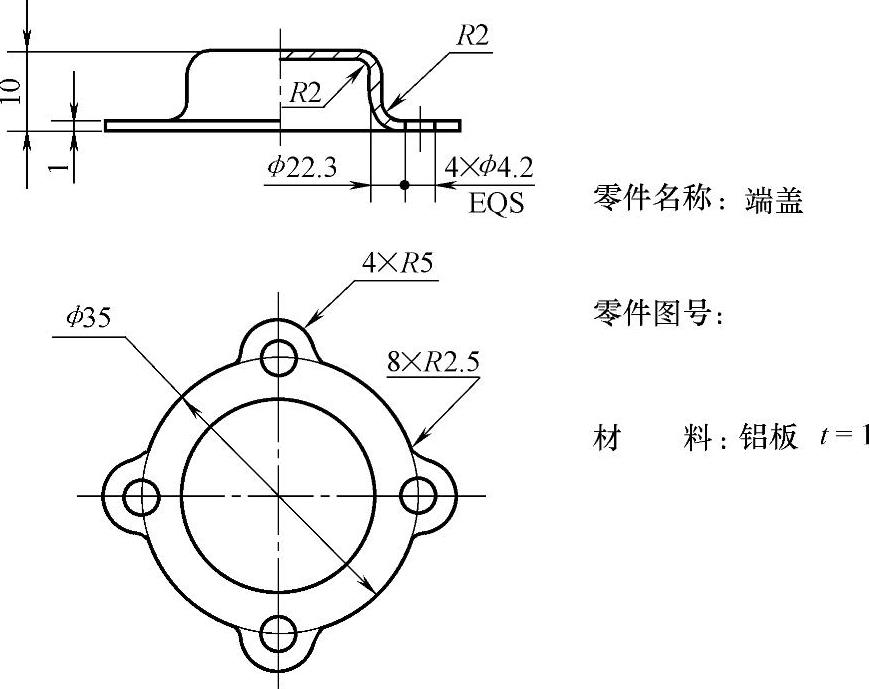
图2-4 零件图
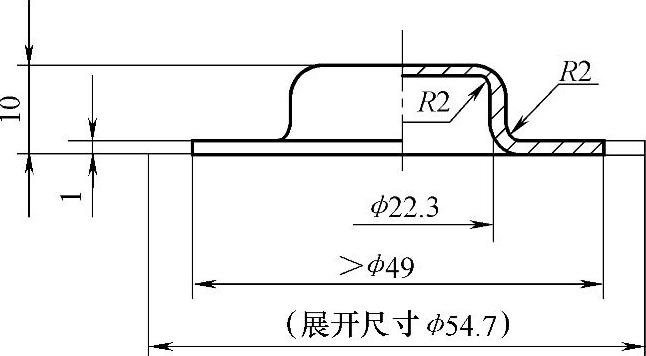
图2-5 冲件工序图
从冲件工序图上还可以看到:
1)后续工序不再加工的部分应满足产品的成形要求。
2)凸缘外圆已为后续的切边工序预留了2mm的切边余量,保证切边后冲件外形完整无缺陷。
3)对拉深前工序的坯件尺寸也通过展开尺寸计算作出了规定,保证坯件的大小能达到拉深工序时的成形尺寸要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。