



要使校平与整形加工的零件获得良好的效果,必须正确使用好校平与整形加工工艺。
1.校平加工的正确使用
正确地使用校平加工工艺有助于加工件质量的保证。加工过程中应注意以下几点:
(1)正确选用校平模 平面校平模主要用于薄料零件或表面不允许有压痕的较厚料且表面平直度要求不高的零件。
尖齿校平模主要用于料厚大于3mm,表面上允许有细痕的平直度要求较高的零件;平齿校平模主要用于料厚0.3~1.0mm的铝合金、黄铜、青铜等板料制成的零件,且表面不允许有深压痕。
齿形模的上、下模齿尖应相互错开。当零件的表面不允许有压痕时,可以采用一面是平板,另一面是带齿模板的校平方法。
(2)合理选用压力机 校平加工一般可选用摩擦压力机或液压机进行,但均应保证压力机的公称压力大于校平力F。校平力F由下式计算:
F=Aq
式中 A——校平投影面面积(mm);
q——校平单位压力(MPa),一般取50~200MPa。
2.整形加工的正确使用
正确地使用整形加工工艺同样有助于加工件质量的保证。一般来说,应注意到以下几点:(https://www.xing528.com)
(1)正确选用整形加工方法 正确地选用好整形加工方法有助于保证整形质量。加工中,若整形加工方法选用不对,还可能对零件起反作用。
1)弯曲件整形方法的选用。弯曲件的整形方法主要有压校法和镦校法两种。压校法(图8-35a)一般只对弯曲半径与弯角进行整形,主要用来校形一般用折弯方法获得的零件。零件一般尺寸较大,并可与弯曲工序结合起来进行;镦校法(图8-35b)由于除了在工件表面垂直方向上施加压力作用外,还通过使整形部位的展开长度稍大于零件相应部位的长度,从而使弯边长度方向上也产生压缩变形,使零件断面内各点形成三向受压的应力状态,使零件得到正确的形状。因此,镦校法除可对弯曲件的弯曲半径与弯角进行整形外,还可兼对弯曲件的直边长度整形。但对于有孔或宽、窄不等的弯曲件,则不宜采用。
2)拉深或成形件整形方法的选用。对于直壁筒形件,通常采用变薄拉深法进行整形,一般取大的拉深系数,并把整形与最后一道工序结合起来,通过取负间隙[单面间隙Z=(0.9~0.95)t]达到整形效果。
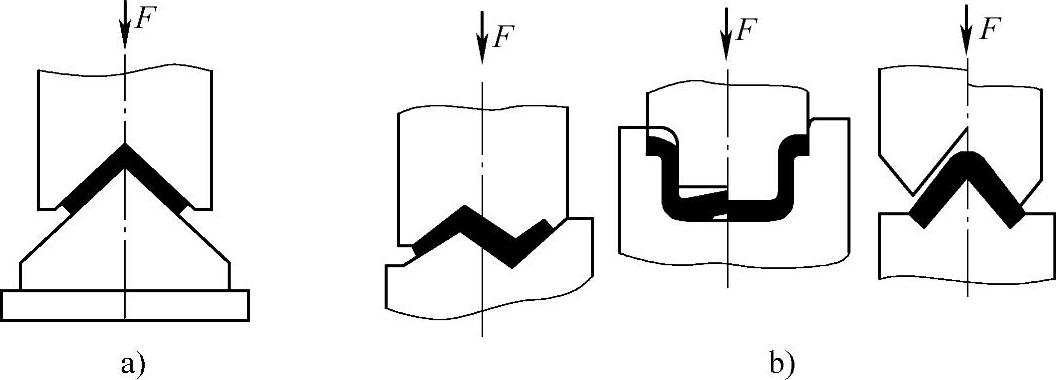
图8-35 弯曲件的整形方法
对带凸缘零件的整形,为达到整形目的,常对零件以下部位进行校平:校平底部平面及校直侧面曲面;校平凸缘平面;校正凸缘根部与壁部之间的圆角半径。其中,校平底部平面与校直侧壁的校形工作,一般同直壁零件整形法一样,即采用负间隙变薄拉深整形法,而对于校平凸缘平面,应采用模具的压料装置完成。
(2)合理选用压力机 整形加工一般可选用摩擦压力机、液压机或机械压力机上进行,但均应保证压力机的公称压力大于整形力F,整形力F可按下式计算:
F=Aq
式中 A——整形投影面面积(mm2);
q——单位整形力(MPa),一般为150~200MPa。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。