



不论是起伏成形类的平板毛坯局部胀形,还是凸肚类的空心毛坯胀形,一般必须采用胀形模通过压力机的压力才能完成。生产中只有在单件、少量且翻边孔尺寸较小、形状较简单的情况下,才考虑采用简单胀形模通过手工操作完成。胀形时,毛坯的塑性变形局限于一个固定的变形范围内,板料既不向变形区以外转移,也不从外部进入变形区内。图8-11为胀形加工变形过程,变形只局限于直径为d的圆周以内,而其以外的环形部分并不参与变形,凸缘部分的材料处于不流动的状态,它只是当凸模作用到材料时,在变形区内发生伸长,表面积增加。
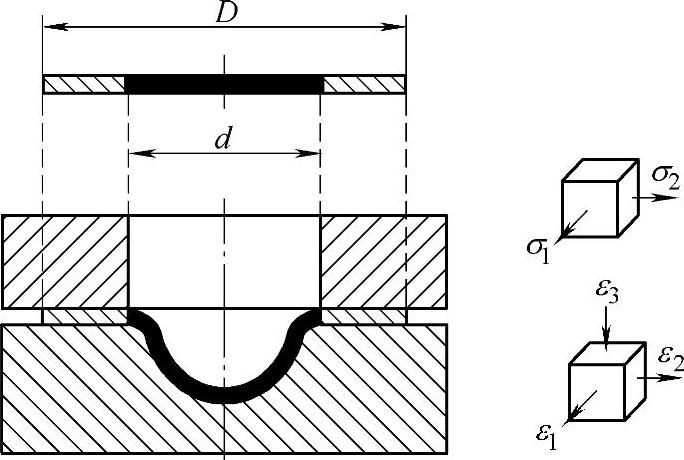
图8-11 胀形加工变形过程
由于胀形时板料受两向拉应力的作用,因而在一般情况下,变形区的毛坯不会产生塑性失稳而出现起皱,所冲制的零件表面光滑、质量较好,也容易得到尺寸精度较高的零件。因此,胀形加工广泛用于汽车、电器、电子、日用品及飞机制造业等工业领域。
由于胀形变形区内的金属处于两向受拉的应力状态,变形区内板料形状的变化主要是由其表面积的局部增大来实现的,所以胀形时毛坯厚度不可避免地要产生变薄。由于胀形过程中材料的逐级伸长,变形最剧烈的部分最终要出现缩颈甚至破裂,因而使胀形的深度(胀形量)受到一定的限制。
(1)胀形的变形程度 起伏成形的极限变形程度,可以概略地按单向拉伸变形处理,即

式中 δ极——起伏变形的极限变形程度;
δ——材料的伸长率;
l0、l1——变形前后长度。
系数0.7~0.75视胀形时断面形状而定,球形肋取大值,梯形肋取小值。
如果计算结果符合上述条件,则可一次成形。否则,应先压制成半球形过渡形状,然后再压出工件所需形状。
凸肚的变形程度以胀形系数m来表示:

式中 dmax——零件最大变形处变形后的直径(mm);
d——变形处的原始直径(mm)。
胀形系数m与坯料伸长率δ的关系为m=1+δ。
表8-4所示为一些材料的极限胀形系数和切向许用伸长率的试验值。
表8-4 极限胀形系数和切向许用伸长率的试验值

(2)胀形力的计算 起伏成形的变形力按下式计算:
F=KLtσb(https://www.xing528.com)
式中 F——变形力(N);
K——系数,K=0.7~1,加强肋形状窄而深时取大值,宽而浅时取小值;
L——加强肋的周长(mm);
t——料厚(mm);
σb——材料的抗拉强度(MPa)。
凸肚胀形力的计算分以下几种情况:
1)刚模胀形力按下式计算:
F=Ap
式中 F——胀形力(N);
A——胀形面积(mm2);
p——单位胀形力(MPa);
σb——材料抗拉强度(MPa);
dmax——胀形最大直径(mm);
t——材料厚度(mm)。
2)软模胀形时所需单位压力p:
两端不固定允许毛坯轴向自由收缩

两端固定毛坯轴向不能收缩
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。