



1.内孔翻边
一般来讲,内孔翻边必须采用翻边模通过压力机的压力才能完成,生产中只有在单件、少量且翻边孔尺寸较小、形状较简单的情况下,才考虑采用简单的翻边模通过手工操作完成。
图8-2所示为内孔翻边过程示意图,翻边前毛坯孔径为d0,翻边变形区是内径为d0、外径为D的环形部分。当冲头下行时,d0不断扩大,并向侧边转移,最后使平面环形变成竖边。变形区的毛坯受切向拉应力σθ和径向拉应力σr的作用,其中切向拉应力σθ是最大主应力,而径向拉应力σr较小,它是由毛坯与模具的摩擦而产生的。
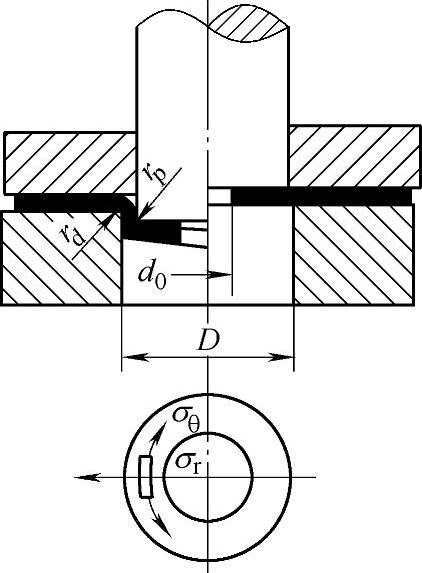
图8-2 内孔翻边过程
(1)翻边系数 在整个内孔翻边过程中,变形区内的应力、应变大小是变化的,其中孔的外缘处于切向拉应力状态,且数值最大,当变形超过许用变形程度时,此处就会开裂。内孔翻边的变形程度用翻边前孔径d与翻边后孔径D的比值m来表示,即
m称为翻边系数。m值越大,变形程度越小;m值越小,变形程度越大。翻边时孔不破裂所能达到的最小翻边系数称为极限翻边系数。表8-1为采用不同的翻边凸模和不同的预制孔加工方法时,低碳钢的极限翻边系数。
表8-1 低碳钢的极限翻边系数
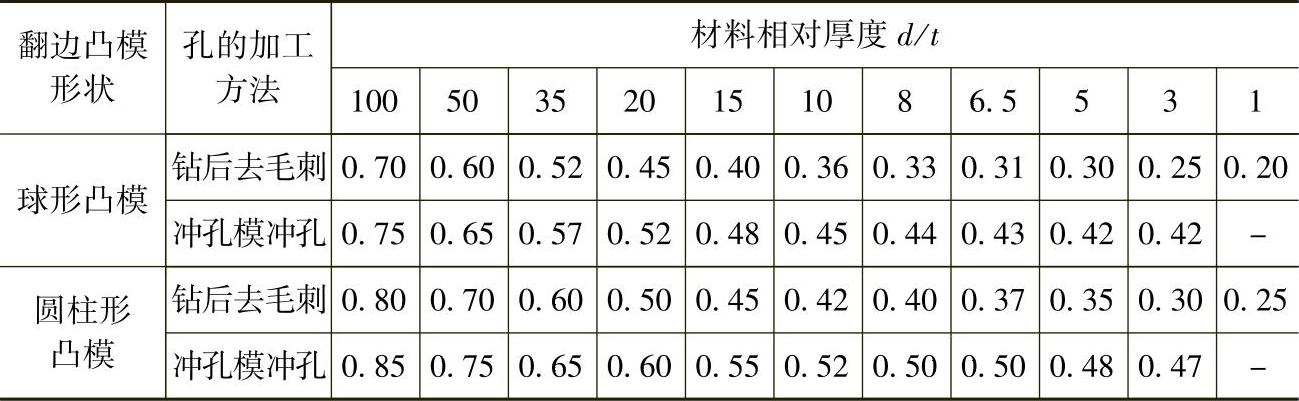
注:按表中翻边系数翻孔后口部边缘会出现不大的开裂。若工件不允许,翻边系数需加大10%~15%。
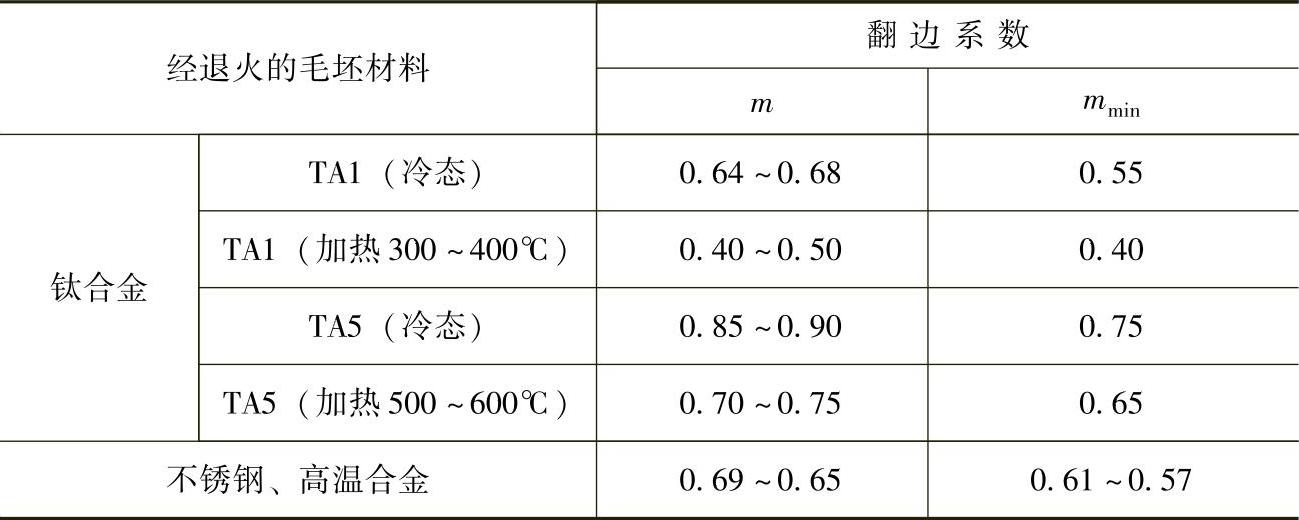
表8-2为圆孔翻边时各种材料的翻边系数,其中mmin为当翻边壁上允许有不大的裂痕时,可以达到的最小翻边系数。
表8-2 各种材料的翻边系数

(续)
(2)内孔翻边的工艺计算 根据内孔翻边高度的不同,内孔翻边分平板毛坯上翻边及预拉深后翻边两种。当在平板毛坯上翻边时,对其预制孔直径d进行翻边工艺计算时,应根据零件翻边后的尺寸D计算出预制孔直径d,并核算其许用最大翻边高度Hmax,使之必须大于零件翻边高度H。当采用平板毛坯不能直接翻出所要求的高度时,应预先拉深,然后在拉深件底部冲孔再翻边,或采用直接切筒底等工艺方案达到要求。
1)平板毛坯上翻边。如图8-3所示,在平板毛坯上翻边时,其预冲孔直径d的计算公式为
d=D-2(H-0.43r-0.72t)
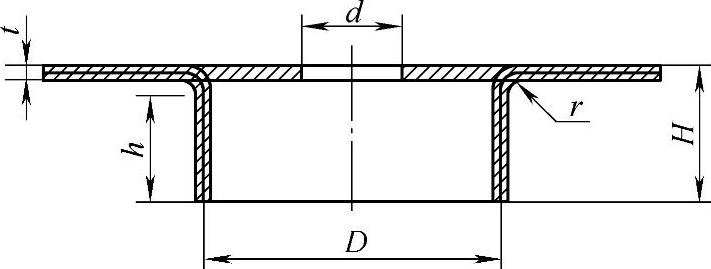
图8-3 平板毛坯的翻边
许用最大翻边高度Hmax的计算公式为

式中 mmin——最小翻边系数,查表8-1、表8-2。
2)预拉深后翻边。当工件的高度H大于Hmax时,则需先拉深,再在其底部预冲孔d,然后再翻边,如图8-4所示。这时,先要决定翻边所能达到的最大高度hmax,然后再根据翻边高度来确定拉深高度h1,此时
翻边高度h的计算公式为
许用最大翻边高度hmax的计算公式为

拉深高度h1的计算公式为
h1=H-hmax+r+t
预冲孔直径d的计算公式为
d=D+1.14r-2h
或 d=mminD

图8-4 拉深件底部冲孔翻边
(3)翻边力的计算 内孔翻边力F的近似计算公式为
F=1.1π(D-d)tσs(https://www.xing528.com)
式中 D——翻边后直径(mm);
d——预冲孔直径(mm);
σs——材料屈服点(MPa)。
2.外缘翻边
与内孔翻边类似,外缘翻边也必须采用翻边模并通过压力机的压力才能完成,只有在单件、少量且翻边孔尺寸较小、形状较简单的情况下,生产中才考虑采用简单的翻边模通过手工操作完成。
外缘翻边有外凸和内凹两种情况,如图8-5所示。其中,外凸的外缘翻边变形类似于浅拉深,变形过程中材料易起皱;内凹的外缘翻边变形类似于内孔翻边,边缘易于开裂。
(1)外缘翻边的变形程度 图8-5a所示的外凸外缘翻边变形程度E凸的计算公式为
其极限变形程度主要受变形区材料失稳的限制,毛坯形状可参照浅拉深的方法计算。
图8-5b所示的内凹外缘翻边变形程度E凹的计算公式为

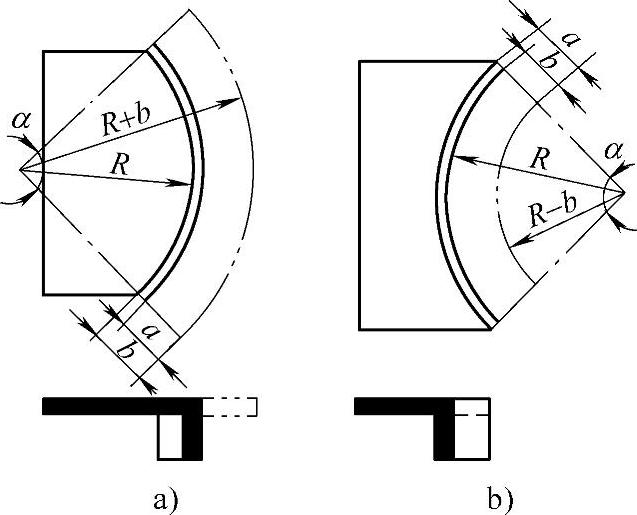
图8-5 外缘翻边
a)外凸的外缘翻边 b)内凹的外缘翻边
其极限变形程度主要受边缘拉裂的限制,毛坯形状可参照内孔翻边的方法计算。
外缘翻边允许的极限变形程度见表8-3。
当翻边变形程度小于极限变形程度时,可一次翻边成形。
(2)外缘翻边力的计算 外缘翻边力F可近似按带压料的单面弯曲力计算:
F=KLtσb
式中 K——系数,可取0.5~0.8;
L——弯曲线长度(mm);
t——材料厚度(mm);
σb——材料抗拉强度(MPa)。
表8-3 外缘翻边允许的极限变形程度

3.变薄翻边
变薄翻边一般采用变薄翻边模通过压力机的压力作用完成。当零件翻边高度很高时,可以采用减少模具凸、凹模间隙,强迫材料变薄的方法进行,以便提高生产效率和节约原材料。
变薄翻边时,在凸模压力的作用下,变形区材料先受到拉深变形使孔径逐步扩大,而后材料又在小于板料厚度的凸、凹模间隙中受挤压变形,使材料厚度显著变薄。
变薄翻边的变形程度不仅取决于翻边系数,还取决于壁部的变薄程度。变薄翻边的变薄程度用变薄系数K表示:

式中 t1——变薄翻边后零件竖边的厚度(mm);
t——毛坯厚度(mm)。
一次变薄翻边的变薄系数K可取0.4~0.5。若变薄程度超过变薄系数,则应采用多次变薄翻边工艺或应用直径逐渐增大的阶梯环形凸模在压力机的一次行程中将其厚度逐渐减小来获得。图8-6a所示翻边凸模用于较小孔的翻边,图8-6b所示翻边凸模用于较大孔的翻边。

图8-6 采用阶梯环形凸模的变薄翻边
a)变薄翻边 b)凸模形式实例
变薄翻边属于体积成形,因此变薄后竖边高度可按翻边前后体积不变的原则进行计算。在工业生产中,变薄翻边广泛应用在平板坯料或半成品零件中M5以下小螺纹孔径的翻边,但对于M5以上的螺纹孔则不宜采用翻边的方法来加工螺纹底孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。