



拉深模的安装分单动压力机上安装与双动压力机上安装两种。
1.在单动压力机上安装拉深模的方法
拉深模的安装调整同弯曲模相似。拉深模安装除了有打料装置、弹性卸料装置等在冲裁模、弯曲模调试中遇到的共同问题之外,还特有一个压边力的调整问题。若调整的压力过大,则拉深件易破裂,过小则易使拉深件出现皱折。因此,应边试边调整,直到合适为止。
如果拉深对称或封闭形状的拉深件(如筒形件),则安装调整模具时,可将上模紧固在压力机滑块上,下模放在工作台上不紧固。先在凹模洞壁均匀放置几个与工件料厚相等的衬垫,再使上、下模吻合,就能自动对正,间隙均匀。在调整好闭合位置后,才可把下模紧固在工作台上。
如果是无导向装置拉深模,则安装时,需采用控制拉深间隙的方法决定上、下模相对位置,可用标准样件或垫片配合调试。
从某种程度来说,压边圈压力的调整是拉深模加工成败的关键,压边圈压力的调整需根据模具所采用压边装置的不同而有针对性地采取措施。
目前,在生产实际中常用的压边装置有两大类,即弹性压边装置和刚性压边装置。弹性压边装置主要有橡胶压边装置、弹簧压边装置及气垫式压边装置三种类型。橡胶、弹簧压边装置具有结构简单、使用方便等优点,常用于中小型压力机的浅拉深零件的加工,一般来说,其调整压边力常用的方法主要有:调节橡胶或弹簧位置以改变其压缩量,改变橡胶的压缩面积,更换单位压力的橡胶,改变弹簧的数量,更换弹簧的刚度等。对气垫式压边装置可采取调节气缸压力、改变压边圈对坯料的接触面积或压缩量来实现对压边力的调整。气垫式压边装置具有压边效果好、调整方便等优点,是拉深类成形类模具常用的压边方式。
刚性压边装置主要用于双动压力机上,其压边圈压力的调节主要是通过调整压边圈与凹模之间的间隙或接触面积,以及双动压力机外滑块的单位压力等来实现的。
2.在双动压力机上安装拉深模的方法
双动拉深模是应用于双动拉深机的拉深模具,一般用于大型或覆盖件的拉深加工,图7-7为用于大型覆盖件的双动拉深模结构图。
双动拉深模的总体结构较为简单,一般分为凸模(凸模固定板)、压边圈和下模三部分。其结构多采用正装式结构(凹模装在下模),一般情况下,压边圈与凸模有导板配合。安装时,凸模和凸模固定板直接或间接地(通过过渡垫板)紧固在压力机内滑块上;压边圈直接或间接地(通过过渡垫板)被紧固在压力机外滑块上;下模在压力机上则被直接或间接地(通过过渡垫板)紧固在工作台上。
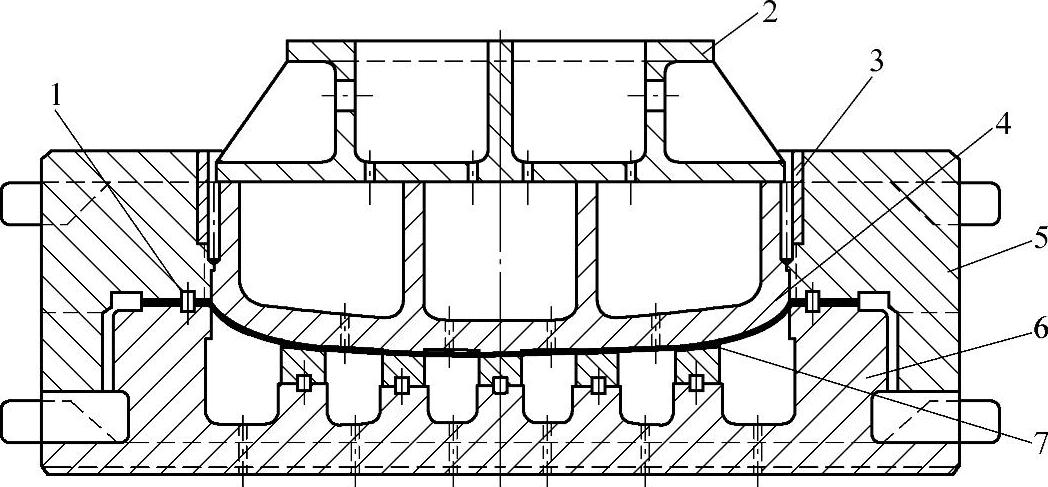
图7-7 大型覆盖件的双动拉深模
1—拉深肋 2—凸模固定板 3—导板 4—凸模 5—压边圈 6—凹模 7—工件
由于所用设备及模具结构的不同,其安装和调整与单动压力机拉深模也不同,一般按如下步骤进行:
(1)准备工作 根据所用拉深模的闭合高度,确定双动压力机的内、外滑块是否需要过渡垫板和所需垫板的形式及规格。(https://www.xing528.com)
过渡垫板是用来连接拉深模和压力机并调节内、外滑块不同闭合高度的辅助连接板,一般车间的双动压力机都准备有不同规格、不同厚度的过渡垫板。外滑块的过渡垫板用来将外滑块和压边圈连接在一起,内滑块的过渡垫板用来将内滑块与凸模连接在一起,下模的过渡垫板用来将工作台与下模连接。
(2)模具预装 先将压边圈和过渡垫板、凸模和过渡垫板分别用螺栓紧固在一起。
(3)凸模的安装 凸模安装在内滑块上,安装程序如下:
1)操纵压力机内滑块使其降到最低位置。
2)操纵内滑块的连杆调节机构,使内滑块上升到一定位置,并使其下平面比凸、凹模闭合时凸模过渡垫板的上平面高出10~15mm。
3)操纵内、外滑块使它们上升到最高位置。
4)将模具安放到压力机工作台上,凸、凹模呈闭合状态。
5)再使内滑块下降到最低位置。
6)操纵内滑块连杆调节机构,使内滑块继续下降到与凸模过渡垫板的上平面相接触。
7)用螺栓将凸模过渡垫板紧固在内滑块上。
(4)压边圈的安装 压边圈安装在外滑块上,其安装程序与凸模类似,最后将压边圈过渡垫板用螺栓紧固在外滑块上。
(5)下模的安装 操纵压力机内、外滑块下降,使凸模、压边圈与下模闭合,由导向件决定下模的正确位置,然后用紧固零件将下模过渡垫板紧固在工作台上。
(6)空车检查 通过内、外滑块的连续几次行程,检查模具安装是否正确和牢固,检查压边圈各处的压力是否均匀。一般双动压力机外滑块有四个连杆连接,所以通过调节四个连杆的长度,可以小量地调节压边圈的压力。
(7)试生产 由于覆盖件形状比较复杂,所以一般要经过多次试拉深和修磨拉深模的工作零件,方能确定毛坯的尺寸和形状,然后转入正式生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。