



【摘要】:拉深模的单面间隙Z等于凹模孔径D凹与凸模直径D凸直径之差的一半,是影响拉深件质量的重要参数之一。拉深模间隙一般按以下两种情况考虑:1)不用压边圈时,考虑起皱可能性,其单边间隙Z=tmax,其中tmax为材料厚度的最大极限尺寸。表7-13 增大值a 在拉深矩形件时,考虑到材料在角落部分会大大变厚,拉深模间隙在矩形件的角部应取比直边部分间隙大0.1t的数值。
拉深模的单面间隙Z等于凹模孔径D凹与凸模直径D凸直径之差的一半,是影响拉深件质量的重要参数之一。间隙过小增加摩擦力,使拉深件容易破裂,且易擦伤表面和降低模具寿命;间隙过大,拉深件又易起皱,且影响零件精度。拉深模间隙一般按以下两种情况考虑:
1)不用压边圈时,考虑起皱可能性,其单边间隙Z=(1~1.1)tmax,其中tmax为材料厚度的最大极限尺寸。
2)用压边圈时,间隙值按表7-12选取。
表7-12 有压边圈拉深时单边间隙值Z (单位:mm)
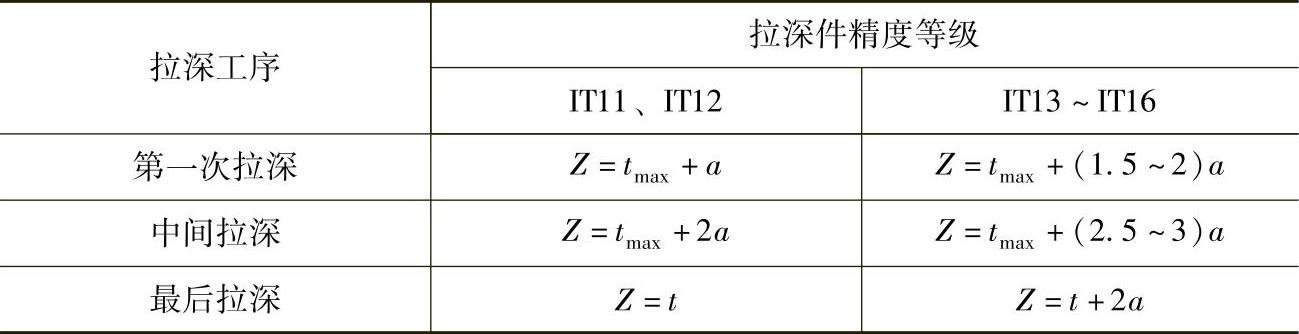
注:1.较厚材料取括号中的小值,较薄材料(t/D×100=1~0.3)取括号中的大值。2.Z—凸凹模的单边间隙(mm);tmax—材料厚度最大极限尺寸(mm);t—材料公称厚度(mm);a—增大值(mm),见表7-13。(https://www.xing528.com)
表7-13 增大值a (单位:mm)

在拉深矩形件时,考虑到材料在角落部分会大大变厚,拉深模间隙在矩形件的角部应取比直边部分间隙大0.1t的数值。
在有硬性压边圈的双动压力机上工作时,对一定厚度的材料规定最小的间隙,既不将坯料压死不动,又不允许发生皱纹,其增大值a可按下式决定:a≈0.15t,t为材料厚度。
生产中,对精度要求较高的拉深零件,也常采用负间隙,即拉深间隙取(0.9~0.95)t。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。