



拉深加工可在一般的单动压力机(多用于中、小型拉深件的加工)上进行,也可在双动、三动压力机(多用于大、中型形状较复杂拉深件或汽车覆盖件的加工)上进行。按拉深模在零件拉深加工次序的不同,可分为首次拉深及首次以后拉深用拉深模两种;而按是否采用压边圈,则又可分为带压边和不带压边拉深模两种;按拉深模完成的加工工步数目,又可分为单工序拉深模、拉深复合模及多工位拉深级进模等几种类型。
1.单工序拉深模
在压力机的一次冲压行程中完成一个拉深工序的模具称为单工序拉深模。图7-2为不带压边圈的无凸缘圆筒件的首次拉深模结构图。图中凹模2上平面的浅槽D为安置拉深毛坯用,其浅槽深度无特殊要求,便于毛坯安放即可。
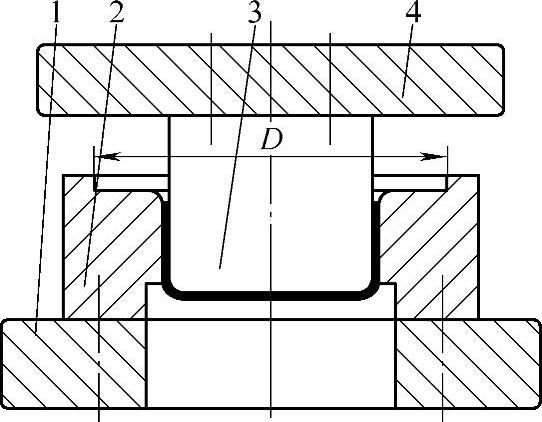
图7-2 不带压边圈的拉深模结构简图
1—下模板 2—凹模 3—凸模 4—上模板
图7-3为使用压边圈进行首次拉深的模具结构,压料板4安装在下模,压边力通过安装于下模的顶杆5传递,压边力源可以是弹性缓冲器、弹簧也可以是压力机上的气缸力等。落料好的坯料置于压料板4的定位圈中定位,凸模3及凹模2、压料板4共同作用便可将坯料拉深出来。
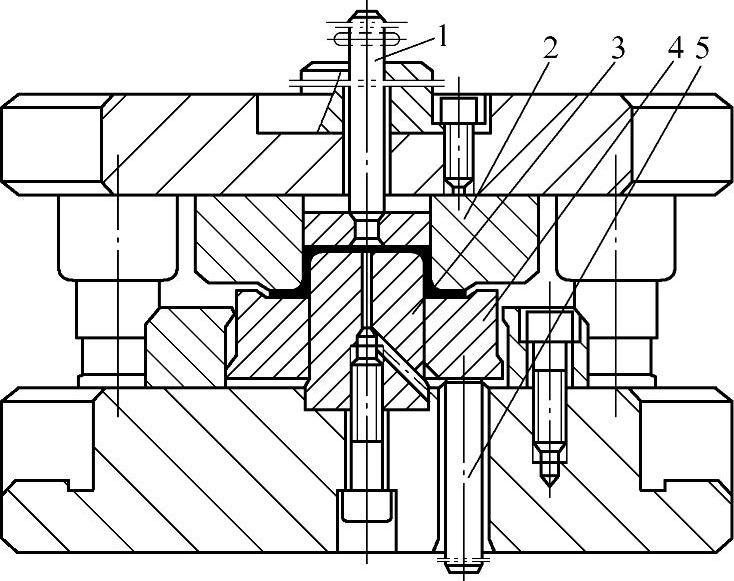
图7-3 带压边圈的拉深模
1—推杆 2—凹模 3—凸模 4—压料板 5—顶杆
图7-3所示模具结构也可用于带凸缘拉深件的首次拉深以后各次的拉深。拉深时,将前次拉深好的凸缘置于压料板4的定位圈中定位。
图7-4为在双动压力机上用的双动拉深模。用双动压力机拉深时,外滑块压边(或冲裁兼压边),内滑块拉深。
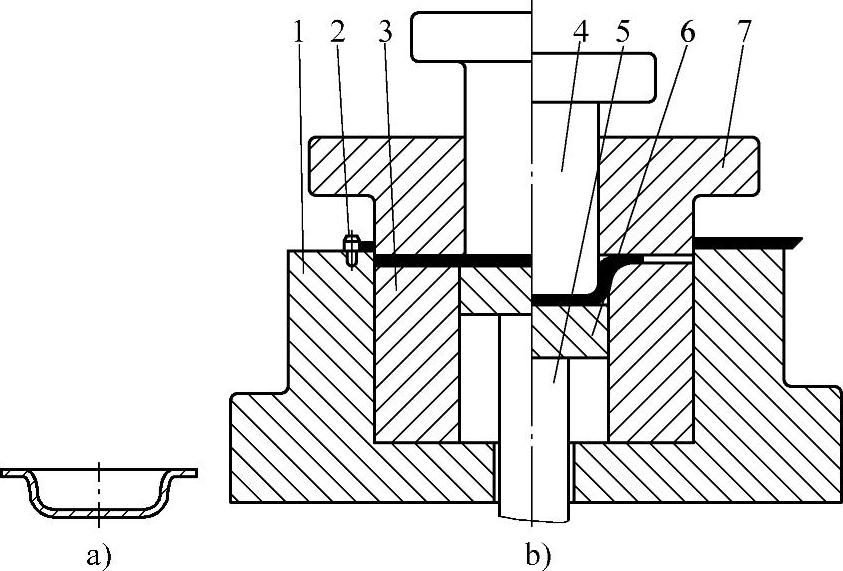
图7-4 拉深件及双动拉深模结构简图
a)拉深件结构 b)双动拉深模结构简图 1—下模座 2—定位销 3—拉深凹模 4—拉深凸模 5—顶杆 6—顶料块 7—压边圈
模具工作时,条料经定位销2定位,由压边圈7及下模座1共同作用实施落料后,拉深凸模4与拉深凹模3、顶料块6共同将落料后的坯料拉深成形,最终由顶杆5带动顶料块6将拉深好的零件推出拉深凹模3的型腔。(https://www.xing528.com)
2.拉深复合模
拉深加工与其他加工方法配合可加工出各种形状复杂的工件。在生产加工中,为保证该类复杂形状零件的尺寸、形状或提高生产加工的效率,拉深加工常与其他工序复合,如拉深、切边复合;拉深、成形复合;拉深、冲孔复合等。图7-5为落料、拉深复合模结构图。该模具既可用于筒形件,也可用于带凸缘拉深件的落料与拉深的复合。
该模具工作过程为:坯料送入,上模下行,落料下模6及落料拉深上模2分别与坯料接触落料,落下的圆形毛坯被卸料板7及落料-拉深上模2压紧校平,当滑块继续下行时,坯料在落料-拉深上模2与卸料板7共同夹持下压向凸模4共同完成拉深,拉深后的零件通过卸料器3推下。
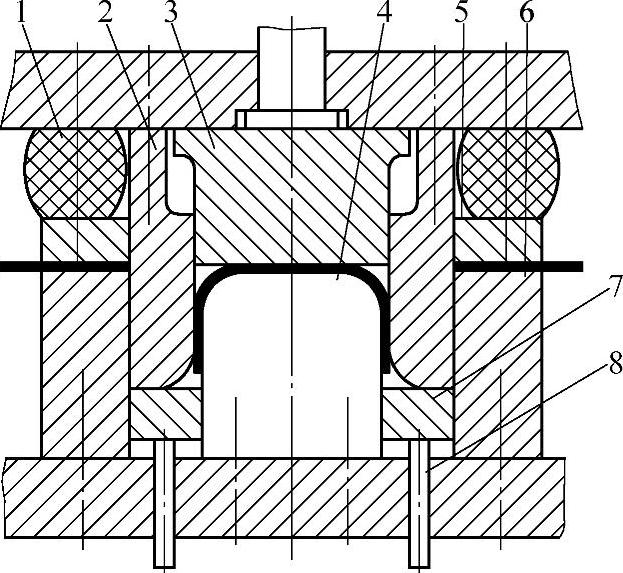
图7-5 落料、拉深复合模结构图
1—聚氨酯橡胶 2—落料-拉深上模 3—卸料器 4—凸模 5—压料板 6—落料下模 7—卸料板 8—顶杆
3.拉深级进模
拉深级进模是在一副模具内完成一个或几个零件多次连续的拉深,零件拉成后才从带料上冲裁下来的拉深方式,习惯上称为连续拉深。这种拉深方法生产效率很高,但模具结构复杂,只有在大批量生产且零件不大的情况下才宜采用。如图7-6所示的仪表机芯底座,采用0.5mm的10钢制成。由于零件外形尺寸很小且生产批量较大,因此,采用拉深级进模加工。
考虑该冲压零件的形状和拉深成形凸缘的位置、料厚及材料允许的拉深变形程度,在送料进距处直线切开而不用切口,以确保带料携带工件送进至各工位时,带料连接搭边强度足够,刚度好。
加工顺序为:首先拉深出φ5.6mm圆筒,为增加圆筒高度,依次将直径缩小至φ4.8mm、φ4.1mm、φ3.5mm,再将该圆筒挤压成3.15mm×3.15mm的方筒,接着切底校形成3.2mm×3.2mm的方筒,再冲出工件两端的孔,在最后一工位落料。
一般来说,适合拉深级进模加工的工件外形尺寸最好小于50mm,材料厚度小于2mm,最好在1.2mm以下,工件材料的塑性要好,常用于连续拉深的材料有黄铜、纯铜、低碳钢、软铝等。
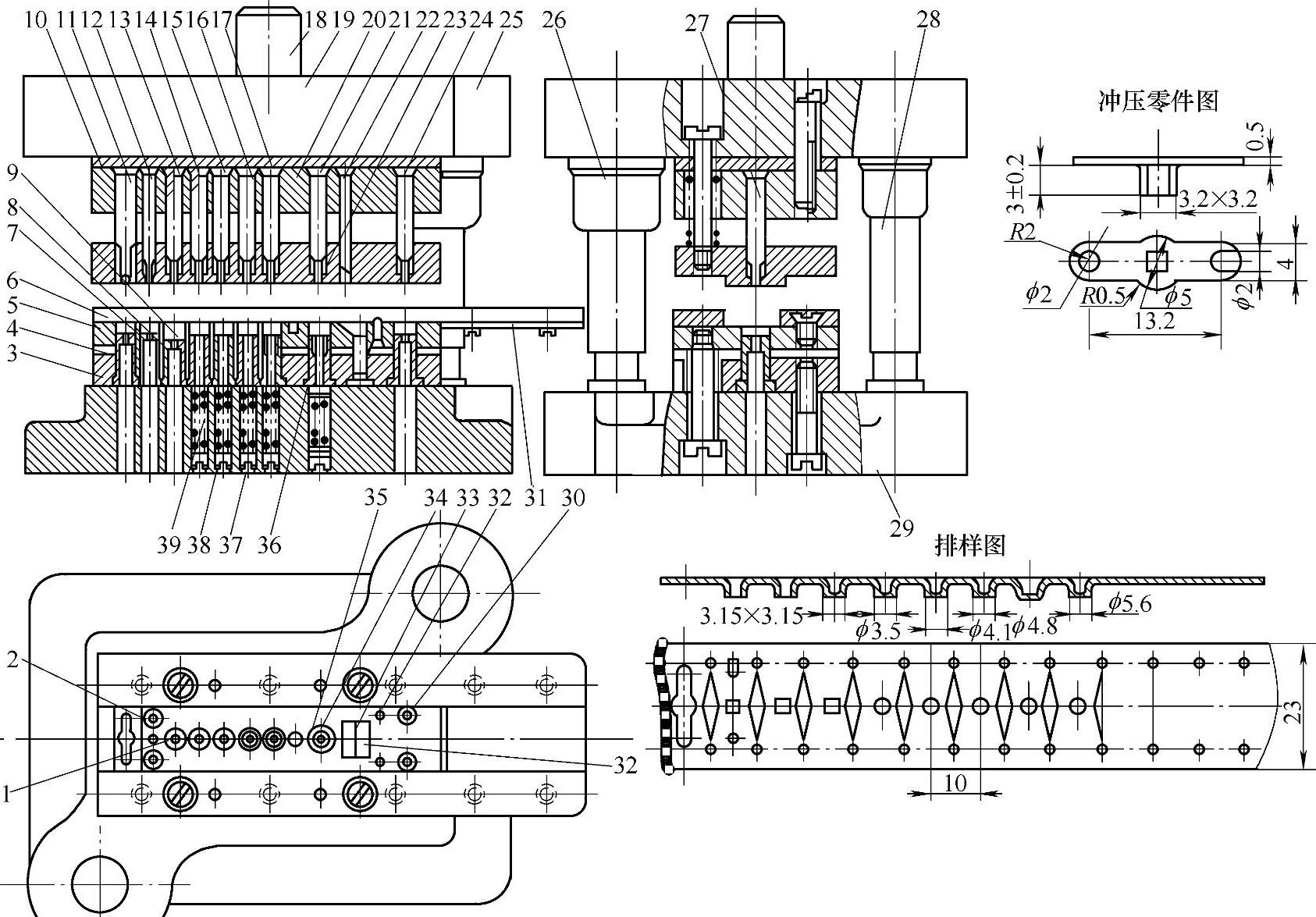
图7-6 机芯底座多工位拉深级进模结构图
l、4、7、8、9、30、35、36—凹模 2、34—顶件器 3、20固定板 5—顶板 6—导料板 10—垫板 11~17、21、22、24、27、33—凸模 18—模柄 19、25—上模座 23—卸料板 26—导套 28—导柱 29—下模座 31—承料板 32—定位钉 37、38、39—弹簧
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。