



拉深是将平面板料通过压力机在模具的作用下压制成开口空心零件的一种冲压工艺方法。拉深工序习惯上又曾称为拉延、压延、延伸、拉伸、引伸等。拉深加工在冲压加工中占有很重要的地位。
一般来讲,拉深加工必须采用拉深模通过压力机的压力才能完成,只有在单件少量且加工零件较简单的情况下,才可能考虑采用模胎通过手工操作完成。根据所加工板料大小及厚度的不同,拉深又分为冷加工和热加工,一般情况下采用冷加工,只有对外形尺寸或变形较大的较厚板料的拉深成形才采用热加工。
采用拉深冲压方法可得到筒形、阶梯形、锥形、方形、球形和各种不规则形状的薄壁零件。其中圆筒形拉深件又是拉深中最简单、最典型的形状。图7-1为直径为D、厚度为t的圆形平板毛坯置于凹模定位孔中拉深成圆筒形件的拉深工作过程示意图。
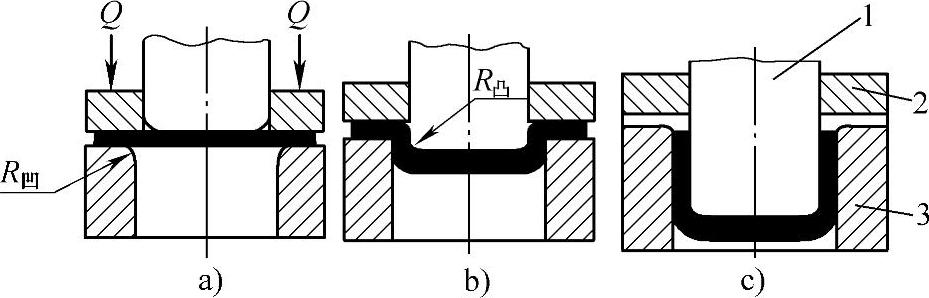
图7-1 圆筒形件拉深工作过程
a)拉深初始阶段 b)拉深过程中 c)拉深结束阶段 1—凸模 2—压边圈 3—凹模(https://www.xing528.com)
拉深所用的模具一般由凸模、凹模、压边圈(有时可不带压边圈)三部分组成。其凸、凹模形状和结构与冲裁模不同,它们的工作部位没有锋利的刃口,而是制成圆角,如图7-1中的R凸、R凹。其中凸、凹模之间的间隙稍大于板料的厚度。
在拉深开始时(图7-1a),平板坯料同时受凸模压力和压边圈压力作用(凸模的压力要比压边圈压力大得多),而压边圈将坯料紧紧压紧,以防位置偏移。坯料受凸模向下压力的作用,随凸模进入凹模(图7-1b)。最后将坯料拉深成所要求的开口空心状零件(图7-1c)。
在拉深过程中,随着凸模的下压,由于拉深力与凸、凹模间间隙形成的弯矩,使板料弯曲下凹,并在凸、凹模圆角导引下拉入凹模洞口,板料慢慢演变成筒底(凸模下的中心部分板料)、筒壁(拉入洞口内的圆环部分板料)、凸缘(未被拉入洞口内的环形部分)三大部分。
随着凸模的继续下降,筒底基本不动,环形凸缘不断向洞口收缩并被拉入凹模洞口转变成筒壁,于是筒壁逐渐加高,凸缘逐渐缩小,最后凸缘全部拉入凹模洞口转变为筒壁,则拉深过程结束。圆形板料变成了具有一定高度的开口空心圆筒。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。