



弯曲加工制成的弯曲件,总的质量要求是:能满足零件图样的形状、尺寸要求,弯曲零件表面应光洁、无明显划痕。此外,弯曲零件应无裂纹、扭转和翘曲等缺陷。
1.零件的形状要求及检测
弯曲后的制品零件应保持一定的弯曲角,避免回弹的影响。弯曲后的零件其各部位形状和位置公差应符合图样要求,未注形位公差的具体检测按GB/T1184—1996《形状和位置公差 未注公差值》执行,参见书后附录D表D-1~表D-4所规定的数值。
2.零件的表面质量要求及检测
弯曲件的表面质量要求与检测方法与冲裁件基本相同,一般也是采用目测观察的方法进行检查。主要检查内容是:弯曲零件的内、外弯曲圆角不允许有裂纹;外表面不允许有压痕、严重划痕;弯曲变形区域不应有严重的料厚变薄现象;同时,合格的弯曲件还不应有非要求的扭转和翘曲变形。
3.零件的尺寸精度要求及检测
弯曲件加工的精度与很多因素有关,如弯曲件材料的力学性能和材料厚度、模具结构和模具精度、工序的多少和工序的先后顺序,以及弯曲件本身的形状、尺寸等。因此,往往尺寸精度不高,一般弯曲件的尺寸经济公差等级最好在IT13级以下,增加整形等工序可以达到IT11级。精度要求较高的弯曲件必须严格控制材料的厚度公差。表6-7为弯曲件各类尺寸能达到的公差等级。
表6-7 弯曲件的公差等级 (单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
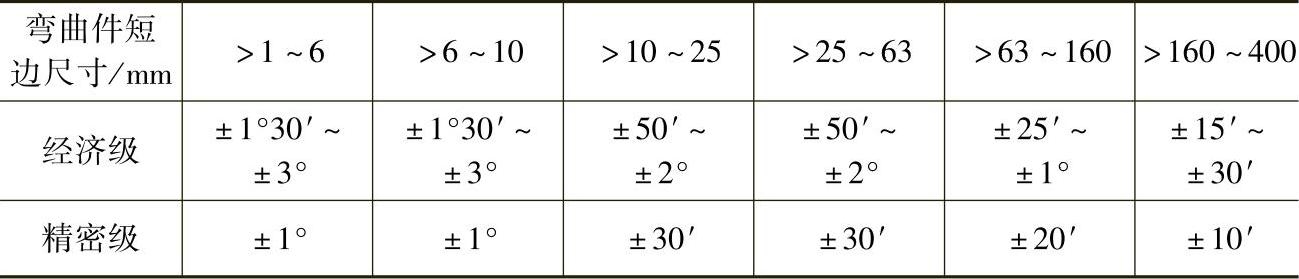
一般弯曲件的角度公差见表6-8,表中精密级角度公差须增加整形工序方能达到。
表6-8 弯曲件角度公差
弯曲后的零件各部分尺寸精度应符合图样要求,未注线性尺寸的极限偏差具体检测按GB/T15055—2007《冲压件未注公差尺寸极限偏差》有关标准执行,具体参见书后附录C表C-2所规定的数值;未注成形圆角半径线性尺寸的极限偏差具体检测按GB/T15055—2007《冲压件未注公差尺寸极限偏差》有关标准执行,参见书后附录C表C-4所规定的数值。
弯曲后的零件,其弯曲角应符合图样的要求。未注弯曲角度尺寸的极限偏差的具体检测按GB/T15055—2007《冲压件未注公差尺寸极限偏差》有关标准执行,参见书后附录C表C-6所规定的数值。
各类标准中,具体公差等级按相应的企业标准规定选取。
弯曲件尺寸精度的检测工具,一般采用游标卡尺、高度尺、万能角度尺等检测量具,对于形状复杂或大尺寸冲压弯曲件可采用检验样板、样架等专用检具检测。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。