



手工弯曲是通过手工操作来弯曲板料或型材的,加工的零件一般为中小型弯曲件。生产中,常用于单件少量的压力机难以成形的封闭或半封闭板料或管料的加工。
1.手工弯曲板料
手工弯曲板料时,首先应下好展开料,划出弯曲线,弯曲时将弯曲线对准规铁的角,左手压住板料,右手用木锤先把两端敲弯成一定角度,以便定位,然后再全部弯曲成形。图6-8为角形件手工弯曲示意图。
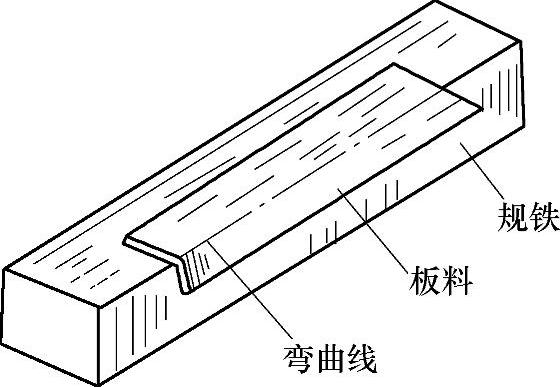
图6-8 角形件的弯曲
对单件小批量生产的封闭或半封闭弯曲件(图6-9a),用压力机很难弯成,此时,多用手工弯曲。弯曲时首先在展开料上划好弯曲线,然后用规铁夹在台虎钳上,装夹时,要使规铁高出垫板2~3mm,弯曲线对准规铁的角,如图6-9b所示,然后按图6-9c用手锤敲打弯曲边成U形。弯曲时用力要均匀,并要有向下压的分力,最后使口朝上弯成零件,如图6-9d所示。
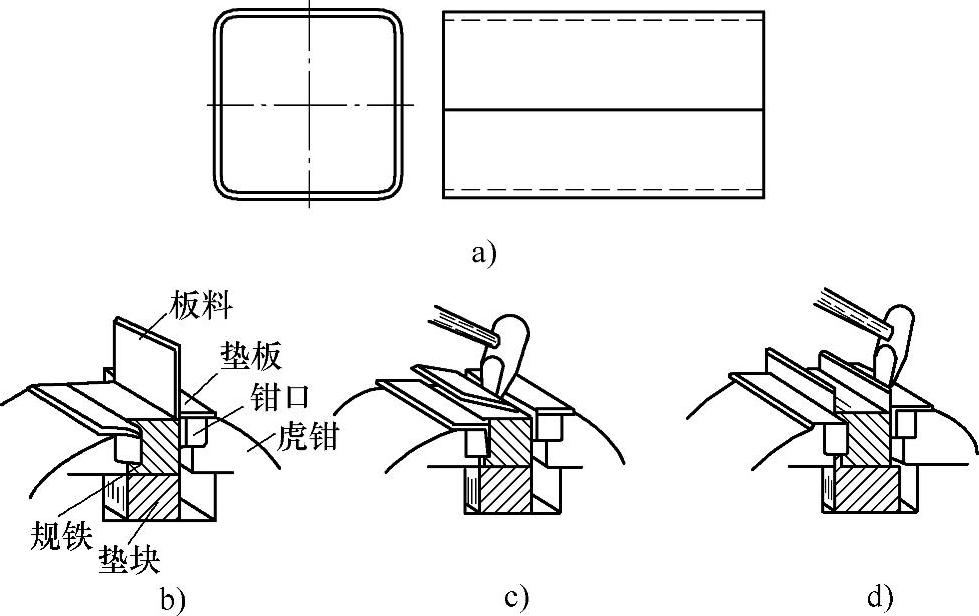
图6-9 封闭件的弯曲
2.手工弯曲管料
手工弯管是利用简单的弯管装置对管坯进行弯曲加工。根据弯管时加热与否,又可分为冷弯和热弯两种。一般小直径(管坯外径D≤25mm)管坯,由于弯曲力矩较小采用冷弯;而较大直径的管坯,多采用热弯。手工弯管不需专用的弯管设备,弯管装置制造成本低,调节使用方便,但劳动量大,生产率低。因此,它仅适用于没有弯管设备的单件小批量生产。
手工弯管装置主要由平台1、定模3、滚轮5和杠杆4组成,如图6-10所示。操作时,定模固定在平台上,它具有与管坯外径相适应的半圆形凹槽。弯曲前,先将管坯2一端置于定模凹槽中,并用压板固紧。然后扳动杠杆,则固定在杠杆上的滚轮(也具有与管坯外径相适应的半圆形凹槽)便压紧管坯,迫使管坯绕定模弯曲变形。当达到管件所要求的弯曲角时即停止弯曲,从而完成绕弯过程。
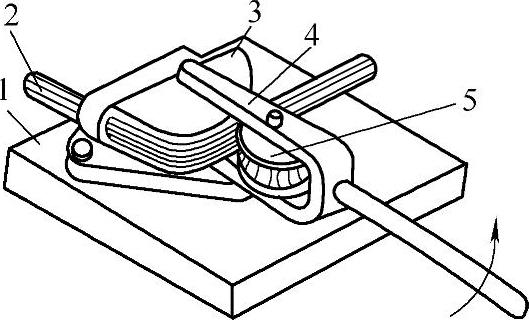
图6-10 手工弯管装置
1—平台 2—管坯 3—定模 4—杠杆 5—滚轮(https://www.xing528.com)
弯管时应注意:如果在同一管件上有几处需要弯曲,则应先弯曲最靠近管端的部位,然后再按顺序弯曲其他部位;如果管件是空间弯曲件(即几个弯曲部位的弯曲方向不在管件的同一平面内),则在平台上应先弯好一个弯,且后续管件的一端必须翘起定位,才能按顺序再弯其他部位;有缝钢管弯曲时,应将管缝置于弯曲的中性层位置,以防在管缝处开裂;当管件的弯曲半径不同时,则应更换不同直径的相应定模3;管料弯曲时,弯曲半径不能过小,否则弯曲时容易拉裂,最小弯曲半径值可参照表6-6选取。
表6-6 钢管或铝管最小弯曲半径 (单位:mm)

当用手工弯管装置加热弯管时,其操作过程主要由灌砂、划线、加热和弯曲四个工序组成,操作要点分别为:
1)灌砂。手工弯管时,为防止管件断面畸变,通常需在管坯内装入填料。常用的填料有石英砂、松香和低熔点合金等。对于直径较大的管坯,一般使用砂子。灌砂前用锥形木塞将管坯的一端塞住,并在木塞上开有出气孔,以使管内空气受热膨胀时自由泄出,灌砂后管坯的另一端也用木塞塞住。装入管中的砂子应清洁、干燥,使用前必须经水冲洗、干燥和过筛。因为砂子中含有杂质和水分,加热时杂质的分解物将沾污管壁,同时水分变成气体时体积膨胀,使压力增大,甚至将端头木塞顶出。砂子的粒度一般在2mm以下。若粒度过大,就不容易填充紧密,管坯弯曲时易使断面畸变;若粒度过小,填充过于紧密,弯曲时不易变形,甚至使管件破裂。
2)划线。划线的目的,是确定管坯在炉中加热的长度及位置。管坯的加热长度可按以下方法确定:首先按图样尺寸定出弯曲部分的中点位置,并由此向管坯两边量出弯曲的长度,然后再加上管坯的直径。
3)加热。管坯经灌砂、划线后,便可进行加热。加热可用木炭、焦炭、煤气或重油作燃料。普通锅炉用的煤不宜用于加热管坯,因为煤中含有较多的硫,而硫在高温时会渗入钢的内部,使钢的质量变坏;若受条件限制,也可用氧-乙炔枪作局部加热。不论采用何种加热方式,加热应缓慢均匀,若加热不当,会影响弯管的质量。加热温度随钢的性质而定,普通碳素钢的加热温度一般在1050℃左右。当管坯加热到该温度后应保温一定的时间,以使管内的砂也达到相同的温度,这样可避免管坯冷却过快。管坯的弯曲应尽可能在加热后一次完成,若增加加热次数,不仅会使钢管质量变坏,而且增加了氧化层的厚度,导致管壁减薄。
4)弯曲。管坯在炉中加热完毕即可取出弯曲。若管坯的加热部分过长,可将不必要的受热部分浇水冷却,然后把管坯置于弯管装置上进行弯曲。管坯弯曲后,如管件弯曲半径不合要求,可采用以下方法调整:若弯曲曲率稍小,可在弯曲内侧用水冷却,使内层金属收缩;若弯曲曲率稍大,可在弯曲外侧用水冷却,使外层金属收缩。
图6-10所示的手工弯管装置同样适用于棒料及型材的手工弯制。运用于滚弯机上的弯管模,其工作原理及操作过程与手工弯管装置基本相同。图6-11为用于滚弯机上的弯管模工作部分结构。由心棒2、导板1、弯曲型胎3和压块4组成。工作时,弯曲型胎3固定在机床心轴上,可以转动。弯曲前,管坯用压块4夹紧在弯曲型胎3上,为控制管料弯曲变形,管料中填以心棒2。当弯管机转动时,管子绕弯曲型胎逐步弯曲成形。
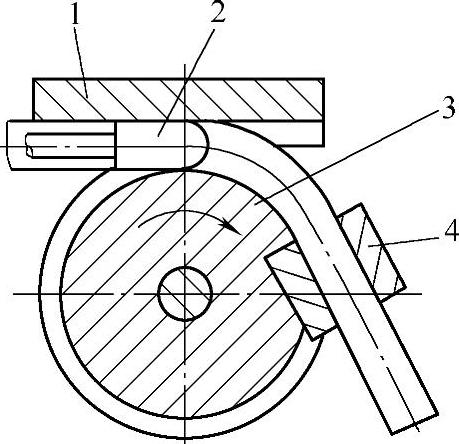
图6-11 弯管模的工作部分结构
1—导板 2—心棒 3—弯曲型胎 4—压块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。