



【摘要】:弯曲模工作部分的设计主要是确定凸、凹模圆角半径及凸、凹模的尺寸与制造公差等。图6-6 弯曲V形件模具结构示意图表6-4 弯曲V形件尺寸H及h的确定 注:1.当弯曲角度为85°~95°,L1=8t时,r凸=r1=t。图6-7 弯曲模结构尺寸表6-5 弯曲模的圆角半径r凹、深度L0 3.弯曲凸模和凹模工作尺寸计算当工件要保证外形尺寸时,以凹模为基准,间隙取在凸模上;若工件标注内形尺寸,则以凸模为基准,间隙取在凹模上。
弯曲模工作部分的设计主要是确定凸、凹模圆角半径及凸、凹模的尺寸与制造公差等。
凸模圆角半径一般取略小于弯曲件内圆角半径的数值,凹模进口圆角半径不能太小,否则会擦伤材料表面。凹模深度要适当,过小,则工件两端的自由部分太多,弯曲件回弹大,不平直,影响零件质量;过大,则多消耗模具钢材,且需较长的压力机行程。
1.V形件弯曲
对V形件弯曲,其模具的结构见图6-6,凹模厚度H及槽深h尺寸的确定见表6-4。
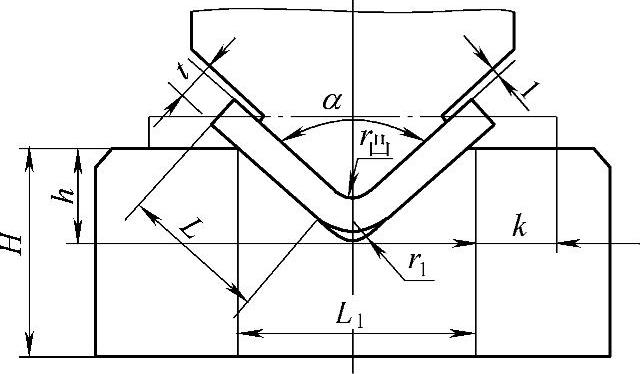
图6-6 弯曲V形件模具结构示意图
表6-4 弯曲V形件尺寸H及h的确定 (单位:mm)

注:1.当弯曲角度为85°~95°,L1=8t时,r凸=r1=t。2.当k(小端)≥2t时,h值按 计算。
计算。
2.弯曲圆角半径及深度的确定
V形与U形弯曲的圆角半径r凹、深度L0的确定见图6-7及表6-5。
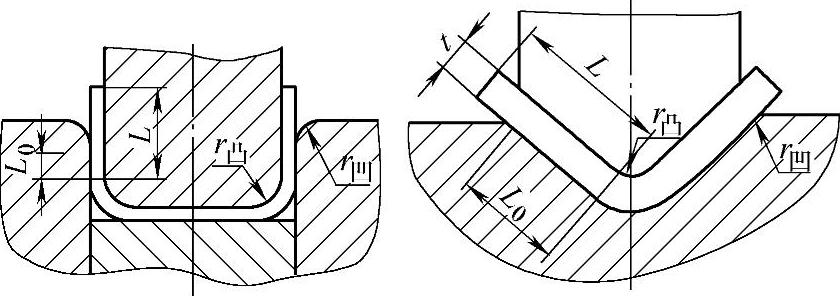
图6-7 弯曲模结构尺寸
表6-5 弯曲模的圆角半径r凹、深度L0 (单位:mm)(https://www.xing528.com)

3.弯曲凸模和凹模工作尺寸计算
当工件要保证外形尺寸时,以凹模为基准(即凹模做成名义尺寸),间隙取在凸模上;若工件标注内形尺寸,则以凸模为基准(即凸模做成名义尺寸),间隙取在凹模上。
当工件要保证外形尺寸时,凹模尺寸L凹、凸模尺寸L凸分别按以下公式计算:
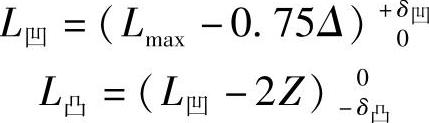
当工件要保证内形尺寸时,其凸模尺寸L凸、凹模尺寸L凹分别按以下公式计算:
式中 Lmax——弯曲件的最大尺寸(mm);
Lmin——弯曲件的最小尺寸(mm);
L凸——凸模宽度(mm);
L凹——凹模宽度(mm);
Δ——弯曲件宽度的尺寸公差(mm);
δ凸、δ凹——凸模和凹模的制造偏差(mm),一般按IT9级选用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。