



精冲加工必须置于冲裁力、压边力、反压力三向作用力下才能完成,且这三力要求独立可调,能相互匹配的工作,三力的提供一般必须在专用精冲压力机上。根据凸模和模座的相对关系可分为:①活动凸模式,即凸模相对模座是活动的;②固定凸模式,即凸模固定在模座上。
1.活动凸模式精冲模
图5-2为活动凸模式精冲模。这种模具结构的特点是:凸模靠模座和压边圈的内孔导向,凹模和压边圈分别固定在上、下模座上,凸模通过压边圈和凹模保持相对的位置。活动凸模式模具主要适于中、小尺寸零件的加工。
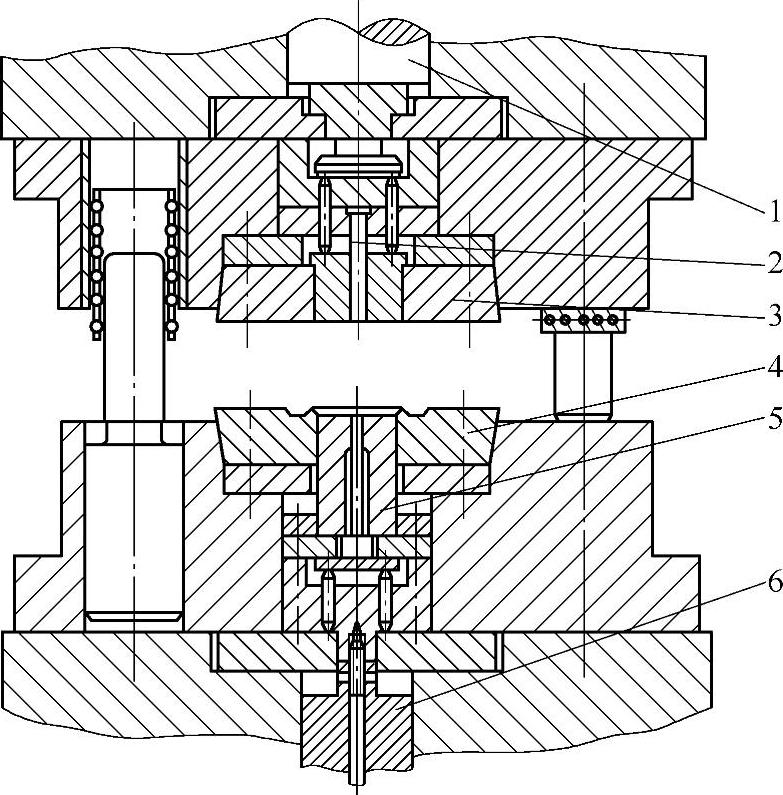
图5-2 活动凸模式精冲模
1—上柱塞 2—冲孔凸模 3—落料凹模 4—齿圈压板 5—凸凹模 6—滑块
落料凹模3及冲孔凸模2固定在上模上,齿圈压板4固定在下模上。凸凹模5可以在模架中上下移动,它是由精冲压力机下工作台面中的滑块6驱动的。精冲时,由上模的下压产生压边力,由上柱塞1通过推杆传递给推板产生反压力,由滑块6带动凸凹模5向上运动时产生冲裁力。
2.固定凸模式精冲模
图5-3为固定凸模式精冲模。这种模具结构的特点是:凸模固定在模座上,压边圈通过传力杆和模座、凸模保持相对运动。固定凸模式精冲模适于:
1)大型或窄长的零件。
2)不对称的复杂零件。(https://www.xing528.com)
3)内孔较多的零件。
4)冲压力较大的厚零件。
5)需要级进模精冲的零件等。
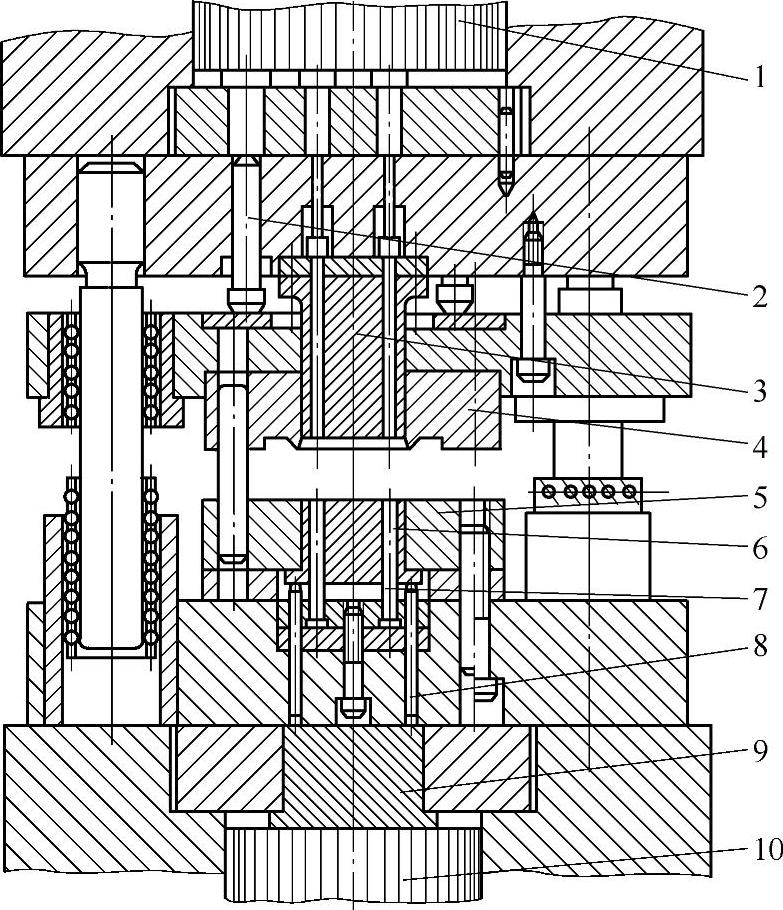
图5-3 固定凸模式精冲模
1—上柱塞 2—推杆 3—凸凹模 4—齿圈压板 5—落料凹模 6—顶板 7—冲孔凸模 8—顶杆 9—顶块 10—下柱塞
落料凹模5及冲孔凸模7固定在下模上,凸凹模3固定在上模上。齿圈压板4的压边力由压力机的上柱塞1通过推杆2传递,顶板6的反压力则由压力机的下柱塞10通过顶块9与顶杆8传递。上、下柱塞一般采用液压传动。
采用专用精冲模加工,一般在生产中较多的是进行冲裁。随着精冲工艺的发展,精冲与普冲工艺(如弯曲、翻边)和其他成形工艺(如挤压、压扁、半冲孔等)相结合而成为复合工艺,精冲模具也由单工序模向多工序的级进模、级进复合模方向发展。
精冲模精冲间隙小,受力比普通冲模大,故在模具设计中应选用导向精度高、刚性好的滚珠钢板模架。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。