



冲裁件的质量检测主要包括外观和尺寸精度两部分的检测。其中,外观质量主要以零件断面的光亮带大小、毛刺的高低及零件直线度和外观形状等为主,而尺寸检查主要以零件的线性尺寸和形状位置尺寸精度为主。
冲裁件的质量检查方式仍是采用“三检制”,即自检、互检和专检;检查类型主要有首检、巡检、末检和抽检。
1.外观质量的检测
外观质量检测主要以检查零件的形状、表面质量、断面质量为主。其检查方法主要以目测为主,必要时辅以量具、量仪检查。一般来说,冲裁后的制件形状必须符合图样的要求,冲裁件的边缘不能有残缺、少边等缺陷,表面应无明显的划痕、挠曲及扭弯等现象。
对金属材料件的断面质量主要是检查冲裁断面光亮带的宽度和毛刺高度,对非金属材料件的断面质量主要是检查冲件边缘是否有分层和崩裂现象。冲裁件的毛刺高度是体现断面质量的重要参数,也是确定模具是否需要进行维修刃磨的重要项目,冲裁件的毛刺高度应符合表4-6的规定,毛刺高度的测量方法见图4-12。

图4-12 冲裁毛刺高度的测量方法
a)千分尺测量 b)指示表测量 c)表面粗糙度计测量
1)用千分尺或指示表来测量毛刺高度(见图4-12a、b)时,先测得含有毛刺的冲裁件的厚度t1和板材厚度t0,将二者的厚度相减,即可得出毛刺的高度h=t1-t0。此时,由于毛刺本身极为脆弱,稍加受力就会被碰破,使之难以得到精确的测量结果。但此法比较简便,对精度不高、要求不严的冲裁件仍经常采用。
2)用表面粗糙度计测量局部毛刺高度的方法见图4-12c。此法需对多点进行测量,其测量值比较精确,但测量方法复杂、麻烦。(https://www.xing528.com)
2.尺寸精度的检测
冲裁件尺寸检查测量方法是:在检查测量冲裁件尺寸时,冲孔件应测量其最小一端截面尺寸d,而落料件外形应按截面最大的一端D测量,如图4-13所示。检查后,其大小端之差应在初始间隙最大范围之内,并允许在落料凹模一面和冲孔凸模一面有自然圆角。
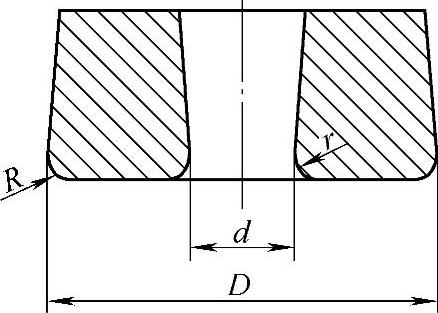
图4-13 冲裁件尺寸的测量
对产品图样上已表明的尺寸和形状位置公差,按图样要求进行检测,其中,未注公差的各线性尺寸、圆角半径或角度按GB/T 15055—2007《冲压件未注公差尺寸的极限偏差》的要求执行,分别参见书后附录C表C-1、表C-3、表C-5;未注公差的直线度、平面度、平行度、垂直度和倾斜度、圆度、同轴度、对称度、圆跳动等冲压件形位公差数值可按GB/T 1184—1996《形状和位置公差 未注公差值》中的规定选取,分别参见书后附录D表D-1~表D-4。
冲裁件的倒角尺寸和倒角高度尺寸在图样上一般不提出允差要求,在检查时可按表4-10进行检查。
表4-10 冲裁件的倒角尺寸允差

冲裁件要求有清角的,在图样上有注明的按要求检查;未注明的,在检查时允许有不大于0.3~0.5mm的小圆角。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。