



【摘要】:排样的工作主要是设计排样图,为此,必须确定搭边、步距等数值。搭边值确定后,便可根据零件的排样方式决定剪切的条料宽度。步距的计算与排样方式有关,送料步距的大小为条料上两个对应冲裁件对应点之间的距离,如图4-8所示。
冲裁件在条料上的布置方法称为排样。排样的基本原则:提高材料利用率,同时使操作方便、安全,劳动强度低,模具结构简单等。
排样的工作主要是设计排样图,为此,必须确定搭边、步距等数值。按排样时有无废料可分为:有废料排样、少废料排样和无废料排样三种排样方式。
1.搭边值的确定
冲裁排样时,冲裁件之间以及冲裁件与条料侧边之间留下一定的工艺余量,称为搭边。设置搭边的目的,是为了补偿冲裁过程中条料的裁剪误差、送料步距误差,以及补偿由于条料与导料板之间有间隙所造成的送料歪斜误差等;同时使冲裁过程中凸、凹模刃口能双边受力;使条料在连续送进时有一定的刚度,避免工件缺角等废品的发生,以及提高模具寿命与工作断面质量。
搭边过大浪费材料,搭边过小不但起不到应有的作用,并且过小的搭边容易挤进凹模,增加刃口磨损,影响模具寿命。
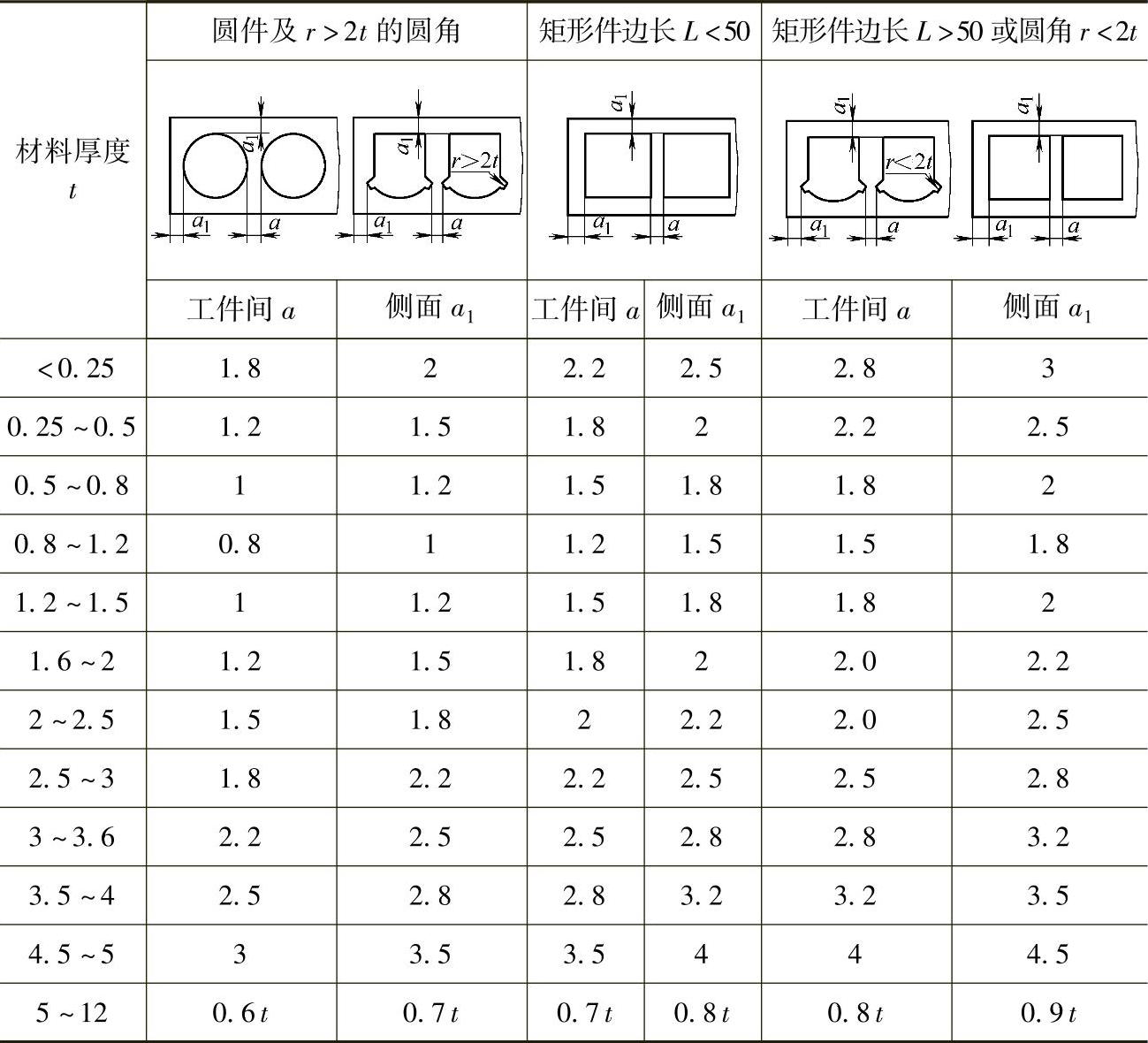
搭边值通常由经验确定。表4-2为常用材料的搭边值。搭边值确定后,便可根据零件的排样方式决定剪切的条料宽度。
表4-2 搭边a和a1的数值(低碳钢) (单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
注:对于其他材料,应将表中数值乘以下列系数:中碳钢0.9;高碳钢0.8;硬黄铜1~1.1;硬铝1~1.2;软黄铜、纯铜1.2;铝1.3~1.4;非金属(皮革、纸、纤维板等)1.5~2。
2.步距的确定
条料在模具上每次送进的距离称为送料步距,步距是决定挡料销位置的依据。
步距的计算与排样方式有关,送料步距的大小为条料上两个对应冲裁件对应点之间的距离,如图4-8所示。
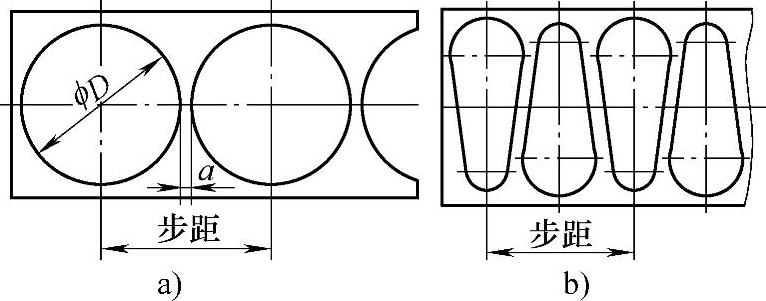
图4-8 步距的确定
a)圆形件排样图 b)异形件排样图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。