



根据冲裁加工工序组合方式的不同,冲裁模可分为:单工序冲模、复合冲模和级进冲模三种。根据冲裁零件材料的不同,冲裁模还可分为金属冲裁模和非金属冲裁模两类。
1.单工序冲模
在压力机的一次冲压行程中完成一个冲裁工序的冲模称为单工序冲模。根据冲裁加工工序的不同,可分为冲孔模、落料模、切口模、剖切模、切边模等。根据导向方式的不同,又可分为敞开式冲裁模、模架导向冲裁模和导板式冲裁模等。
(1)冲孔模 图4-2b为加工图4-2a所示零件所用的冲孔模结构简图。
该模具为无导向的敞开式简单冲孔模,剪切好的坯料由安装在凹模5上的3个定位销定位,上模1与凹模5共同冲出圆孔,由压缩后的聚氨酯2提供动力给卸料板4,将夹在冲头上的零件推出。
此类模具结构简单,制造容易,成本低,但使用时模具间隙调整麻烦,冲件质量差,操作也不够安全,主要适用于精度要求不高、形状简单、批量小的冲裁件。
(2)落料模 落料模是完成落料工序的单工序模。落料模要求凸、凹模间隙合理,条料在模具中的定位准确,落料件下落顺畅,落料件平整,剪切断面质量好。
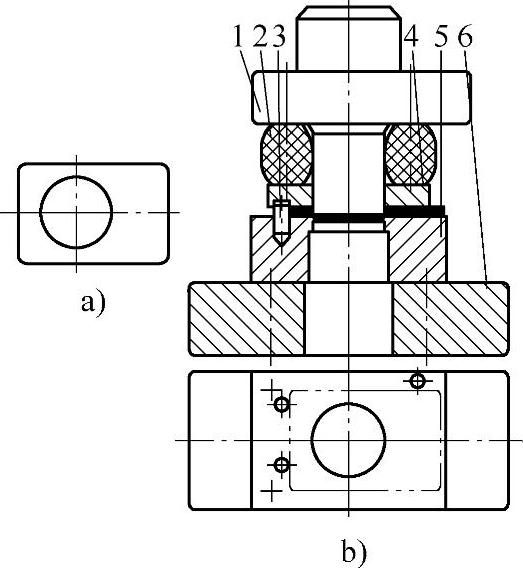
图4-2 冲孔零件及敞开式冲孔模
a)零件结构简图 b)模具结构简图
1—上模 2—聚氨酯 3—定位销 4—卸料板 5—凹模 6—下模板
图4-3所示为采用了滑动导柱式模架导向的落料模。导柱式模架导向的落料模由导柱和导套作为冲模的导向零件并相互配合,工作时始终以H6/h5或H7/h6的配合形式互不离开,从而保证了冲模工作零件(凸、凹模)位置的正确,保证了冲裁件的质量。
图4-3a采用了固定卸料板卸料,主要用于料较厚(t>0.5mm)、刚性较大零件的冲裁。模具工作时,条料送进采用左右导尺9导向,由定位销7直接定位,以保证板料在冲模上有正确的位置。当压力机滑块下降时,凸模2与凹模4逐渐与板料接触并将板料切断;待滑块上升时,凸模2随之回升,装在导尺9上的卸料板6将包在凸模2上的条料刮下,落料件则从下模座下的漏料孔直接落下。
图4-3b采用了弹性卸料板卸料,主要用于料较薄(t<0.5mm)零件的冲裁,并能保持零件有较好的平面度。卸料系统由卸料板9、卸料螺钉3和弹簧7组成,在凸模8随压力机下降冲切板料时,卸料板也随之下降,并将板料压住,弹簧7随之被压缩。待冲压后,制品经下模座的漏料孔直接落下,而废料随条料回升紧包在凸模8上,在弹簧7弹力的作用下通过卸料板9的复位将废料卸下。弹性卸料系统可采取弹簧作弹性元件,也可采用聚氨酯、橡胶等。

图4-3 模架导向的落料模
a)固定卸料板落料模
1—上模座 2—凸模 3—导柱 4—凹模 5—下模座 6—卸料板 7—定位销 8—导套 9—导尺 b)弹性卸料板落料模 1—模柄 2—内六角螺钉 3—卸料螺钉 4—上模座 5—垫板 6—凸模固定板 7—弹簧 8—凸模 9—卸料板 10—定位板 11—凹模 12—凹模套 13—下模座 14—螺钉 15—导柱 16—导套
模架导向的冲裁模导向精度较高,模具使用寿命长,适用于零件的大批量生产。此外,对高速冲模、精密冲裁模以及硬质合金模多选用滚动式导柱模架,并选用浮动模柄,以提高导向精度并减少压力机滑块精度的影响。
图4-4c为加工图4-4a所示圆形零件所用的导板式落料模,图4-4b为零件排样图。
此类模具较无导向模精度高,制造复杂,但使用较安全,安装容易。一般用于板料厚度t>0.5mm、形状简单、尺寸不大的单工序冲裁模,要求压力机行程要小,以保证工作时凸模始终不脱离导板。对形状复杂、尺寸较大的零件,不宜采用这种结构形式,最好采用有导柱导套型模架导向的模具结构。
导板式冲模工作时,通过上模3的工作部分与导板1成小间隙配合进行导向,冲裁厚度小于0.8mm的材料,采用H6/h5的配合;对冲裁厚度大于3mm的材料,则选用H8/h7配合。导板同时兼起卸料作用。冲裁时,要保证凸模始终不脱离导板,以保证导板的导向精度。尤其对多凸模或小凸模来讲,若其离开导板再进入时,凸模的锐利刃边易被碰损,同时也啃坏导板上的导向孔,从而影响到凸模的寿命,并使凸模与导板之间的导向精度受到影响。
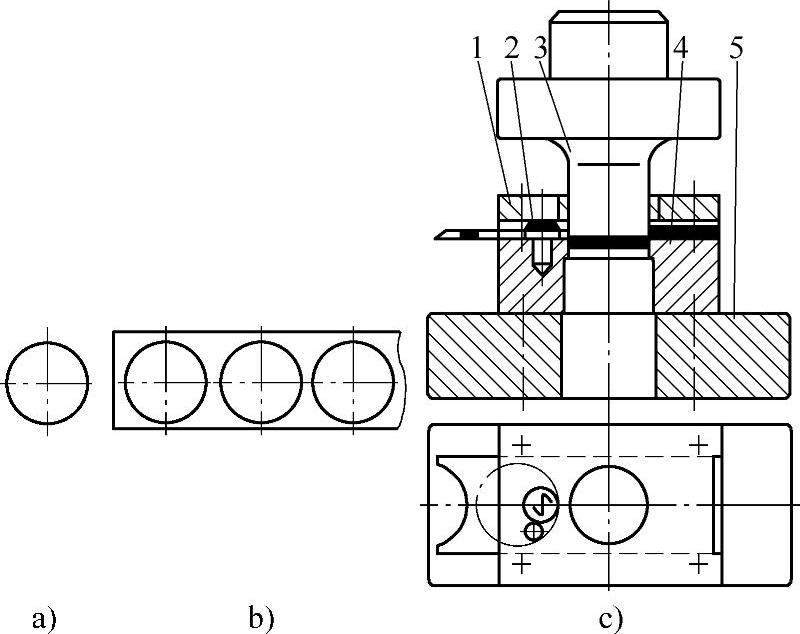
图4-4 落料零件及导板式落料模
a)零件结构简图 b)排样简图 c)模具结构简图 1—导板 2—圆柱销 3—上模 4—凹模 5—下模板
2.复合冲模
复合冲模是指在压力机的一次冲压行程中,在模具的同一工位上同时完成两道以上工序的冲模。最常见的复合冲模主要有:冲孔、落料复合模,切口、落料复合模等。除此之外,冲裁工序也可与成形类工序复合,成形类工序之间也可以进行复合,常见的有:落料、拉深复合模,拉深、胀形复合模等。(https://www.xing528.com)
图4-5为冲孔、落料复合冲模结构示意图。按落料凹模安装位置的不同,复合模的基本结构形式分为正装式和倒装式两种,落料凹模安装在下模部分的称为正装式复合模;落料凹模安装在上模部分的称为倒装式复合模。
图4-5a为加工的冲孔、落料件,图4-5b为倒装式复合模(落料凹模11装在上模),整套模具采用导柱12及导套2导向。冲裁时,卸料板14先压住条料起校平作用,随着压力机滑块的继续下行,落料凹模11将卸料板14压下与凸模9、凸凹模13共同作用,将零件外形冲出。压力机滑块上行时,卸料板14在聚氨酯块15的作用下将条料从凸凹模13上卸下,而打料杆7受压力机横杆的推动,通过打料板8、推杆6与卸料块10将零件从落料凹模型腔中推出,冲孔废料则直接由凸凹模孔漏到压力机台面上。

图4-5 冲孔、落料的复合模
a)零件 b)倒装式结构 1—上模板 2—导套 3—垫板 4—固定板 5—模柄 6—推杆 7—打料杆 8—打料板 9—凸模 10—卸料块 11—落料凹模 12—导柱 13—凸凹模 14—卸料板 15—聚氨酯块 16—下模板 c)正装式结构 1—上模板 2—导套 3—垫板 4—聚氨酯 5—凸凹模 6—打料杆 7—模柄 8—打杆 9—卸料板 10—落料凹模 11—导柱 12—卸料块 13—凸模 14—顶杆 15—固定板 16—下模板
图4-5c为正装复合模,其工作过程与倒装式相似,冲出的零件由压力机的下顶缸或通过弹性缓冲器由顶杆14通过卸料块12顶出,条料及冲孔废料则由压力机横杆通过上模的卸料板9及打杆8推出。
由于倒装式复合模冲孔废料可以从压力机工作台孔中漏出,工件从上模推下,比较容易引出去,操作方便、安全,能保证较高的生产率,因此应优先采用。而正装式复合模,冲孔废料由上模带上,再由推料装置推出,工件则由下模的推件装置向上推出,条料由上模卸料装置脱出,三者混杂在一起,如果来不及排除废料或工件而进行下一次冲压,就易崩裂模具刃口。
由于正装式复合模的顶件板、卸料板均是弹性的,条料与冲裁件同时受到压平作用,所以对较软、较薄的冲裁件能达到平整要求,冲裁件的精度也较高;而倒装式复合模中,冲裁后工件嵌在上模部分的落料凹模内,需由刚性或弹性推件装置推出。刚性推件装置推件可靠,可以将工件稳当地推出凹模,但在冲裁时,刚性推件装置对工件不起压平作用,故工件的平整度及尺寸精度比用弹性推件装置时要低些。
3.级进冲模
级进冲模是指在压力机的一次冲压行程中,在同一副模具的不同工位上同时完成两道以上冲压工序的冲模。最常见的冲裁工序级进模主要有:冲孔、落料级进模,切口、落料级进模等。此外,冲裁工序也可与成形类工序安排在同一套模具的不同工位上加工,常见的有:落料、拉深级进模,冲孔、弯曲级进模等。
在级进模中,除了需具有普通模具的一般结构外,还需根据要求设置始用挡料装置、侧压装置、导正销和侧刃等结构件。图4-6为用导正销定距、手工送料的冲孔、落料级进模。
送料时,由固定挡料销6进行初定位,由两个装在落料凸模4上的导正销5进行精定位。导正销与落料凸模的配合为H7/r6,其连接的结构应保证在修磨凸模时装拆方便,因此落料凸模安装导正销的孔是一个通孔。导正销头部的形状应有利于在导正时插入已冲的孔,它与孔的配合应略有间隙。为了保证首件的正确定距,在带导正销的级进模中,常采用始用挡料装置,它安装在导板下的导料板中间。在条料冲制首件时,用手推始用挡料销7,使它从导料板中伸出来抵住条料的前端即可冲制第一件上的两个孔。以后各次冲裁时就由固定挡料销6控制送料步距作初定位。
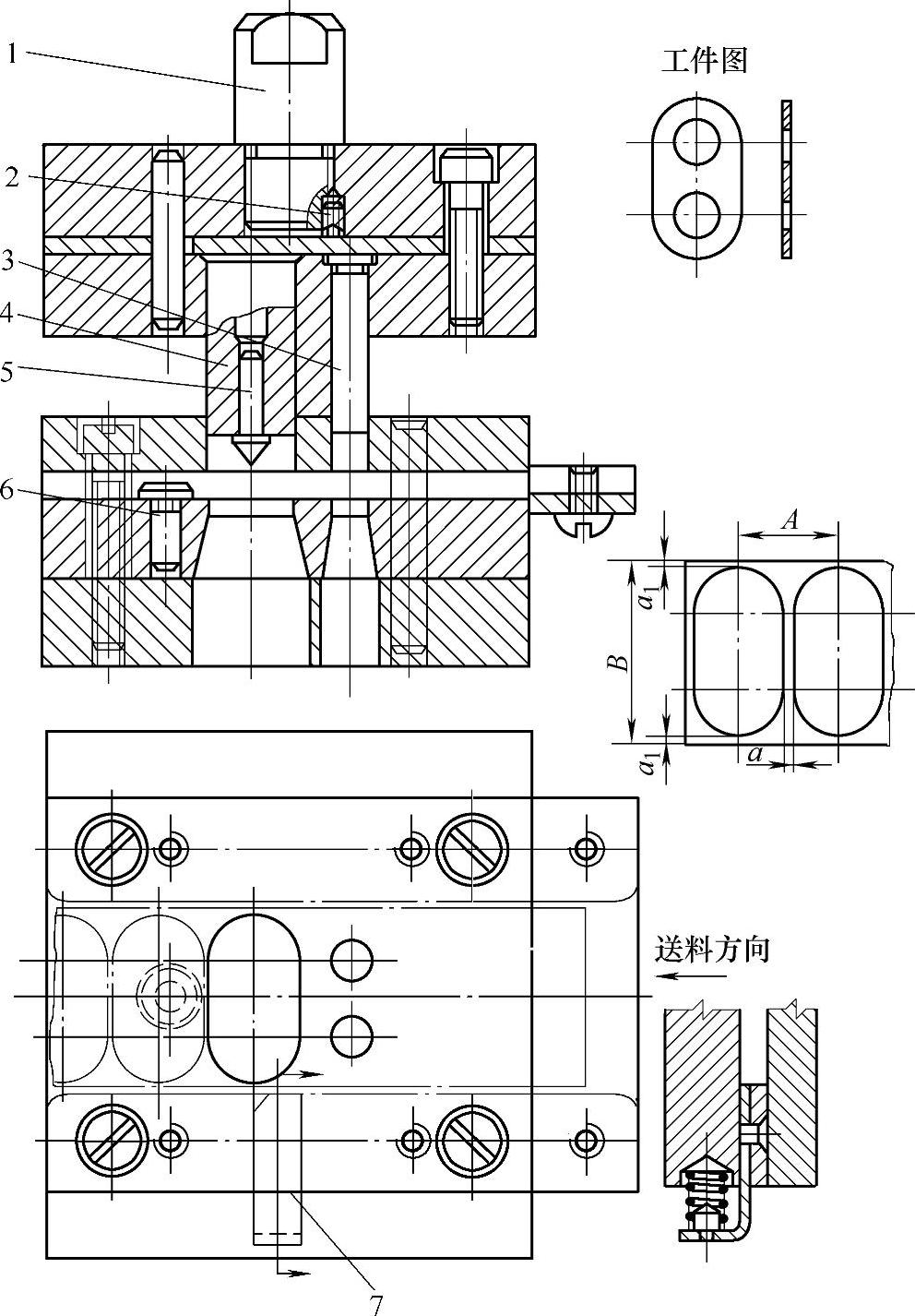
图4-6 用导正销定距、手工送料的冲孔、落料级进模
1—模柄 2—螺钉 3—冲孔凸模 4—落料凸模 5—导正销 6—固定挡料销 7—始用挡料销
4.非金属冲裁模
根据非金属材料组织与力学性能的不同,非金属材料的冲裁方式有尖刃凸模冲裁和普通冲裁模冲裁两种。
(1)尖刃凸模冲裁 尖刃凸模冲裁主要用于冲裁如皮革、毛毡、纸板、纤维布、石棉布、橡胶以及各种热塑性塑料薄膜等纤维性及弹性材料。
尖刃凸模的结构如图4-7所示。图4-7a为落料用外斜刃凸模;图4-7b为冲孔用内斜刃凸模;图4-7c为裁切硫化硬橡胶板时,在加热状态下,为保证裁切的边缘垂直而使用的凸模两面斜刃;图4-7d为非金属复合模结构。尖刃凸模的斜角α取值可参见表4-1。
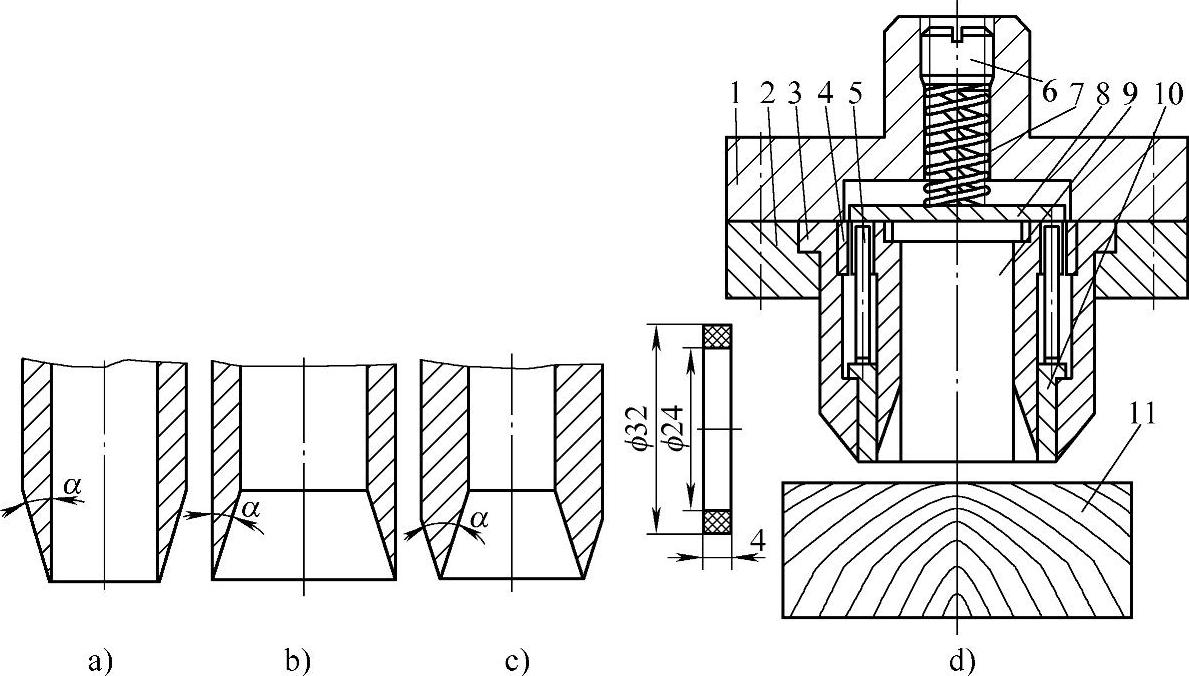
图4-7 尖刃凸模结构
a)落料凸模 b)冲孔凸模 c)两面斜刃凸模 d)非金属复合模结构简图 1—上模 2—固定板 3—落料凹模 4—冲孔凸模 5—推杆 6—螺塞 7—弹簧 8—推板 9—卸料杆 10—推件器 11—硬木垫
表4-1 尖刃凸模斜角α的取值

设计时,其尖刃的斜面方向应对着废料。冲裁时,在板料下面垫一块硬木、层板、聚氨酯橡胶板、有色金属板等,以防止刃口受损或甭裂,不必再使用凹模。可安装在小吨位压力机或直接用手工加工。
(2)普通冲裁模冲裁 对于一些较硬的如云母、酚醛纸胶板、酚醛布胶板、环氧酚醛玻璃布胶板等非金属材料,则可采用普通结构形式的冲裁模进行加工。由于这些材料都具有一定的硬度与脆性,为减少断面裂纹、脱层等缺陷,应适当增大压边力与反顶力,减小模具间隙,搭边值也比一般金属材料大些。对于料厚大于1.5mm而形状又较复杂的各种纸胶板和布胶板零件,在冲裁前需将毛坯预热到一定温度后再进行冲裁。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。