



【摘要】:下料加工后,其生产的下料件必须满足图样规定的形状及尺寸精度和表面质量的要求,以保证后续冲压制品本身的质量,或为后续加工工序、零部件装配提供优质的产品。表3-10 剪切件毛刺高度允许值 注:剪切件毛刺高度的精度等级分为E、F、G三级。表3-11 滚剪剪切条料的最小宽度偏差
下料加工后,其生产的下料件必须满足图样规定的形状及尺寸精度和表面质量的要求,以保证后续冲压制品本身的质量,或为后续加工工序、零部件装配提供优质的产品。
采用不同的下料设备及剪切下料方法,其能达到的产品质量要求是不一样的,主要应满足的检测标准有:
采用斜刃剪板机从板材上剪下来的剪切件的剪切宽度公差可按表3-6确定。
表3-6 剪切宽度公差 (单位:mm)
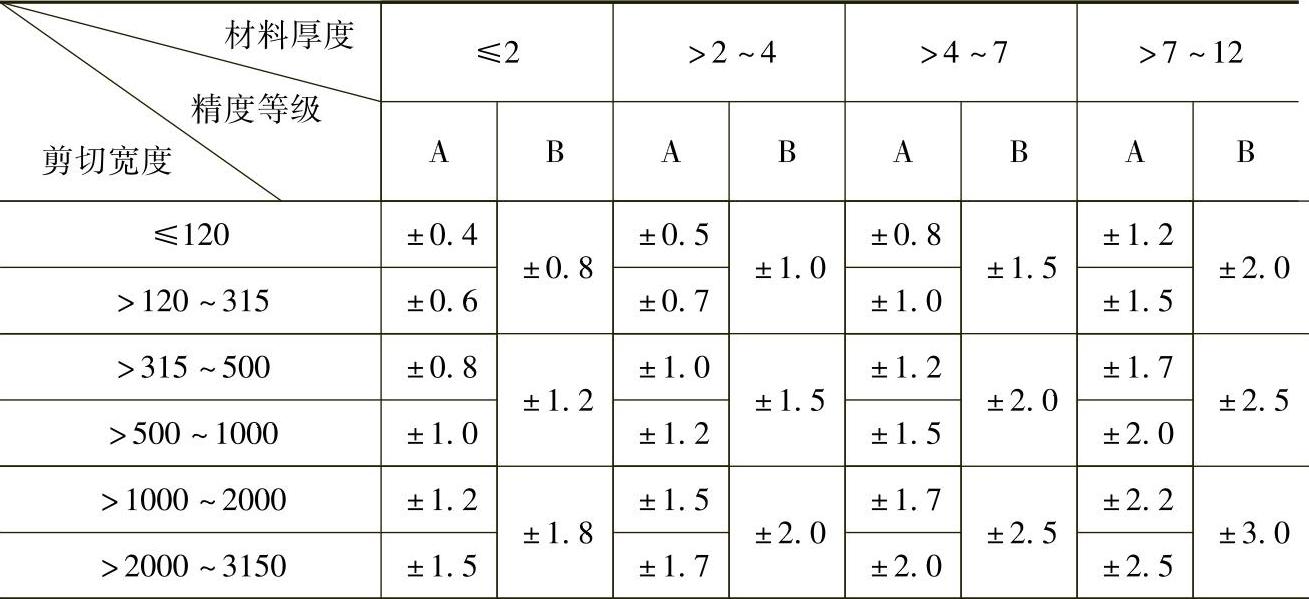
注:剪切宽度的精度等级分为A和B级。
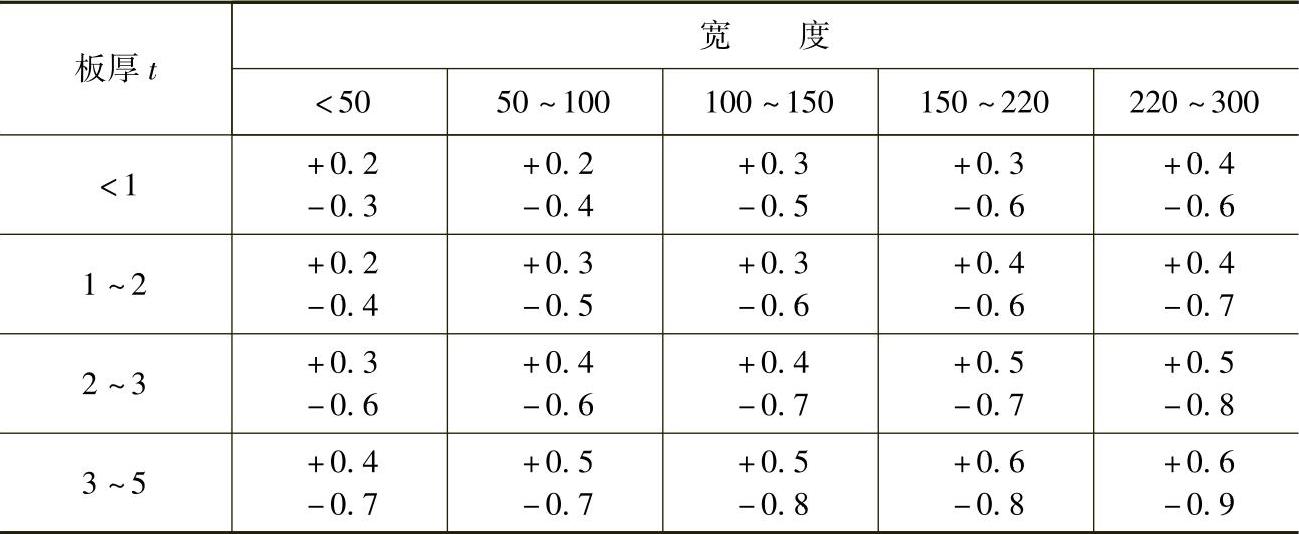
如果条料宽度就是工件的尺寸时,其所能达到的尺寸精度就是下料精度,可按表3-7确定。
表3-7 斜刃剪板机下料精度 (单位:mm)
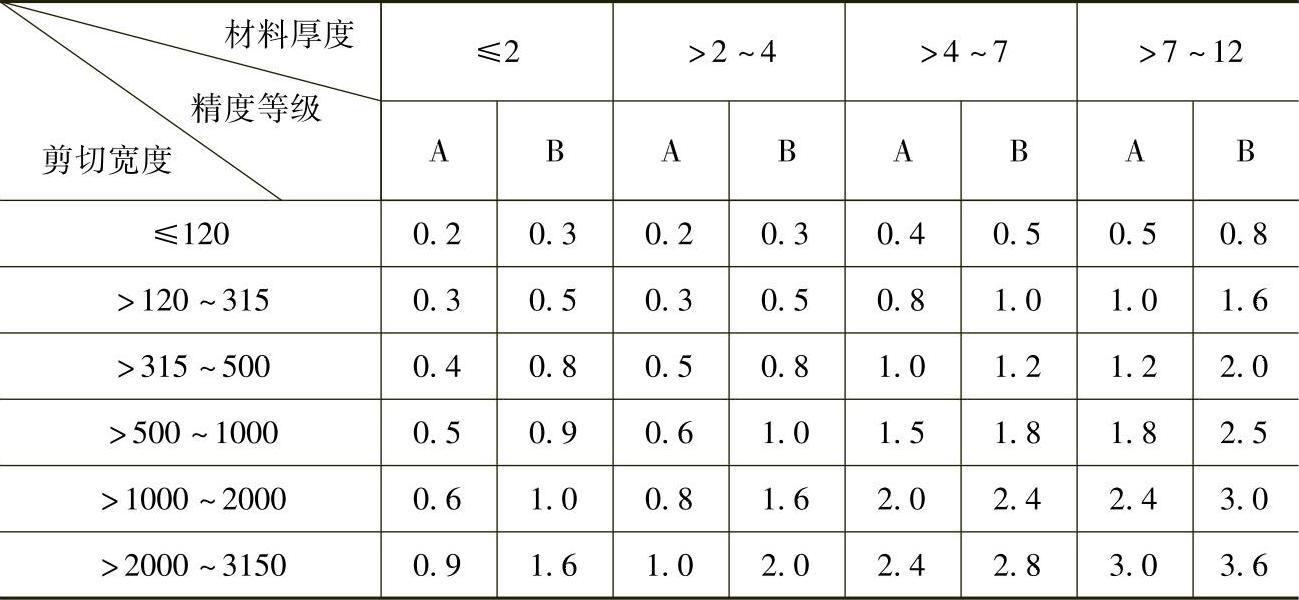
采用斜刃剪板机从板材上剪下来的剪切件的直线度、垂直度的公差可按表3-8、表3-9查得。剪切件毛刺高度允许值按表3-10查得。
表3-8 剪切件直线度的公差 (单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
注:1.剪切直线度的精度等级分为A和B级。2.本表适用于剪切宽度为板厚25倍以上及宽度为30mm以上的金属剪切件。
表3-9 剪切件垂直度的公差 (单位:mm)
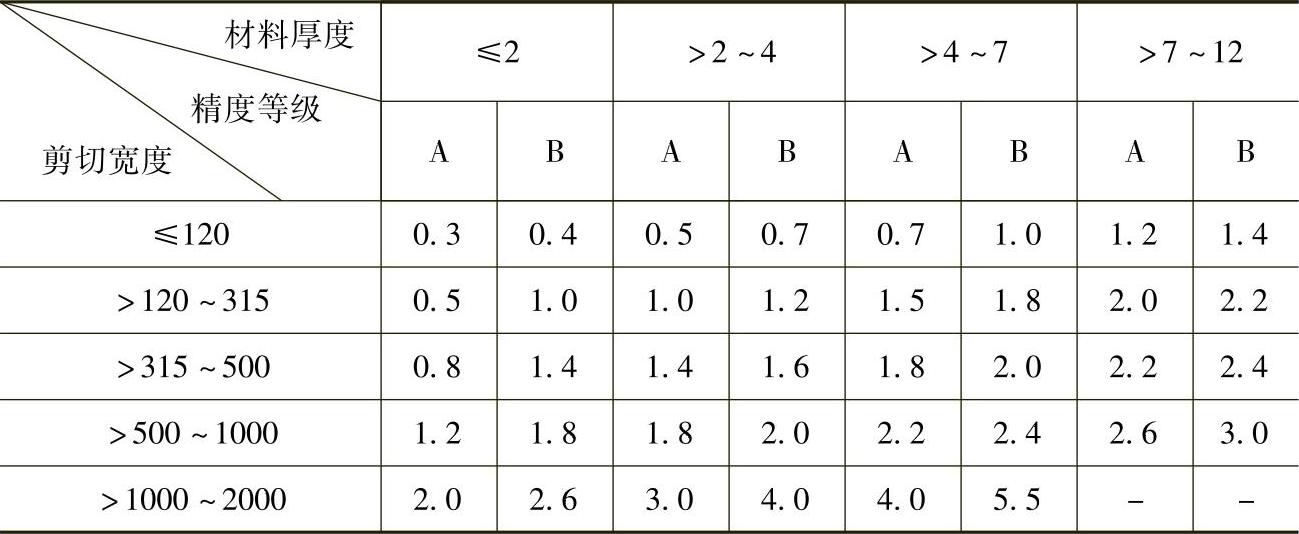
注:剪切垂直度的精度等级分为A和B级。
表3-10 剪切件毛刺高度允许值 (单位:mm)
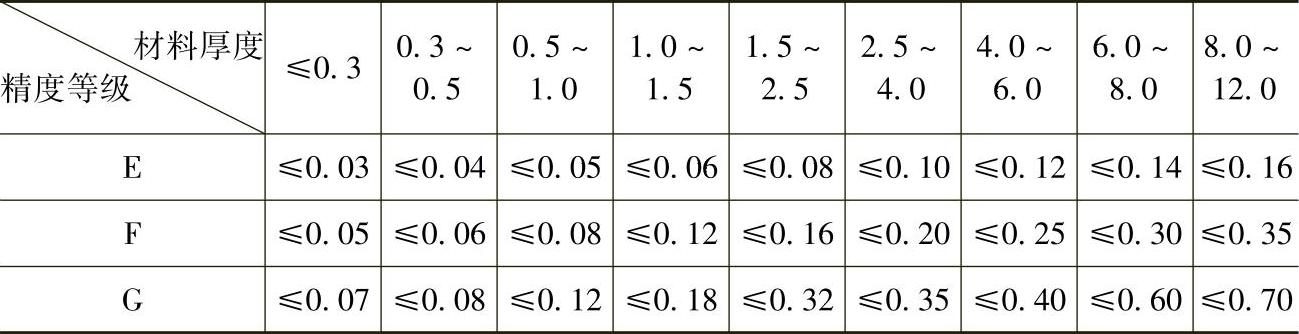
注:剪切件毛刺高度的精度等级分为E、F、G三级。
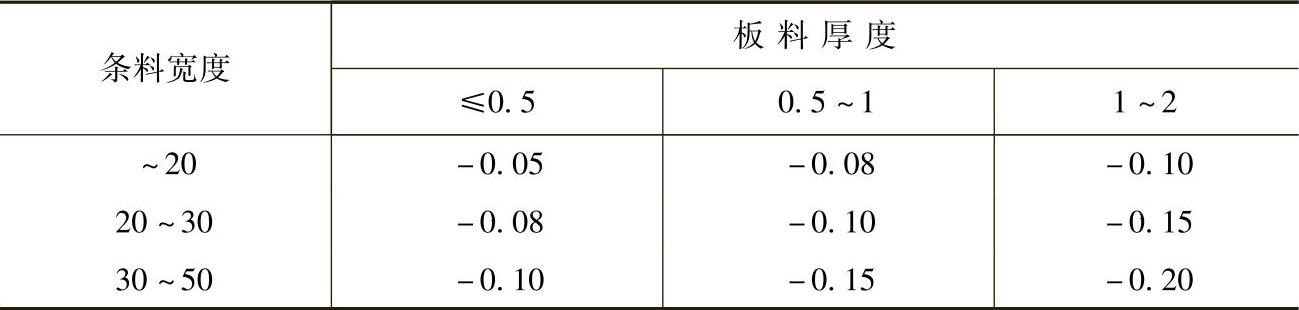
采用滚剪剪切条料的最小宽度偏差见表3-11。
表3-11 滚剪剪切条料的最小宽度偏差 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。